导电性金属熔融液输送装置、及导电性金属熔融液输送系统的制作方法
1.本实用新型涉及导电性金属熔融液输送装置、及导电性金属熔融液输送系统。
背景技术:
2.以往,通过具有导电性(传导性)的金属的熔融液,即非铁金属(例如, al、cu、zn或si、或者它们中的至少两个的合金、或者mg合金等)的熔融液或非铁金属以外的金属的熔融液来进行例如铸造品(圆棒状的铸块等)的制造。
3.为了得到该铸造品,通常通过流槽从熔化炉引导熔融液使之流入模型(铸型)。
4.此外,本发明者通过专利文献1公开了通过基于弗来明左手定则的洛伦兹力对在流槽中流动的金属熔融液进行驱动而输送的技术。
5.在先技术文献
6.专利文献
7.专利文献1:日本专利第4772407号公报
技术实现要素:
8.实用新型要解决的技术问题
9.根据专利文献1公开的技术,将流槽中的熔融液通过洛伦兹力进行驱动,由此,不是仅依靠重力,从而能够更可靠地驱动输送熔融液。
10.然而,伴随着流槽中的熔融液的量的减少,液面下降,在液面低于电极的位置的情况下,就变得得不到所述洛伦兹力,当然也无法驱动熔融液。
11.为了防止该情况,例如只要如以下那样即可。即,只要降低电极的位置即可,或者只要将电极构成为板状且电极的下端到达流槽的底壁内表面即可。
12.然而,无论是上述的哪种方案,在作业的最终阶段,都无法通过所述洛伦兹力完全地驱动输送流槽中的熔融液,难以从流槽中将熔融液完全排出。即,金属的熔融液以其属性为起因,例如后述的图5所示,通常会在流槽5的底壁 5c上的到处残存有较多的滴状或岛状的熔融液。这样残存的熔融液无法通过所述洛伦兹力进行驱动输送。
13.因此,实际上在现场,在输送即将结束时且熔融液还未固化之前,由许多的作业员通过手动作业从流槽中将熔融液掏出。这样的作业由于熔融液为高温且必须在短时间内进行,因此是非常危险的作业。然而,这样的作业在使用流槽输送熔融液的情况下,不局限于专利文献1的情况而是不可欠缺的作业。
14.本实用新型鉴于上述情况而作出,其目的在于提供一种即使在输送中使用了流槽的情况下,也能够尽可能地避免熔融液残留在流槽中地进行驱动输送的导电性金属熔融液输送装置、导电性金属熔融液输送系统及导电性金属熔融液输送方法。
15.用于解决课题的技术方案
16.本实用新型的实施方式的导电性金属熔融液输送装置构成为,通过洛伦兹力对作为驱动对象的对象导电性金属熔融液进行驱动,该导电性金属熔融液输送装置包括:
17.流槽,至少具有金属熔融液收纳空间,且由具有耐火性且具有导电性的材料构成,所述金属熔融液收纳空间通过隔着规定距离横向相对的一对侧壁和将该一对侧壁连结的底壁划分而成;和
18.磁场装置,配置在所述流槽的所述底壁的下方,将与所述底壁上下相对的上表面侧磁化为n极或s极,将磁场强度设定为如下的强度,即:从所述磁场装置射出或进入所述磁场装置的磁力线在贯通了所述底壁的状态下,在所述金属熔融液收纳空间中及该空间所收纳的对象导电性金属熔融液中纵向行进的强度,
19.将所述流槽的电阻值设定为比所述金属熔融液收纳空间收纳的对象导电性金属熔融液的电阻值大的值,由此,在所述金属熔融液收纳空间中不存在所述对象导电性金属熔融液的非驱动状态下,电流在从所述一对侧壁中的一侧壁经由所述底壁至另一侧壁的第一电流路中流动,在所述金属熔融液收纳空间中存在对象导电性金属熔融液的驱动状态下,电流在从所述一侧壁途经所述第一电流路的中途而旁通到对象导电性金属熔融液之后再次返回到所述第一电流路的第二电流路中流动,在所述驱动状态下,在所述对象导电性金属熔融液中,纵向行进的所述磁力线与横向行进的所述电流交叉而产生洛伦兹力,该洛伦兹力驱动对象导电性金属熔融液而在所述流槽中输送对象导电性金属熔融液。
