具有在取向上对齐的成形磨料颗粒的细长磨料制品的制作方法
具有在取向上对齐的成形磨料颗粒的细长磨料制品
背景技术:
1.研磨刷毛盘和刷子通常已知用于各种清洁、整理和清理毛刺应用。需要改善的研磨刷毛盘和刷子,并且需要包括细长研磨构件诸如刷毛的其它磨料制品。
技术实现要素:
2.刷子已用于抛光、清洁和研磨多种基材。这些刷子产品通常具有用于接触基材的多根刷毛。可将磨料颗粒加入到刷毛中以增加它们的磨蚀性。制造具有包含磨料颗粒的刷毛的常规研磨刷需要许多制造步骤。可掺混磨料颗粒和热塑性粘结剂的混合物,然后将其挤出以形成刷毛。然后,将刷毛切削至理想的长度。然后机械地组合多个这些刷毛以形成制品。接下来,可将多个这些制品安装在毂或板上以形成刷子。
3.具有研磨刷毛的产品的示例包括scotch
‑
brite
tm
刷毛盘和刷子(可得自明尼苏达州圣保罗的3m公司(3m company,st.paul,mn)),其可以多种尺寸和构型获得以用于多种研磨应用。研磨刷、刷毛和/或细丝的其它构型描述于例如美国专利5,045,091(abrahamson等人)、5,233,719(young等人)、5,400,458(rambosek)、5,679,067和5,903,951(ionta等人)、5,427,595(pihl等人)、5,460,883(barber等人)、3,618,154(muhler等人)以及3,233,272(pambello)中。
4.磨料颗粒通常包括粉碎的磨料砂粒、成形磨料颗粒和/或精确成形的磨料颗粒。基本成形磨料颗粒的示例在美国专利5,201,916(berg等人)和5,366,523(rowenhorst等人)中有所描述,其中通常公开了此类颗粒可用于研磨刷。精确成形磨料颗粒的示例包括cubitron ii
tm
(购自明尼苏达州圣保罗的3m公司)。精确成形磨料颗粒的示例还描述于美国专利8,142,531(adefris等人)、8,728,185(adefris)中,其中通常公开了此类颗粒可用于研磨刷。其它可用的成形磨料颗粒公开于授予mevissen等人的美国临时申请62/669,568(“包括软成形磨料颗粒的磨料制品”(abrasive articles including soft shaped abrasive particles)中,其公开内容以引用方式并入本文。
5.已发现,通过成形磨料颗粒以受控方式沿着细长研磨元件(例如,刷毛)的轴线取向,可实现磨料性能的意料不到的改善。
6.根据本公开的示例性实施方案包括但不限于以下列出的实施方案,为方便起见,可对其进行编号或者不编号。在随附的详细描述中公开了在该部分中未具体列举的若干附加实施方案。
7.实施方案1.一种磨料制品,所述磨料制品包括沿着元件轴线延伸的至少一个主要细长研磨元件,所述主要细长研磨元件包括多个成形磨料颗粒,其中至少50%的所述成形磨料颗粒沿着所述元件轴线在取向上对齐。
8.实施方案2.根据实施方案1所述的磨料制品,其中所述多个所述成形磨料颗粒均包括:
9.最大尺寸m;
10.厚度t,所述厚度t垂直于所述最大尺寸m测量;
11.颗粒轴线,所述颗粒轴线沿着所述最大尺寸m限定;和
12.颗粒平面,所述颗粒平面包含所述颗粒轴线并且垂直于所述厚度t限定;
13.其中在取向上对齐的所述成形磨料颗粒大致在取向上对齐,使得颗粒平面在平行于所述元件轴线的60度内取向。
14.实施方案3.根据实施方案2所述的磨料制品,其中下列百分比之一的所述成形磨料颗粒大致在取向上对齐:至少66%、至少75%、至少90%、至少95%或至少96%。
15.实施方案4.根据实施方案2或3中任一项所述的磨料制品,其中在取向上对齐的所述成形磨料颗粒的至少一部分精确地在取向上对齐,使得颗粒平面在平行于所述元件轴线的15度内取向。
16.实施方案5.根据实施方案4所述的磨料制品,其中至少50%的所述成形磨料颗粒精确地在取向上对齐。
17.实施方案6.根据实施方案5所述的磨料制品,其中至少66%的所述成形磨料颗粒精确地在取向上对齐。
18.实施方案7.根据实施方案1所述的磨料制品,其中所述多个所述成形磨料颗粒均包括:
19.最大尺寸m;
20.厚度t,所述厚度t垂直于所述最大尺寸m测量;
21.颗粒轴线,所述颗粒轴线沿着所述最大尺寸m限定;和
22.颗粒平面,所述颗粒平面包含所述颗粒轴线并且垂直于所述厚度t限定;
23.其中在取向上对齐的所述成形磨料颗粒精确地在取向上对齐,使得颗粒平面在平行于所述元件轴线的15度内取向。
24.实施方案8.根据实施方案7所述的磨料制品,其中至少66%的所述成形磨料颗粒精确地在取向上对齐。
25.实施方案9.根据实施方案2至8中任一项所述的磨料制品,其中所述在取向上对齐的成形磨料颗粒包括由所述厚度t隔开的第一主面和第二主面,其中所述颗粒轴线沿着所述第一面或所述第二面中的一者限定,并且所述颗粒平面基本上平行于所述第一主面和所述第二主面。
26.实施方案10.根据实施方案9所述的磨料制品,其中所述在取向上对齐的成形磨料颗粒包括三角形颗粒,其中所述第一主面和所述第二主面为三角形。
27.实施方案11.根据实施方案2至8中任一项所述的磨料制品,其中所述在取向上对齐的成形磨料颗粒包括杆状颗粒,其中杆轴线沿着所述颗粒轴线限定。
28.实施方案12.根据实施方案2至11中任一项所述的磨料制品,其中所述在取向上对齐的成形磨料颗粒的所述最大尺寸m与所述厚度t的比率r为3或更大。
29.实施方案13.根据实施方案1至12中任一项所述的磨料制品,所述磨料制品包括从所述主要细长研磨元件延伸的分支细长研磨元件。
30.实施方案14.根据实施方案1至13中任一项所述的磨料制品,其中第一细长研磨元件从基部延伸。
31.实施方案15.根据实施方案14所述的磨料制品,所述磨料制品包括从所述基部延伸的多个主要细长研磨元件。
32.实施方案16.根据实施方案15所述的磨料制品,其中所述基部包括毂,所述毂具有毂轴线。
33.实施方案17.根据实施方案16所述的磨料制品,其中所述多个主要细长研磨元件从所述毂径向延伸。
34.实施方案18.根据实施方案16所述的磨料制品,其中所述多个主要细长研磨元件从所述毂大致平行于所述毂轴线轴向延伸。
35.实施方案19.根据实施方案16所述的磨料制品,其中所述多个主要细长研磨元件的一部分从所述毂大致平行于所述毂轴线轴向延伸,并且所述多个主要细长研磨元件的一部分从所述毂径向延伸。
36.实施方案20.根据实施方案16所述的磨料制品,其中所述多个主要细长研磨元件的一部分从所述毂径向和轴向延伸。
37.实施方案21.根据实施方案15至20中任一项所述的磨料制品,其中所述磨料制品包括刷子,其中所述多个细长研磨元件为所述刷子的刷毛。
38.实施方案22.根据实施方案16至20中任一项所述的磨料制品,其中所述磨料制品包括旋转刷,其中所述多个细长研磨元件为所述旋转刷的刷毛。
39.实施方案23.根据实施方案1至22中任一项所述的磨料制品,其中每个主要细长研磨元件包括保持所述成形磨料颗粒的粘结剂。