20.本实用新型的实施方式的导电性金属熔融液输送系统构成为,包括多个所述导电性金属熔融液输送装置,将多个所述导电性金属熔融液输送装置串列地连接成能够将由前一级的导电性金属熔融液输送装置输送的对象导电性金属熔融液向次一级的导电性金属熔融液输送装置的所述金属熔融液收纳空间供给。
21.本实用新型的导电性金属熔融液输送方法构成为,通过洛伦兹力对作为驱动对象的对象导电性金属熔融液进行驱动,其中,
22.准备流槽,所述流槽至少具有金属熔融液收纳空间,且由具有耐火性且具有导电性的材料构成,所述金属熔融液收纳空间通过隔着规定距离横向相对的一对侧壁和将该一对侧壁连结的底壁划分而成,
23.在所述流槽的所述底壁的下方配置将与所述底壁上下相对的上表面侧磁化为n极或s极的磁场装置,使从所述磁场装置射出或进入所述磁场装置的磁力线在贯通了所述底壁的状态下,在所述金属熔融液收纳空间中及该空间所收纳的对象导电性金属熔融液中纵向行进,
24.将所述流槽的电阻值设定为比所述金属熔融液收纳空间收纳的对象导电性金属熔融液的电阻值大的值,在所述金属熔融液收纳空间中不存在所述对象导电性金属熔融液的非驱动状态下,使电流沿着从所述一对侧壁中的一侧壁经由所述底壁至另一侧壁的第一电流路流动,在所述金属熔融液收纳空间中存在对象导电性金属熔融液的驱动状态下,使电流沿着从所述一侧壁途经所述第一电流路的中途而旁通到对象导电性金属熔融液之后再次返回到所述第一电流路的第二电流路流动,在所述驱动状态下,在所述对象导电性金属熔融液中,使纵向行进的所述磁力线与横向行进的所述电流交叉而产生洛伦兹力,通过该洛伦兹力驱动对象导电性金属熔融液而在所述流槽中输送对象导电性金属熔融液。
附图说明
25.图1是示出使用了作为本实用新型的第一实施方式的导电性金属熔融液输送装置
的、导电性金属熔融液输送系统的整体结构的侧视说明图。
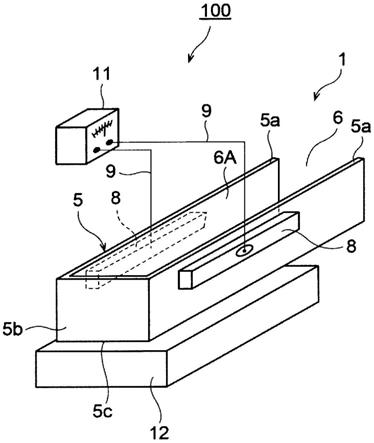
26.图2是图1的导电性金属熔融液输送装置的立体说明图。
27.图3是示出图1的导电性金属熔融液输送系统中的非驱动状态下的电流的流动的说明图。
28.图4是示出图1的导电性金属熔融液输送系统中的驱动状态下的电流的流动的说明图。
29.图5是示出在图1的导电性金属熔融液输送系统中,熔融液呈滴状地残存的情况下的电流的流动的说明图。
30.图6是图5的局部放大说明图。
31.图7是示出使用了作为本实用新型的第二实施方式的多个导电性金属熔融液输送装置的、导电性金属熔融液输送系统的整体结构的侧视说明图。
具体实施方式
32.根据后述的情况还可知,本实用新型的实施方式的特征之一在于通过导电性材料构成流槽整体。然而,该结构是即使前述的专利文献1为公知,本发明者以外的本领域技术人员也绝不会采用的结构。其理由在于,为了得到用于驱动流槽中的熔融液的洛伦兹力,需要在相对的一对电极之间经由通过这一对电极夹着的熔融液使电流流动。然而,如果通过导电性材料构成流槽整体,则直观地感觉到电流仅在流槽中流动,不会采用从一电极流入熔融液并再次返回到另一电极这样的电流的路径。
33.此外,本发明者实际进行了用于确认电流是否真正地采取后述的图4所示那样的路径的实验。根据该实验的结果,在技术上理解了电流的路径成为图4 那样的情况。本实用新型是本发明者基于该实验结果而独自作出的发明。也就是说,本实用新型可以说是不进行这样的实验的本领域技术人员不可能作出的发明。
34.图1是示出使用了作为本实用新型的第一实施方式的导电性金属熔融液输送装置1的、导电性金属熔融液输送系统100的整体结构的侧视说明图。需要说明的是,在以下的说明中,也会将“导电性金属熔融液输送装置”缩短而称为“金属熔融液输送装置”或“熔融液输送装置”。
35.图1示出通过导电性金属熔融液输送装置1将熔融液m沿图中横向输送的情况。
36.即,通过该熔融液输送装置1,将从熔化炉2注入的具有导电性(传导性) 的金属的熔融液m,即非铁金属(例如,al、cu、zn或si、或者它们中的至少两个的合金、或mg合金等)的熔融液或非铁金属以外的金属的熔融液从图中左侧向右侧输送,从而收纳于容器3中。
37.熔融液输送装置1的详情在作为立体图的图2中更容易理解地示出。金属熔融液输送装置1具有流槽5。该流槽5由具有导电性的材料构成。详细而言,由通过通电而自发热且具有耐火性的纯碳等自发热型的导电性材料构成。作为构成流槽5的导电性材料,使用电阻值比流入其的金属的熔融液m的电阻值大的材料。此外,该流槽5构成为槽钢型,其基端侧封闭(将多个流槽连结的情况下可以将基端侧敞开),前端侧敞开。即,该流槽5具有沿宽度方向相对的一对侧壁5a、将基端侧封闭的端壁5b、和底壁5c,从而前端侧成为敞开的作为注入口的开口6。即,流槽5具有由隔着规定距离沿横向相对的一对侧壁5a 和将它们连结的底壁5c划分而成的金属熔融液收纳空间6a。
38.在一对侧壁5a的各自的外侧附设有长条状且凸块状的端子(电极)8。
39.该端子8由铜等高导电率材料构成,用于提高流槽5与线缆9之间的电导通性。即,端子8通过线缆9与设置于外部的电源控制盘11连接。该电源控制盘11向一对端子8供给电流,构成为能够加减调整其电流值、电压值、频率且能够切换极性。该电源控制盘11在本实用新型的实施方式中基本上作为直流电流供给装置使用。
40.在流槽5的下方配置有磁场装置12。该磁场装置12由永磁铁或电磁铁构成。该磁场装置12的上方被磁化成n极,下方被磁化成s极。由此,例如从后述的图4可知,磁力线ml从下方向上方射出,通过流槽5的底壁5c,在流槽5中的熔融液m中纵向地行进。由此,电流i在熔融液m中横向地流动时,磁力线ml与电流i交叉,产生基于弗来明左手定则的洛伦兹力f。需要说明的是,与上述相反,也可以将上方磁化成s极,将下方磁化成n极。此时,电流i向上述的反方向流动。
41.接下来,说明这样构成的导电性金属熔融液输送系统100中的电流的流动。
42.首先,在流槽5内不存在熔融液m的状态(非驱动状态)下,如图3所示,电流i从电源控制盘11的电源端子11a流出,通过线缆9、端子8、流槽5(侧壁5a、底壁5c、侧壁5a)、端子8、线缆9,返回到电源控制盘11的电源端子 11b(第一流路)。通过上述的电流i的流动,流槽5进行基于焦耳热的自发热而成为高温状态,通过持续通电来保持其高温状态。由此,保持余热状态。
43.在从熔化炉2向流槽5注入了熔融液m的状态(驱动状态)下,电流i如图4所示那样流动。即,特别是从端子8向一侧壁5a流入的电流i由于熔融液 m的电阻值比该侧壁5a的电阻值小,因此从该侧壁5a的中途流入到熔融液m 中,通过熔融液m到达另一侧壁5a,经由端子8、线缆9返回到电源控制盘11 (第二流路)。从图4和图3可知,第二流路的最初和最后是与第一流路相同的流路。即,在驱动状态下,电流在从一侧壁5a途经第一电流路的中途而旁通到对象导电性金属熔融液之后再次返回到第一电流路中的另一侧壁5a的第二电流路中流动。
44.电流i如图4那样流动的情况下,由于电流i也通过一对侧壁5a的一部分,因此侧壁5a由于焦耳热而自发热,流槽5保持为高温状态。由此,即使未通过外部的镍铬丝、燃烧器等加热流槽5,流槽5中的熔融液m也被加热,保持液体的状态,从而持续流通。