40.实施方案24.根据实施方案23所述的磨料制品,其中每个主要细长研磨元件通过使所述粘结剂和所述成形磨料颗粒的混合物沿着所述元件轴线流动而形成。
41.实施方案25.一种形成细长研磨元件的方法,所述细长研磨元件包括粘结剂和多个成形磨料颗粒,所述方法包括:
42.使所述粘结剂和所述多个成形磨料颗粒的混合物沿着流动轴线流动,使得至少50%的所述多个成形磨料颗粒沿着所述流动轴线在取向上对齐;
43.使所述混合物凝固,从而形成包括元件轴线的所述细长研磨元件,其中至少50%的所述多个成形磨料颗粒沿着所述元件轴线在取向上对齐。
44.实施方案26.根据实施方案25所述的方法,其中所述在取向上对齐的成形磨料颗粒中的每个成形磨料颗粒包括:
45.最大尺寸m;
46.厚度t,所述厚度t垂直于所述最大尺寸m测量;
47.颗粒轴线,所述颗粒轴线沿着所述最大尺寸m限定;和
48.颗粒平面,所述颗粒平面包含所述颗粒轴线并且垂直于所述厚度t限定;
49.其中使所述成形磨料颗粒在取向上对齐导致所述成形磨料颗粒大致在取向上对齐,使得所述颗粒平面在平行于所述元件轴线的60度内取向。
50.实施方案27.根据实施方案26所述的方法,其中下列百分比之一的所述成形磨料颗粒大致在取向上对齐:至少66%、至少75%、至少90%、至少95%或至少96%。
51.实施方案28.根据实施方案26或27中任一项所述的方法,其中在取向上对齐的所述成形磨料颗粒的至少一部分精确地在取向上对齐,使得颗粒平面在平行于所述元件轴线的15度内取向。
52.实施方案29.根据实施方案28所述的方法,其中至少50%的所述成形磨料颗粒精
确地在取向上对齐。
53.实施方案30.根据实施方案29所述的方法,其中至少66%的所述成形磨料颗粒精确地在取向上对齐。
54.实施方案31.根据实施方案25所述的方法,其中所述多个成形磨料颗粒均包括:
55.最大尺寸m;
56.厚度t,所述厚度t垂直于所述最大尺寸m测量;
57.颗粒轴线,所述颗粒轴线沿着所述最大尺寸m限定;和
58.颗粒平面,所述颗粒平面包含所述颗粒轴线并且垂直于所述厚度t限定;
59.其中在取向上对齐的所述成形磨料颗粒精确地在取向上对齐,使得颗粒平面在平行于所述元件轴线的15度内取向。
60.实施方案32.根据实施方案31所述的方法,其中至少66%的所述成形磨料颗粒精确地在取向上对齐。
61.实施方案33.根据实施方案26至32中任一项所述的方法,其中所述在取向上对齐的成形磨料颗粒包括由所述厚度t隔开的第一主面和第二主面,其中所述颗粒轴线沿着所述第一面或所述第二面中的一者限定,并且所述颗粒平面基本上平行于所述第一主面和所述第二主面。
62.实施方案34.根据实施方案25至33中任一项所述的方法,其中使所述混合物流动包括将所述混合物注塑到模具腔中,所述模具腔包括对应于所述细长研磨元件的形状。
63.实施方案35.根据实施方案25至33中任一项所述的方法,其中使所述混合物流动包括从模具开口挤出所述混合物。
64.实施方案36.根据实施方案25至35中任一项所述的方法,其中在使所述混合物流动之前,将所述粘结剂加热至熔融状态,并且其中使所述混合物凝固包括冷却所述粘结剂直至其达到固化状态以保持所述多个成形磨料颗粒。
65.词语“优选的”和“优选地”是指在某些情况下可提供某些益处的本文所述的实施方案。然而,在相同的情况或其它情况下,其它实施方案也可以是优选的。此外,对一个或多个优选实施方案的表述并不暗示其它实施方案是不可用的,并且并非旨在将其它实施方案排除在本发明范围之外。
66.如本文和所附权利要求中所用,除非上下文另外明确指出,否则单数形式“一种/个(a/an)”和“该”包括复数对象。因此,举例来说,提及“一个/一种”或“该/所述”部件可包括本领域技术人员已知的一个或多个部件或其等价物。另外,术语“和/或”意指所列元件中的一个或全部或者所列元件中的任何两个或更多个的组合。
67.值得注意的是,术语“包括”及其变型在这些术语出现在所附权利要求中的情况下并非具有限制性意义。此外,“一”、“一个”、“该”、“至少一个”和“一个或多个”在本文中可互换使用。
68.本文可使用相对术语诸如左、右、向前、向后、顶部、底部、侧面、上部、下部、水平,垂直等,并且如果是这样,则它们来自在具体附图中所观察的视角。然而,这些术语仅用于简化描述,而并非以任何方式限制本发明的范围。
69.贯穿本说明书的对于“一个实施方案”、“某些实施方案”、“一个或多个实施方案”或“实施方案”的参考意指与实施方案结合描述的具体特征、结构、材料或特性包括在本发
明的至少一个实施方案中。因此,贯穿本说明书在多处出现的短语,诸如“在一个或多个实施方案中”、“在某些实施方案中”、“在一个实施方案中”或“在实施方案中”,不一定是指本发明的相同实施方案。此外,具体特征、结构、材料或特性可在一个或多个实施方案中以任何合适的方式组合。
70.上述发明内容并非意图描述本文所述本发明的每个实施方案或每种实现方式。相反,根据附图,参考以下描述和权利要求书,对本发明更完整的理解将变得显而易见。
71.本发明的这些以及其它方面从以下具体实施方式中将显而易见。然而,在任何情况下都不应将上述发明内容理解为是对要求保护的主题的限制,该主题仅由如在审查期间可以进行修改的所附权利要求书限定。
附图说明
72.在整个说明书中均参考附图,其中类似的附图标号表示类似的元件,并且其中:
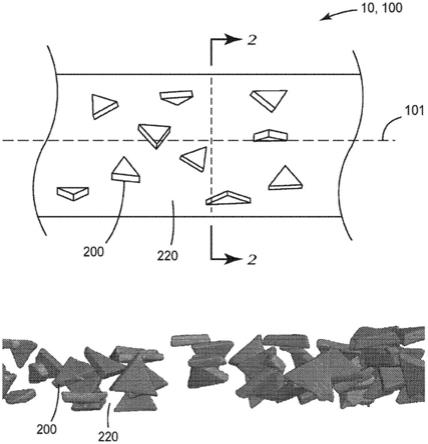
73.图1为示例性细长研磨元件的局部侧视图;
74.图2为在图1的2
‑
2处截取的示意性剖视图;
75.图3为示例性细长研磨元件的局部侧视图;
76.图4为在图3的4
‑
4处截取的示意性剖视图;
77.图5至图7示出了示例性成形磨料颗粒;
78.图8至图10示出了示例性成形磨料颗粒;
79.图11至图13示出了包括细长研磨元件的示例性磨料制品;
80.图14为包括用于制备包括细长研磨元件的磨料制品的模具的示例性设备的示意图;
81.图15为在图14的15
‑
15处截取的示意性剖视图,其示出了图14的模具腔的平面图;
82.图16为包括用于制备包括细长研磨元件的磨料制品的模具的示例性挤出设备的示意图;
83.图17为包括分支细长研磨元件的示例性细长研磨元件的局部视图;
84.图18为示例性细长研磨元件的局部侧视图;
85.图19为在图18的19
‑
19处截取的示意性剖视图;
86.图20为示例性细长研磨元件的局部侧视图;
87.图21为示出示例性细长研磨元件中的成形磨料颗粒的在取向上对齐的图;
88.图22为示出根据本公开的示例性方法的流程图;并且
89.图23至图25为通过x射线显微断层摄影术生成的示例性细长研磨元件的示意图。
具体实施方式
90.磨料制品
91.如本文所述,根据本公开的磨料制品10和研磨组件可以采用毛刷(旋转的或其它方式)或盘的形式,或者采用刷子或盘的部件的形式。
92.参见图11和图12,磨料制品10可包括毂22。多个主要细长研磨元件100(例如,刷毛14)可从毂22向外突出,开始于元件根部104(即,最靠近毂22的端部)并且终止于元件端部106(即,最远离毂22的端部)。在元件根部104之间可以有空间,在该空间中,毂22的外边缘
23暴露在外。另选地,相邻的元件100可以在根部104处彼此邻接。制品10可为一体成型的,使得主要细长研磨元件100和毂22彼此连续。在一个实施方案中,制品10是磨料制品,其包括粘结剂220中的成形磨料颗粒200的组合物。根据本公开的磨料制品可任选地包括细长研磨元件,该细长研磨元件包含成形磨料颗粒连同其它磨料颗粒或非磨料颗粒(例如,粉碎磨料颗粒、填料颗粒、助磨剂等)的组合。
93.可以将多个制品10组装到主轴上以形成研磨组件,类似于授予ionta等人的美国专利5,903,951的图3a和图3b所示和所述的那样。可以将任意数量的制品10组装在一起,以形成具有理想宽度的研磨组件。优选地,制品10彼此相邻,使得制品之间基本上没有空间。另选地,可将制品10组装到轴上,以便在相邻制品之间具有空间。例如,可以将5至10000个制品10组装在一起,以形成研磨组件,但根据需要也可以使用更多或更少的制品。可以包括一种使片段与片段接合的装置,以减少或消除相邻制品之间相对于彼此的旋转。此类接合装置可包括例如在毂22的表面上互相接合的锯齿图案或孔和凹坑图案。
94.材料、制造方法和制品构型将取决于所需的精制应用。如本文所用,术语“精制”包括以下中的至少一种:去除工件表面的一部分;赋予工件表面光洁度;除去表面的氧化皮;清理表面的毛刺;清理工件表面,包括去除油漆或其它涂层、垫圈材料、腐蚀物、油渣或其它异物或残余物;或上述的一些组合。在一些应用中,可能优选的是提供强力磨料特性,在这种情况下,制品可包括磨料颗粒、较大尺寸的磨料颗粒、较硬的磨料颗粒、较高的磨料颗粒与粘结剂比率或上述的一些组合。在其它应用中,可能优选的是为被精制的表面提供抛光型光洁度,或者在不除去表面材料本身的情况下清理表面,在这种情况下,制品可采用较小的磨料颗粒、较软的磨料颗粒、较低的磨料颗粒与粘结剂比率或上述的一些组合。可以采用不同组成和硬度的成形磨料颗粒200,以及常规磨料颗粒和成形磨料颗粒的共混物,以获得所需的研磨特性。
95.毂
96.在一个实施方案中,毂22为大致平面的连续周边部分。波状或弯曲的毂也在本发明的范围内。例如,毂22的形状可为凸形、凹形或锥形。毂22可为例如锥形的,其中主要细长研磨元件100平行于由毂限定的锥形表面延伸。
97.制品10可以任选地具有在毂22上的附接装置,诸如槽、键槽或根部,以在驱动装置(例如,轴)上将若干制品机械连接在一起,从而得到研磨组件。毂22可包括一个或多个安装孔,锁定杆和/或轴可插入穿过该一个或多个安装孔。然后可将轴和/或锁定杆附接到合适的旋转驱动装置。
98.毂22的厚度可优选地为约0.5mm至25mm,更优选地约1.0mm至10mm,还更优选地约1.5mm至6mm,并且最优选地约1.5mm至3mm。毂22可为圆形的,如图11和图12所示。毂22的外边缘23的直径优选地为约2.5cm至61.0cm(1.0英寸至24.0英寸),但更小和更大的毂也在本发明的范围内。在一个优选的实施方案中,毂22具有合适的材料和厚度以提供柔性毂22,该柔性毂帮助保持更多的刷毛与不平的或不规则的工件接触。毂22优选地能够挠曲至少10
°
,更优选地至少20
°
,并且还更优选地至少45
°
,而不会损坏毂或使毂基本上永久变形。除圆形之外的毂形状也在本发明的范围内,包括但不限于椭圆形、矩形、正方形、三角形、菱形和其它多边形形状,如相对刚性或不可挠曲的毂。
99.毂22可另选地为由径向边缘在每侧上限定的环形扇区,如授予ionta等人的美国
专利5,903,951中所述。优选地,环形扇区具有允许整数个环形扇区组装成圆周制品的角宽度。例如,易于布置四个90
°
环形扇区以制备360
°
圆周制品。
100.在一个实施方案中,毂22与主要细长研磨元件100一体成型以提供一体制品。因此,不需要粘合剂或机械装置来将主要细长研磨元件100粘附到毂22。在此类实施方案中,毂22和主要细长研磨元件100可同时模制。
101.研磨元件
102.为了制备磨料制品,可以在单个注射过程中将成形磨料颗粒200和粘结剂220的单个混合物放置在模具中。在此类实施方案中,磨料制品可包括遍及其中的大致均匀的组合物。然而,由于模制工艺,磨料颗粒/粘结剂混合物可能不是完全均匀的。例如,当将聚合物和磨料混合物注入模具中时,较窄的腔可导致较多的聚合物在靠近腔的基部或近侧端部的腔的内部附近初始冷却,从而迫使具有稍微较高浓度的磨料颗粒的混合物朝向腔/元件的远侧端部。
103.另选地,可以将粘结剂220插入模具两次或更多次。例如,一次插入可包含主要位于主要细长研磨元件100中的粘结剂220和成形磨料颗粒200的混合物。第二次插入可包含粘结剂220而不包含成形磨料颗粒200,或包含较少或不同类型的磨料颗粒,主要位于制品10的毂22中。均包含磨料颗粒的两次插入也在本发明的范围内。第一次插入可具有一定尺寸、材料和/或硬度的磨料颗粒,而第二次插入可包括不同的磨料颗粒。在研磨期间,首先使用更靠近端部或远侧端部的磨料颗粒,然后使用更靠近近侧端部(即,更靠近连接到毂22的端部)的磨料颗粒。
104.主要细长研磨元件100从毂22的外边缘23延伸,从元件根部104开始并从远离毂22的元件端部106终止。在一个优选的实施方案中,主要细长研磨元件100从毂22的外边缘23径向延伸,并且与毂22共面。为了便于模制(下文将更全面地描述),可能优选的是具有围绕外边缘23布置的单排主要细长研磨元件100。另选地,可形成双排刷毛。主要细长研磨元件100可在平行于毂22的平面的平面中从毂22的外边缘23延伸,无论毂22是平面的、锥形的还是一些其它形状。另选地,主要细长研磨元件100可相对于毂的适用平面以任何倾斜角度从毂22的外边缘23延伸。
105.主要细长研磨元件100可以具有任何横截面积a,包括但不限于,圆形、星形、半月形、四分之一月形、椭圆形、矩形、正方形、三角形、菱形或其它多边形。在一个实施方案中,主要细长研磨元件100包括沿其长度的恒定横截面。在其它实施方案中,主要细长研磨元件100将沿其长度具有非恒定或可变的横截面。
106.主要细长研磨元件100可为锥形的,使得元件的横截面积a在远离元件根部104朝向元件端部106的方向上减小。锥形主要细长研磨元件100可具有如上所述的任何横截面。当制品10抵靠工件旋转时,主要细长研磨元件100可经受弯曲应力。这些弯曲应力可在主要细长研磨元件100的元件根部104处(在外边缘23处)最高。因此,在一些实施方案中,锥形元件比恒定横截面积a的元件更能够抵抗弯曲应力。主要细长研磨元件100可具有沿着整个长度的锥形,或者可具有与元件根部104相邻的锥形部分和元件的其余部分的恒定横截面积a。锥形可以包括任何合适的角度。此外,制品10可包括在元件100的元件根部104与毂22的外边缘23之间的过渡处的圆角半径。