45.图5特别示出来自熔化炉2的熔融液m几乎输送结束而在流槽5上仅残留有少量作为滴状或岛状的熔融液m1时的电流i的流动。即,熔融液m1如图5 那样微少地残留在底壁5c上的情况下,从作为图5的局部放大图的图6特别可知,电流i从底壁5c(右侧部分5c1)旁通过熔融液m1下方的底壁5c而流入熔融液m1,然后再次返回到底壁5c(左侧部分5c2)。即,即使在熔融液m 作为滴状或岛状的熔融液m1而微少地残存在流槽5的底壁5c上的情况下,由于流槽5由导电性材料构成,因此电流i也能可靠地在熔融液m中流动。由此,如后所述,即使在微少的熔融液m1残留在底壁5c上的情况下,通过基于弗来明左手定则的洛伦兹力也能够将该熔融液m1从流槽5的底壁5c上向外部输送、排出。该情况通过后述的本发明者所进行的实验得以明确。
46.即,如后所述,根据本实用新型的实施方式的装置,无论熔融液m的量的多少,都能够使电流i可靠地在熔融液m中流动。由此,能够使电流i与磁力线ml可靠地交叉,通过基于弗来明左手定则的洛伦兹力能够可靠地输送熔融液m,使之从流槽排出。
47.以下说明该情况。即,详细说明通过上述的电流i的流动与来自磁场装置 12的磁力线ml的交叉产生的、基于弗来明左手定则的洛伦兹力f来驱动流槽 5中的熔融液m的情况。
48.首先,在图4中,如图所示,电流i与来自磁场装置12的磁力线ml交叉。由此产生基于弗来明左手定则的洛伦兹力f,将熔融液m从流槽5的基端侧向前端侧驱动、输送。由此,熔融液m可靠地流入图1中的容器3。
49.另外,在图5中,也与图4的情况同样,残存的熔融液m1流入图1的容器3。即,特别是如熔融液m的流动结束的状态那样,即使熔融液m变得极少的情况下,电流i也可靠地在熔融液m中流动,因此可靠地得到所述洛伦兹力,能够将全部的熔融液m向流槽5的前端侧可靠地驱动、输送,从而能够防止熔融液m残存在流槽5中。
50.在第一实施方式中,说明了沿水平方向输送熔融液m的情况。根据接下来说明的本实用新型的第二实施方式,从图7可知,也可以将熔融液m以克服重力地向斜上方抬起的方式输送。即,在图1中,在将流槽5的前端侧比基端侧抬起而将流槽5设置成所谓带有斜度的状态的情况下,也能够使熔融液m在带有该斜度的流槽5中上升地输送。
51.即,图7是本实用新型的第二实施方式的导电性金属熔融液输送系统100a 的侧视说明图。在该第二实施方式中,示出将两台图2所示的熔融液输送装置 1(即,熔融液输送装置1a及熔融液输送装置1b)串列地协同使用并将各自的流槽以抬起前端侧而带有斜度的状态设置的所谓串列型的装置。即,将来自熔化炉2的熔融液m通过熔融液输送装置1a向上方输送一级而送入熔融液输送装置1b,通过该熔融液输送装置1b再向上方输送一级,从而收纳到处于比熔化炉2高共二级的位置的容器3。需要说明的是,串列地协同的熔融液输送装置1的个数也可以设为三个以上。由此,能够延长水平方向上的输送距离且输送高度也能够设得更高。
52.需要说明的是,图7中使用的熔融液输送装置1a、1b与图2的熔融液输送装置1实质上相同,但是熔融液输送装置1a、1b在流槽5的前端侧中的底壁5c形成有引导熔融液m向下方流动的引导板5d,仅这一点与熔融液输送装置1不同。
53.需要说明的是,在图7所示的实施方式中,熔融液输送装置1a、1b都带有斜度,但是也可以将带有斜度的结构与不带有斜度的结构任意组合。而且,当然,也可以仅将水平的金属熔融液输送装置串列连接任意个数。
54.另外,在上述的任一实施方式中,都是通过电源控制盘11的操作而适当地调整电流值、电压值、极性,由此能够以更适合的状态来驱动熔融液m。