107.主要细长研磨元件100包括纵横比,该纵横比被定义为从外部元件根部104到元件
端部106测量的元件100的长度除以元件的宽度。就锥形元件而言,出于确定纵横比的目的,宽度被定义为沿长度的平均宽度。就非圆形横截面而言,宽度被认为是给定平面中的最长宽度,诸如正方形横截面的拐角对角线。主要细长研磨元件100的纵横比优选地为至少2,更优选地为约5至100,并且还更优选地为约50至75。可针对制品10和刷子的具体应用来选择主要细长研磨元件100的尺寸。主要细长研磨元件100的长度优选地为约0.2cm至50cm,更优选地为约1cm至25cm,并且还更优选地为约5cm至15cm。主要细长研磨元件100的宽度优选地为约0.25mm至10mm,更优选地为约0.5mm至5.0mm,还更优选地为约0.75mm至3.0mm,并且最优选地为约1.0mm至2.0mm。主要细长研磨元件100的宽度可与毂22的厚度相同或不同。在一个优选的实施方案中,所有主要细长研磨元件100具有相同的尺寸。另选地,包括多个制品10的刷子上的主要细长研磨元件100可具有不同的尺寸,诸如不同的长度、宽度或横截面积。例如,类似于授予ionta等人的美国专利5,903,951的图9中所示,制品10可具有两组短的主要细长研磨元件和两组长的主要细长研磨元件。此外,可以布置环形扇区片段,每个环形扇区片段具有不同长度的元件。就刷子研磨组件而言,可以采用具有不同元件的相邻制品10。
108.可针对制品10和刷子的具体应用来选择主要细长研磨元件100的密度和布置方式。主要细长研磨元件100可围绕毂22的外边缘23均匀地布置。另选地,主要细长研磨元件100可以成组布置,并在各组之间留有空间,并且除了径向向外布置之外,主要细长研磨元件还可以位于毂22的平面内,也就是说,相对于毂22的半径呈非零角布置。因此,制品10可具有不包括任何主要细长研磨元件100的外边缘23的一部分。元件可存在于毂22的外边缘23的仅一部分上方,或基本上整个外边缘23上方。主要细长研磨元件100可根据需要邻接或不邻接相邻元件。
109.优选地选择元件的材料、长度和构型,使得主要细长研磨元件100具有足够的柔性以有助于精制不平整或不规则的工件。主要细长研磨元件100优选地能够弯曲至少25
°
,更优选地至少45
°
,还更优选地至少90
°
,并且最优选地约180
°
,而不会损坏元件或使元件基本上永久变形。
110.可以用任何合适的结构加固主要细长研磨元件100。例如,可以将增强纤维或线材放置在元件模具腔中,并且围绕增强线材注入粘结剂220。这将产生其内嵌入有增强线材或纤维的元件100。
111.在一个实施方案中,主要细长研磨元件100在与操作中的制品的旋转方向相反的方向上以相对于毂的半径的角度向后扫。此类布置方式可有助于使靠近其根部的主要细长研磨元件100的破损最小化,其中刷毛接合毂22的外边缘23。当制品被旋转并且刷毛的端部接触工件时,这趋于使刷毛在与旋转方向相反的方向上弯曲。如果该弯曲力过大,则元件100可能在其根部处断裂。当如该实施方案中所述的制品围绕垂直于毂22并穿过附接装置的中心的轴线旋转时,反向扫的主要细长研磨元件100将经受离心力。该力将使得元件100在朝向径向线的方向上弯曲。由离心力引起的这种弯曲的作用与由刷毛接触工件引起的弯曲相反。因此,与初始沿半径取向的刷毛相比,刷毛可承受由工件引起的更大量的弯曲。回扫元件的角度优选地为至多45
°
,更优选地介于约5
°
和35
°
之间,还更优选地介于约10
°
和30
°
之间,并且最优选地为约22.5
°
,但也可根据需要使用其它角度。在一个实施方案中,制品10的毂22在外边缘23处具有约2.5cm(1英寸)的外径和约2.5mm(0.1英寸)的厚度,其中30
个主要细长研磨元件100在毂22的平面中从外边缘23向外延伸。每个元件100为约2.25cm(0.88英寸)长并且从根部处的约3.0mm(0.12英寸)厚渐缩至端部处的约2.0mm(0.08英寸)厚,具有大致正方形的横截面。刚刚描述的制品10的尺寸和主要细长研磨元件100的数量仅仅是一个优选实施方案的示例,本发明不受此限制。
112.在一些实施方案中,主要细长研磨元件100相对于毂22的平面成角度β,如授予ionta等人的美国专利5,903,951的图21至图22中所示和所述,该专利的公开内容据此全文以引用方式并入。
113.成形磨料颗粒
114.在一些实施方案中,成形磨料颗粒包括分开一定厚度的第一主面和第二主面(分别为206和208)。此类成形磨料颗粒的示例示出在图5至图7中。在此类实施方案中,颗粒轴线202沿第一面或第二面中的一者限定,第一面和第二面基本上彼此平行,并且颗粒平面基本上平行于第一主面和/或第二主面。所谓“基本上平行”,其意指平面和/或平坦表面在彼此平行的20度内。就第一面206和第二面208而言,被绘制成与每个面重合的平面是基本上平行的。在第一面206和第二面206中的一者或两者本身不是精确平面的情况下,通过面的每个末端(在所描绘的情况下,三角形形状的三个顶点中的每个顶点)绘制参考平面。例如,在如wo2010/077491中所述的碟形磨料颗粒的情况下,如图1a或图3a所示,将通过三个尖端30中的每个尖端绘制一个面的参考平面,而相反的参考平面将通过相对面的三个顶点绘制。因此,应当理解,第一面206和第二面208的间距无需精确地与成形磨料颗粒的厚度t相同,尽管可能与其近似。在一个实施方案中,其中成形磨料颗粒包括第一主面206和第二主面206,成形磨料颗粒包括三角形颗粒210,其中第一主面和第二主面为三角形。在一些实施方案中,诸如图5至图7所示的那些,三角形包括等边三角形。在所示的实施方案中,三角形颗粒的最大尺寸m为三角形的一条边的长度(如果第一面和第二面具有不同的尺寸,则两个三角形中的较大者),并且厚度t为第一主面206与第二主面208之间的最小距离。
115.在一个实施方案中,成形磨料颗粒包括杆状颗粒212,其中杆轴线213沿颗粒轴线202限定。此类成形磨料颗粒的示例示出在图8至图10中。如图所示,杆状磨料颗粒的厚度t在表面上为杆的横截面直径,并且杆状颗粒的最大尺寸在表面上为杆的长度。
116.在一个实施方案中,比率“r”被定义为最大尺寸m与厚度t的比率,并且为3或更大。在一些实施方案中,r为2.5或更大。在一些实施方案中,r为3.5或更大。在一些实施方案中,r为4或更大。在包括上述实施方案的一些实施方案中,r为10或更小。在包括上述实施方案的一些实施方案中,r为8或更小。在包括上述实施方案的一些实施方案中,r为6或更小。
117.成形磨料颗粒的取向
118.如图1至图4和图17至图20所示,细长研磨元件100(其可为磨料制品10的一部分)包括沿着元件轴线101在取向上对齐(精确地、大致或两者)的多个成形磨料颗粒200。如图所示,成形磨料颗粒200被包裹在粘结剂220中。
119.如本文所用,术语“成形磨料颗粒”意指已有意形成为使得磨料颗粒的至少一部分具有预定形状的磨料颗粒。通常该形状由用于形成前体成形磨料颗粒的模具腔或其它工具复制而成。成形磨料颗粒通常将具有基本上复制了用于形成成形磨料颗粒的模具腔或其它形式的工具的预定几何形状。腔或工具能驻留在压花辊的表面上或被容纳在柔性带或制备模具内。另选地,成形磨料颗粒可通过激光束从干燥的溶胶
‑
凝胶(或其它前体或固化材料,
如果不是陶瓷基的话)的片材挤出并切割成一定长度或精确地切割成所需几何形状。另选地,成形磨料颗粒可为注塑成型的或3d打印的。
120.如图5至图10所示,成形磨料颗粒包括最大尺寸“m”、垂直于最大尺寸m测量的厚度“t”、沿最大尺寸m限定的颗粒轴线202以及颗粒平面204,该颗粒平面包含颗粒轴线202并且被限定为垂直于厚度t。所谓“精确地在取向上对齐”,其意指颗粒平面202在平行于元件轴线101的15度内取向。在一些实施方案中,与随机发生的情况相比,沿着元件轴线精确地在取向上对齐的成形磨料颗粒的数量更多。在一些实施方案中,至少50%的成形磨料颗粒沿着元件轴线精确地在取向上对齐。在一些实施方案中,至少66%的成形磨料颗粒沿着元件轴线精确地在取向上对齐。
121.除此之外或另选地,对于如上所述精确地在取向上对齐的一定量的成形磨料颗粒,在一些实施方案中,成形磨料颗粒通常沿着元件轴线101在取向上对齐。所谓“大致在取向上对齐”,其意指颗粒平面202在平行于元件轴线101的60度内取向。在一些实施方案中,至少50%的成形磨料颗粒沿着元件轴线大致在取向上对齐。在一些实施方案中,至少66%的成形磨料颗粒沿着元件轴线大致在取向上对齐。在一些实施方案中,至少75%的成形磨料颗粒沿着元件轴线大致在取向上对齐。在一些实施方案中,至少90%的成形磨料颗粒沿着元件轴线大致在取向上对齐。在一些实施方案中,至少95%的成形磨料颗粒沿着元件轴线大致在取向上对齐。在一些实施方案中,至少96%的成形磨料颗粒沿着元件轴线大致在取向上对齐。
122.从上文可以理解,精确地在取向上对齐的成形磨料颗粒200也将大致在取向上对齐,而大致在取向上对齐的成形磨料颗粒200不一定也精确在取向上对齐。在一个实施方案中,至少大部分成形磨料颗粒精确地在取向上对齐,并且至少75%的成形磨料颗粒大致在取向上对齐。在一个实施方案中,至少大部分成形磨料颗粒精确地在取向上对齐,并且至少90%的成形磨料颗粒大致在取向上对齐。在一个实施方案中,至少大部分成形磨料颗粒精确地在取向上对齐,并且至少95%的成形磨料颗粒大致在取向上对齐。在一个实施方案中,至少66%的成形磨料颗粒精确地在取向上对齐,并且至少95%的成形磨料颗粒大致在取向上对齐。
123.除了上述实施方案之外或结合上述实施方案,其中成形磨料颗粒大致在取向上对齐和/或精确地在取向上对齐,在一些实施方案中,至少40%的成形磨料颗粒的颗粒轴线与元件轴线101平行5度以内,并且/或者至少60%的成形磨料颗粒的颗粒轴线与元件轴线101平行10度以内。
124.应当理解,上述组合仅仅是示例性的,并且可在本公开的范围内选择适用范围的任何组合。
125.细长研磨元件内的成形磨料颗粒的取向可通过能够产生本文所述的取向程度和频率的任何方式来实现。以下方法或取向是示例性的,并非旨在进行限制。
126.例如,可将液态(例如,熔融或未固化的)粘结剂220的细长区段浇铸或以其它方式沉积到模具中,之后在其中精确地放置取向的成形磨料颗粒200。在此类实施方案中,成形磨料颗粒200可以所需的取向保持在工具或夹具中,靠近液体的细长部分设置,并落入或直接放置在粘结剂中。此后,粘结剂可被冷却并且/或者固化以形成细长研磨元件100,该细长研磨元件包括沿着元件轴线101在取向上对齐的成形磨料颗粒200。
127.又如,可将液态(例如,熔融或未固化的)粘结剂220的细长区段浇铸或以其它方式沉积到模具中,之后在其中放置取向的成形磨料颗粒200。在此类实施方案中,松散的成形磨料颗粒200可落入或以其它方式迫使其穿过紧邻粘结剂设置的筛网、掩模、网格等,所述筛网、掩模、网格等包括与液体的细长部分对齐并且小于成形磨料颗粒的最大尺寸m的开口尺寸,但仍允许颗粒通过。成形磨料颗粒将穿过筛网、掩模、网格等并进入粘结剂中。此后,粘结剂可被冷却并且/或者固化以形成细长研磨元件100,该细长研磨元件包括沿着元件轴线101在取向上对齐的成形磨料颗粒200。
128.又如,液态(例如,熔融或未固化的)粘结剂220和成形磨料颗粒200的浆液可以从模具中挤出,挤出方式使得液态粘结剂沿着流动轴线通过模具的流动适于使成形磨料颗粒200沿着液体流动方向取向。此后,粘结剂可被冷却并且/或者固化以形成细长研磨元件100,该细长研磨元件包括沿着元件轴线101在取向上对齐的成形磨料颗粒200。
129.又如,液态(例如,熔融或未固化的)粘结剂220和成形磨料颗粒200的浆液可注入细长模具腔中,注入方式使得液态粘结剂沿着流动轴线通过细长腔的流动适于使成形磨料颗粒200沿着液体流动方向取向。此后,粘结剂可被冷却并且/或者固化以形成细长研磨元件100,该细长研磨元件包括沿着元件轴线101在取向上对齐的成形磨料颗粒200。
130.又如,液态(例如,熔融或未固化的)粘结剂220和成形磨料颗粒200的浆液可沉积到细长模具腔300中,其中成形磨料颗粒本身是可磁化的并且/或者包括可磁化表面涂层。由此沉积的浆液可经受适于使成形磨料颗粒在取向上对齐的磁场。通过这种方法,成形磨料颗粒可以沿着模具腔的细长尺寸(或任选地沿着由与磁场的相互作用决定的另一尺寸)在取向上对齐。此后,粘结剂可被冷却并且/或者固化以形成细长研磨元件100,该细长研磨元件包括沿着元件轴线101在取向上对齐的成形磨料颗粒200。
131.又如,液态(例如,熔融或未固化的)粘结剂220和成形磨料颗粒200的浆液可沉积到细长模具腔300中,其中成形磨料颗粒本身是可磁化的并且/或者包括可磁化表面涂层。由此挤出的浆液(或当仍存在于模具中时)可经受适于使成形磨料颗粒在取向上对齐的磁场。通过这种方法,成形磨料颗粒可以沿着所得细长研磨元件的细长尺寸(或任选地沿着由与磁场的相互作用决定的另一尺寸)在取向上对齐。此后,粘结剂可被冷却并且/或者固化以形成细长研磨元件100,该细长研磨元件包括沿着元件轴线101在取向上对齐的成形磨料颗粒200。
132.附接装置
133.制品10可包括例如美国专利5,903,951中大体示出和描述的附接装置。例如,可将若干制品接合在一起以形成如其中所述的组件,以及/或者可将一个或多个制品10附接到支撑装置,诸如如其中所述的单独的毂或轴。毂22可包括被构造成与此类轴接合的内边缘,以及/或者还可(或另选地)包括用于接纳一个或多个锁定杆的安装孔。毂22可包括被构造成接合轴中的适当构造的键的槽或键槽。如其中进一步所述,毂22可以是连续的,并且不包括由内边缘限定的开口。附接装置可设置在毂22的中心处。这种类型的附接装置适用于360