55.此外,从电源控制盘11流出低周期(1至5hz等)的交流电流,由此能够使熔融液m沿着输送方向以低周期前后振动。通过该振动,加快混入熔融液中的气体在熔融液中上升的速度,促进气体从熔融液脱出,从而能够提高熔融液的品质。而且,可以在熔融液的驱动、输送之前或驱动、输送过程中,随时使熔融液如所述那样沿输送方向的前后振动。由此,能够更顺畅且可靠地进行熔融液的向前方的驱动、输送,能够实现熔融液的输送的高效率化。
56.(实验例)
57.本发明者为了确认本实用新型的导电性金属熔融液输送装置的动作和效果而进行了下述的实验。
58.即,本发明者使用具有与铝等的熔融液同等特性的所谓低熔点合金,在下述的条
件下进行了实验。
[0059][0060]
作为此时的实验的输送量,得到了150kg/min(=9000kg/h)。
[0061]
另外,在输送结束时对流槽的内部进行了确认,确认了没有在流槽5的槽中残存的熔融液。即,熔融液在带有斜度的流槽5中上升而从出口排出至最后一滴。
[0062]
根据以上说明的本实用新型的实施方式的导电性金属熔融液输送装置,能得到以下的效果。
[0063]
1.能够防止热冲击引起的装置的破损。即,如果如图3那样向空的流槽5 预先通电,则不需要外部的加热机构,能够带有余热,由此即便熔融液m向流槽5流动,也能够防止流槽5因熔融液的热量而破损的情况。
[0064]
2.不需要流槽的预热用的特别且烦杂的作业。即,为了产生余热,只是向流槽5通电即可。
[0065]
3.通过将多个金属熔融液输送装置串列连接,能够进行更长距离的熔融液输送。
[0066]
4.能够极力防止输送中途的熔融液的温度下降。只要为了驱动熔融液m而预先向流槽5通电,流槽5自身就能自动地进行自发热。因此,熔融液m在流槽5中流动时熔融液m在被加热的流槽5中行进,能够防止在输送过程中熔融液m的温度下降的情况,从而能够可靠地输送熔融液。
[0067]
5.能够实质上消除在输送结束时残存于流槽中的熔融液量,能够使流槽5 中的熔融液m减少至极限。
[0068]
6.能够实质上消除在使用后残存于流槽5中的熔融液m,因此实质上不需要流槽的清扫。
[0069]
7.熔融液的输送量通过利用电源控制盘11控制电流i而能够任意调整。
[0070]
8.将电极8设置在流槽5的一对侧壁5a的外侧,因此电极8不会与金属的熔融液m接触。由此,能够极力抑制电极8的消耗,不需要电极的更换作业等。
[0071]
基于上述的记载,如果是本领域技术人员,则可能会想到本实用新型的追加的效果或各种变形,本实用新型的形态没有限定为上述的各个实施方式。可以将不同的实施方式所涉及的构成要素适当组合。在不脱离从权利要求书规定的内容及其等同物导出的本实用新型的概念性的思想和主旨的范围内,能够进行各种追加、变更及部分性删除。
[0072]
附图标记说明
[0073]
1 导电性金属熔融液输送装置
[0074]
1a、1b 熔融液输送装置
[0075]
2 熔化炉
[0076]
3 容器
[0077]
5 流槽
[0078]
5a 侧壁
[0079]
5b 端壁
[0080]
5c 底壁
[0081]
5c1 右侧部分
[0082]
5c2 左侧部分
[0083]
5d 引导板
[0084]
6 开口
[0085]
6a 金属熔融液收纳空间
[0086]
8 端子(电极)
[0087]
9 线缆
[0088]
11 电源控制盘
[0089]
11a 电源端子
[0090]
11b 电源端子
[0091]
12 磁场装置
[0092]
100、100a 导电性金属熔融液输送系统
[0093]
f 洛伦兹力
[0094]
i 电流
[0095]
m 熔融液
[0096]
m1 熔融液
[0097]
ml 磁力线
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1