°
圆形制品。合适的附接装置描述于美国专利3,562,968、3,667,170和3,270,467中,所有这些专利的全部公开内容以引用方式并入本文。一种优选的附接装置是如美国专利3,562,968所提出的适于与旋转工具螺纹接合的一体成型的双头螺栓。在此类实施方案中,优选的是,附接装置与毂22一体成型并且相对于毂22居中以用于制品10的适当旋转。附接装
置可由与制品10的其余部分相同的材料制成,并且可包含磨料颗粒。另选地,附接装置可由具有或不具有磨料颗粒的粘结剂220的单独注射制成。
134.使用毂22上的钩环型附接件将制品10附接到动力旋转工具的支撑垫也在本发明的范围内。合适的钩环紧固件包括以引用方式并入本文的美国专利5,077,870,“用于机械紧固件的蘑菇型钩带”(mushroom
‑
type hook strip for a mechanical fastener)(melbye等人)中提出的那些,或者可以商品名scotchmate
tm
从明尼苏达州圣保罗的明尼苏达矿业及制造公司(minnesota mining and manufacturing company,st.paul,minn)商购获得的类型的那些。还可以使用雌雄同体紧固件(诸如购自明尼苏达矿业及制造公司的dual lock
tm
紧固件)将模塑制品固定到支撑垫。还可以采用相互啮合的结构化表面,诸如美国专利4,875,259,“相互啮合制品”(intermeshing articles)(appeldorn)中所提出的,该专利以引用方式并入本文。
135.使用附接系统也在本发明的范围内,其中模塑制品的毂或驱动工具的支撑垫包括压敏粘合剂层,而制品或支撑垫中的另一个包括压敏粘合剂可以所需的附接强度可剥离地附接到其上的表面。合适的压敏粘合剂的示例包括乳胶绉、松香、丙烯酸类聚合物和共聚物(诸如聚丙烯酸丁酯和聚丙烯酸酯)、乙烯基醚(诸如聚乙烯基正丁基醚)、醇酸树脂粘合剂、橡胶粘合剂(诸如天然橡胶、合成橡胶、氯化橡胶)以及它们的混合物。选择粘合剂以提供所需的附接特性。磨料可以可释放地附连到其上的一个优选表面是乙烯基片材。
136.另选地,模塑制品的毂可包含一个或多个直的或螺纹的孔或开口,使得磨料制品可机械地固定(诸如用螺栓和螺母)到支撑垫。此类孔可任选地配有与模塑制品的中心部分的材料不同的材料的插入件。
137.加固装置
138.毂22还可包括加固装置,所述加固装置可包括纤维增强基材。加固装置可包括例如织物、非织造片材、垫、网片、稀松布等,或者可包括复合到可模制聚合物中并分散在整个制品中的单独纤维。加固装置可任选地包含处理剂以改变其物理特性。加固装置的目的是增加制品10的弯曲强度和拉伸强度。适用于本发明的增强纤维的示例包括玻璃纤维、金属纤维、碳纤维、丝网、矿物纤维、由耐热有机材料形成的纤维或由陶瓷材料制成的纤维。醚有机纤维包括聚乙烯醇纤维、尼龙纤维、聚酯纤维和酚醛树脂纤维。如果使用玻璃纤维,则可模制聚合物混合物可优选地包含偶联剂,诸如硅烷偶联剂,以改善对热塑性材料的粘附性。
139.可模制聚合物
140.如果采用可模制聚合物材料(例如,可产生粘结剂220的材料),则其可为能够模制的有机粘结剂材料,即,其能够在加热下变形以形成所需形状。可模制聚合物可以是热塑性聚合物、热固性聚合物、热塑性弹性体或它们的组合。就热塑性聚合物而言,有机粘结剂被加热到其熔点以上,这使得聚合物流动。这使得热塑性聚合物流入模具的腔中以形成制品10。然后冷却制品以使热塑性粘合剂固化。就热固性聚合物而言,在模制期间,有机粘结剂处于热塑性状态,即,在其被加热到高于其熔点之后,其将流入模具的腔中以形成制品。然后有机粘结剂在环境温度或高温下交联。合适的热固性聚合物的示例包括丁苯橡胶、聚氨酯、脲醛、环氧树脂和酚醛树脂。
141.热塑性聚合物
142.根据本发明的制品可包括热塑性聚合物。合适的热塑性聚合物的示例包括聚碳酸
酯、聚醚酰亚胺、聚酯、聚乙烯、聚砜、聚苯乙烯、聚丁烯、丙烯腈
‑
丁二烯
‑
苯乙烯嵌段共聚物、聚丙烯、乙缩醛聚合物、聚氨酯、聚酰胺以及它们的组合。一般来讲,本发明优选的热塑性聚合物是具有高熔融温度和良好耐热特性的那些。热塑性聚合物可优选地用于制品10的低速应用,其中操作期间的应力相对较低。适于结合本发明使用的市售热塑性聚合物的例子包括得自南卡罗来纳州萨姆特的ems美国格里隆公司(ems
‑
american grilon,inc.,sumter,south carolina)的尼龙6,12的grilon cr9共聚物。
143.适于结合本发明使用的一种具体的热塑性聚合物为聚酰胺树脂材料,该材料的特征在于具有酰胺基,即
‑
c(o)nh
‑
。多种类型的聚酰胺树脂材料(即尼龙)可以使用,例如尼龙6/6或尼龙6。尼龙6/6是己二酸和环己烷二胺的缩合产物。尼龙6/6的熔点为约264℃,其拉伸强度为约770kg/cm2。尼龙6为ε
‑
己内酰胺的聚合物。尼龙6的熔点为约220℃,其拉伸强度为约700kg/cm2。可用作根据本发明的制品中的背衬的市售尼龙树脂的示例包括得自得克萨斯州休斯敦的奥升德高性能材料有限公司(ascend performance materials,houston,tx)的“vydyne”、得自特拉华州威尔明顿的杜邦公司(du pont,wilmington,del)的“zytel”和“minion”、得自宾夕法尼亚州阿伦敦的赢创工业公司(evonik,allentown,pa.)的“troganmid”和得自新泽西州帕西帕尼的巴斯夫公司(basf corp.,parsippany,n.j.)的“ultramid”。
144.热塑性弹性体
145.在一些情况下,诸如高速、高应力应用中,优选的是可模制聚合物为热塑性弹性体或包括热塑性弹性体。热塑性弹性体(或“tpe”)定义和综述于由n.r.legge、g.holden和h.e.schroeder编辑的“热塑性弹性体综述”(thermoplastic elastomers,a comprehensive review)(纽约汉斯出版社(hanser publishers,new york),1987)(在本文中是指“legge等人”,其全部公开内容以引用方式并入本文)中。热塑性弹性体(如本文所用)通常为低当量多官能团单体和高当量多官能团单体的反应产物,其中低当量多官能团单体具有至多约2的官能度和至多约300的当量,并且能够聚合形成硬链段(以及与其它硬链段、结晶硬区域或域结合),并且高当量多官能团单体具有至少约2的官能度和至少约350的当量,并且能够进行聚合以产生连接硬区域或域的柔性软链。“热塑性弹性体”与“热塑性塑料”和“弹性体”(模拟天然橡胶的物质的通用术语,因为它们在张力下拉伸,具有高拉伸强度,回缩快速,并且基本上恢复它们的初始尺寸)的不同之处在于,热塑性弹性体在加热到硬区域的熔融温度以上时会形成均匀的熔体,该熔体可通过热塑性技术(不同于弹性体)加工,诸如注塑、挤出、吹塑等。随后的冷却再次导致硬区域和软区域的离析,从而得到具有弹性体特性的材料,然而,这对于热塑性塑料来讲是不会发生的。热塑性弹性体将热塑性材料的可加工性(当熔融时)与常规热固性橡胶的功能性能和特性(当处于它们的非熔融状态时)相结合,并且其在本领域中被描述为离聚物、分段或分段离聚物热塑性弹性体。分段形式包括“硬链段”,所述硬链段缔合以形成通过“软”的长柔性聚合物链连接在一起的结晶硬域。硬域具有高于软聚合链的熔融温度的熔融温度或离解温度。
146.可商购获得的热塑性弹性体包括:链段聚酯型热塑性弹性体、链段聚氨酯型热塑性弹性体、链段聚酰胺型热塑性弹性体、热塑性弹性体和热塑性聚合物的共混物,以及离子键热塑性弹性体。
147.如本文所用,“链段型热塑性弹性体”是指基于聚合物的热塑性弹性体的亚类,所
述聚合物为高当量重量的多官能单体与低当量重量的多官能单体的反应产物。链段型热塑性弹性体优选地为具有至少2的平均官能度和至少约350的当量的高当量重量的多官能单体与具有至少约2的平均官能度和小于约300的当量的低当量重量的多官能单体的缩合反应产物。高当量重量的多官能单体能够聚合形成软链段,并且低当量重量的多官能单体能够聚合形成硬链段。可用于本发明的链段型热塑性弹性体包括聚酯tpe、聚氨酯tpe和聚酰胺tpe以及有机硅弹性体/聚酰亚胺嵌段共聚物tpe,其中适当地选择低当量重量的多官能单体和高当量重量的多官能单体以制备相应的tpe。
148.链段tpe优选地包括“增链剂”、具有约2至8个活性氢官能团的低分子量(通常具有小于300的当量重量)化合物,并且其在tpe领域中是已知的。尤其优选的示例包括乙二胺和1,4
‑
丁二醇。
[0149]“离聚型热塑性弹性体”是指基于离子聚合物(离聚物)的热塑性弹性体的亚类。离聚型热塑性弹性体由通过离子缔合或簇在多个位置处结合在一起的两个或更多个柔性聚合物链构成。离聚物通常通过官能化单体与烯属不饱和单体的共聚或预成形聚合物的直接官能化来制备。羧基官能化离聚物通过丙烯酸或甲基丙烯酸与乙烯、苯乙烯和类似共聚单体通过自由基共聚直接共聚而获得。所得共聚物通常可作为游离酸获得,其可用金属氢氧化物、金属乙酸盐和类似的盐中和至所需的程度。对离聚物历史及其相关专利的综述提供于regge等人的第231
‑
243页中。
[0150]
如本文所用,“热塑性聚合物”或“tp”具有比一般定义更有限的定义,一般定义为“在施加压力和热时软化和流动的材料”。当然,将认识到tpe符合tp的一般定义,因为tpe也将在施加压力和热时流动。因此,出于本发明的目的,有必要更具体地定义“热塑性塑料”。如本文所用,“热塑性”是指在施加压力和热时流动,但当低于其熔融温度时不具有弹性体的弹性性质的材料。
[0151]
tpe和tp材料的共混物也在本发明的范围内,允许甚至更大的灵活性来定制本发明的磨料长丝的机械特性。
[0152]
可商购获得的优选链段型聚酯包括以商品名“hytrel 4056”、“hytrel 5526”、“hytrel5556”、“hytrel 6356”、“hytrel7246”和“hytrel 8238”购自特拉华州威尔明顿的杜邦公司的那些,其中最优选包括hytrel 5526、hytrel 5556和hytrel 6356。类似系列的热塑性聚酯可以商品名“riteflex”(赫斯特塞拉尼斯公司(hoechst celanese corporation))获得。其它可用的聚酯tpe是以商品名“ecdel”得自田纳西州金斯波特的伊士曼化学产品公司(eastman chemical products,inc.,kingsport,tenn.)、得自帝斯曼工程塑料公司(dsm engineered plastics)的“arnitel”和以“bexloy”得自杜邦公司的那些。其它可用的聚酯tpe包括以商品名“lubricomp”得自宾夕法尼亚州埃克斯顿的sabic公司(sabic,exton,pa.)的那些,并且可商购获得,其掺入了润滑剂、玻璃纤维增强剂和碳纤维增强剂。
[0153]
可商购获得的链段型聚酰胺包括以商品名“pebax”和“rilsan”均得自宾夕法尼亚州普鲁士王市的阿科玛公司(arkema,king of prussia,pa)的那些。
[0154]
可商购获得的链段型聚氨酯包括以商品名“estane”购自俄亥俄州布雷克斯维尔的路博润公司(lubrizol,brecksville,ohio)的那些。其它链段型聚氨酯包括以商品名“pellethane”和“isoplast”得自密歇根州米德兰的道康宁公司(dow corning company,
midland,mich.)的那些;以及以商品名“elastollan”得自巴斯夫公司的那些。
[0155]
热塑性弹性体在美国专利5,427,595(pihl等人)中有进一步的描述,并且被转让给本申请的受让人,该专利的全部公开内容以引用方式并入本文。
[0156]
实施例
[0157]
通过以下非限制性实施例,进一步示出了本公开的目的和优点,但在这些实施例中引用的具体材料及其量以及其它条件和细节不应视为对本公开的不当限制。除非另有说明,否则实施例及本说明书其余部分中的所有份数、百分比、比等均以重量计。
[0158]
除非另外说明,否则所有其它试剂均得自或购自精细化学品供应商诸如密苏里州圣路易斯的西格玛奥德里奇公司(sigma
‑
aldrich company,st.louis,missouri),或者可通过已知的方法合成。
[0159]
实施例中所用的单位缩写:
[0160]
cm:厘米
[0161]
mm:毫米
[0162]
实施例中使用的磨料颗粒:
[0163]
表1
[0164][0165]
成形磨料颗粒的制备
[0166]
根据美国专利8,142,531(adefris等人)的公开内容制备成形磨料颗粒。通过在0.25毫米深且每个边长1.001毫米的等边三角形形状的聚丙烯模具腔中模制氧化铝溶胶凝胶来制备成形磨料颗粒。模具的侧壁和底部之间的拔模角为98度。然后如美国专利5,213,591(celikkaya等人)的公开内容中所述处理颗粒。如上所述制备的成形磨料颗粒用于例如可得自明尼苏达州圣保罗的3m公司的3m 987c cubitron ii 80+等级研磨盘。
[0167]
实施例1和比较例a
[0168]
实施例1
[0169]
配方中提供的所有百分比均按重量计。
[0170]
所用的配方为48.0%的以商品名“hytrel 6356”获得的聚酯基热塑性弹性体(得自特拉华州威尔明顿的杜邦公司(e.i.dupont de nemours and company,inc.,wilmington,delaware))、12.0%的以商品名“mb50
‑
010”获得的润滑剂(得自密歇根州米德兰的道康宁公司)、10.0%的clariant color ne1464234 yellow(得自北卡罗来纳州夏洛特的科莱恩国际公司(clariant international,ltd,charlotte,north carolina))和30.0%的ap2。使用注塑成型方法,使用标准运行条件,由该配方制得六个研磨刷。该注塑技术在本领域中是已知的。将引用的配方引入toyo plastar tm300h注塑机中并使其熔融温度达到大约230摄氏度,然后注入模具温度为43摄氏度的单个腔体模具中以形成单个磨盘。盘重量为39.8克。研磨盘的基部具有14cm的直径和1.78mm的厚度。研磨盘具有216根一体成型的刷毛。每根刷毛为32mm长,并且从根部处的1.65mm宽渐缩至根至1.20mm宽,从根部到根尖的恒定厚度为0.89mm。将十四个盘安装在一起以形成研磨刷。
[0171]
比较例a
[0172]
比较例a通常通过实施例1中所述的方法制备,不同的是使用30%磨料颗粒ap1而不是30%ap2。
[0173]
性能测试
[0174]
通过以1750转每分钟(rpm)旋转刷子,并以22.2牛顿(5lbf)的力将1018冷轧钢的5.08cm(2英寸)宽、27.9cm(11英寸)长和0.144cm(0.057英寸)厚的片材抵靠旋转轮推动来测试由实施例1和比较例a制成的刷子。基材以7.62cm(3英寸)/秒的线速度沿着15.24cm(6英寸)的行进长度来回移动。基材和刷子之间的接触保持30秒,然后脱离接触10秒;这构成一次循环。一次运行由10次连续循环组成。在运行之前和之后称量基材以测量切削量。在运行之前和之后称量刷子以测量磨损量。通过将切削量除以磨损量来计算效率的相对量度,g比率。对于每个刷子样品,进行3次连续运行。每个样品的每次运行的切削量、磨损量和g比率数据的值在表2中示出。
[0175]
表2
[0176]
实施例切削量(克)磨损量(克)g比率实施例1运行112.510.05250.2实施例1运行211.640.09129.3实施例1运行39.890.1282.4比较例a运行13.150.0563.0比较例a运行23.160.0935.1比较例a运行32.990.0742.7
[0177]
基材上的表面光洁度也由实施例1和比较例a制成的刷子测量。基材为16号1018碳钢板。以7.62cm(3英寸)/秒的进料速率以及22.24牛顿(5磅力)的力抵靠以1750转/分钟(rpm)运行的轮推动每个刷子进行十次向下冲程。根据iso 11562,使用由turbowave v7.55软件控制的hommel
‑
etamic waveline 120轮廓曲线仪使用0.08cm(0.030英寸)的λ
c
和高斯滤波器来测量表面光洁度。横跨工件上的划痕层制备五条连续的迹线。平均ra和rz的结果示于表3中。
[0178]
表3
[0179][0180]
颗粒取向分析
[0181]
对于由实施例1制成的样品,通过将单个细长研磨元件切片并使用duco
tm
粘固剂(马萨诸塞州丹弗斯的得复康公司(devcon,danvers,ma))固定到聚苯乙烯板来获得用于扫描的样品。将制备的样本放置在6毫米内径的聚合物管中,其中细长研磨元件的长轴平行于聚合物管的长轴。将包含样本的聚合物管放置在黄铜夹持器上,该夹持器允许将聚合物管安装到扫描仪器的旋转台上。
[0182]
x射线显微断层摄影数据通过使用分辨率为5um的skyscan 2211(比利时孔蒂赫的
布鲁克显微ct公司(bruker microct,kontich,belgium))获得。使用70kv和300ua的x射线源设置收集数据,其中入射光束的能量分布通过应用0.5mm铝滤波器进行修改。当样品使用0.10度角步长旋转通过360度角范围时,在平板检测器上以离散的样品旋转角度记录投射的x射线图像。每个收集的投影图像平均五个单独的检测器帧。使用计算机程序nrecon(版本1.6.10,比利时孔蒂赫的布鲁克显微ct公司)进行重建,其中采用x射线源定心、检测器环伪影和光束硬化的校正。
[0183]
使重建的2d切片图像经受后处理以分离成形磨料颗粒在扫描样本内的位置。2d切片图像灰度阈值允许将成形磨料颗粒与细长研磨元件构造中的较高和较低密度材料分离。随后通过尺寸过滤从图像中移除碎片和小的未成形磨料颗粒。将所得2d灰度图像保存为单独的数据集,以用于对成形磨料颗粒取向的后续检查。计算机程序ct分析仪(版本1.16.4,比利时孔蒂赫的布鲁克显微ct公司)用于处理重建数据。
[0184]
使用计算机程序blob3d(r a.ketchum,“用于定量分析地质标本中的三维特征的计算方法”(computational methods for quantitative analysis of three
‑
dimensional features in geological specimens),geosphere,1,32
‑
41(2005);url:http://www.ctlab.geo.utexas.edu/software/blob3d/)处理重建2d切片图像的分段叠堆。每个成形磨料颗粒的3d体积由适当尺寸的椭圆体拟合。该程序计算每个所得最佳拟合椭圆体的质心,以提供每个成形磨料颗粒在经处理的数据集中的物理位置。鉴定与每个成形磨料颗粒的最佳拟合椭圆体拟合的最小(短)轴和最大(长)轴。计算最佳拟合椭圆体的最小轴和最大轴的取向,并将其记录为x轴、y轴和z轴方向的余弦。
[0185]
初始以弧度为单位的取向角通过取z方向余弦的反余弦来计算,如上所确定的。然后将取向角从弧度转换为度。如此计算的角度在下表4中列出。
[0186]
表4
[0187]
[0188][0189]
颗粒(及其相应的取向角)在下表5中以5度“箱”示出(例如,具有小于5度的取向角的所有颗粒从平行于元件轴线等被放置到箱“<5”度中),并且描绘了每个箱中颗粒的数量和累积百分比。
[0190]
表5
[0191]
与平行面的度数颗粒数颗粒累积%<53046.9%5
‑
<101164.1%10
‑
<15267.2%15
‑
<20371.9%20
‑
<25579.7%25
‑
<30282.8%30
‑
<35184.4%35
‑
<40490.6%40
‑
<45293.8%45
‑
<50195.3%50
‑
<55196.9%55
‑
<60096.9%60
‑
<65198.4%65
‑
<70098.4%70
‑
<751100.0%75
‑
<800100.0%80
‑
<850100.0%85
‑
<900100.0%
[0192]
尽管本文已参照具体实施方案描述了本发明,但应当理解,这些实施方案仅仅例示了本发明的原理和应用。对于本领域的技术人员将显而易见的是,在不脱离本发明的实质和范围的情况下,可对本发明的方法和仪器作出各种修改和变型。因此,预期的是本发明包括在所附权利要求及其等同形式范围内的修改和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1