一种胶粘性能优异的锌铝镁镀层钢板及其制造方法与流程
1.本发明涉及一种钢板及其制造方法,尤其涉及一种镀层钢板及其制造方法。
背景技术:
2.锌铝镁镀层是一种比纯锌镀层耐蚀性更高的镀层,其镀层中除了zn之外,还含有一定量的al和mg元素,因而,锌铝镁镀层钢板不仅在建筑行业有广泛的应用,而且近年来在汽车行业的应用也逐渐增多。由于锌铝镁镀层钢板具有高耐蚀的特性,不仅能提高汽车整车的耐腐蚀性能,而且相比纯锌镀层钢板还可以实现镀层减薄,对汽车轻量化也有贡献。除此之外,锌铝镁镀层钢板的硬度比纯锌镀层钢板高,因此在冲压汽车零件时,镀层磨损少,所以也大大提高了汽车零件冲压的效率并减少了零件拉毛缺陷。
3.在汽车制造中,胶粘是一种必不可少的连接技术,且与焊接、铆接、螺栓连接等相比,胶粘不仅能连接不同的材料,如金属和非金属、复合材料,还可以提高结构的韧性、耐疲劳性、抗冲击性、密封性和耐蚀性等。因此,汽车上使用的胶粘剂的种类众多,其中车身用胶就包括折边胶、点焊密封胶、减震胶、结构胶等。因此钢板的胶粘性能和焊接性能一样,都是汽车用户关注的重要性能。
4.通常要求胶粘后的材料在拉伸、剪切或剥离等应力状态下达到一定的强度,同时对胶粘位置的失效模式有一定的要求。评价钢板的胶粘性能时,要求失效模式为“内聚剥离”,即失效发生在胶的内部,如果出现“界面剥离”,即失效发生在胶和钢板表面的结合位置则判断钢板的胶粘性能不符合要求。
5.而相比锌铝镁镀层钢板优异的耐蚀性、成形性等优点,现有技术中的锌铝镁镀层钢板的胶粘性是一个缺点。目前,现有技术中的锌铝镁镀层钢板,都会不同程度的出现锌铝镁镀层胶粘性能不符的情况,具体表现为锌铝镁镀层钢板的胶粘失效模式以“界面剥离”为主,而相同条件下的纯锌镀层钢板的胶粘失效模式以“内聚剥离”为主。
6.为了解决锌铝镁镀层钢板胶粘性能较差的问题,目前公开的解决方法主要是针对锌铝镁镀层钢板的镀层表面进行处理。
7.例如:公开号为cn103384729a,公开日为2013年11月6日,名称为“用于对经保护涂层的基体进行表面处理的方法”的中国专利文献公开了一种用于对经保护涂层的基体进行表面处理的方法。在该专利文献所公开的技术方案中,其用于改善与粘接剂的粘接强度,其通过使保护层经受利用酸性的酸洗液、尤其是酸的酸洗处理,该酸洗处理主要针对所述保护层的至少一个金属间锌镁相。
8.又例如:公开号为cn105492646a,公开日为2016年4月13日,名称为“用于改善附着性的方法”的中国专利文献公开了一种用于对涂有保护层的钢板材上的附着性进行改善的方法。在该专利文献所公开的技术方案中,对在连续工艺中施布在钢板材上的基于zn-al-mg的保护涂层进行表面处理,其中,保护涂层表面的自生氧化物层与含氟的水性组合物进行反应从而减少mgo份额,以便因此使所述的自生氧化物层改性。然而,需要指出的是,该技术方案中使用的含氟的水性组合物由naf或nahf2制备,上述两种物质对环境有巨大危害。
9.基于此,期望获得一种胶粘性能优异的锌铝镁镀层钢板,其可以很好地解决现有技术中锌铝镁镀层钢板胶粘性能较差的问题,对加速锌铝镁镀层钢板在汽车行业的应用,进一步提高汽车整车的耐蚀性能具有重要与积极的影响。
技术实现要素:
10.本发明的目的之一在于提供一种胶粘性能优异的锌铝镁镀层钢板,该锌铝镁镀层钢板具有高耐蚀、高成形性以及粘胶性能优异的特点。
11.为了实现上述目的,本发明提出了一种胶粘性能优异的锌铝镁镀层钢板,其包括钢板和锌铝镁镀层,其中,锌铝镁镀层从外到内依次包括:
12.表层,其具有al、mg的氧化物;
13.次表层,其具有zn/mgzn2二元共晶相和zn/al/mgzn2三元共晶相;
14.母层,其紧邻所述钢板的表面;
15.其中,表层中的al、mg元素含量分别不高于母层中的al、mg元素含量的1.5倍,次表层中的al、mg元素含量分别不高于母层中的al、mg元素含量的0.5倍。
16.需要说明的是,“表层中的al、mg元素含量分别不高于母层中的al、mg元素含量的1.5倍”是指表层中的al元素含量不高于母层中的al含量的1.5倍,并且表层中的mg元素含量不高于母层中的mg含量的1.5倍。同样地,“次表层中的al、mg元素含量分别不高于母层中的al、mg元素含量的0.5倍”是指次表层中的al元素含量不高于母层中的al含量的0.5倍,并且次表层中的mg元素含量也不高于母层中的mg含量的0.5倍。
17.在本发明所述的胶粘性能优异的锌铝镁镀层钢板中,本案发明人通过大量的实验研究发现,导致现有技术中的钢板胶粘性能较差的原因是与其表面状态有关,具体来说,由于现有技术中的锌铝镁镀层钢板中添加了一定量al和mg元素,使得其镀层的显微组织发生了明显的变化,锌铝镁镀层中除了纯锌相,还出现了zn/mgzn2二元共晶相和zn/al/mgzn2三元共晶相,且各相在镀层厚度方向上的分布并不均匀,并且在锌铝镁镀层表面还出现了al、mg的氧化物,其主要组成为al2o3和mgo。虽然锌铝镁镀层表面氧化物层的厚度仅有几到几十纳米,但和纯锌镀层表面氧化物的程度和种类已明显不同,而影响锌铝镁镀层胶粘性能的原因就是镀层表面的al、mg氧化物及二元和三元共晶相。
18.而本案发明人经过大量实验研究发现,通过减少锌铝镁镀层表面的al、mg氧化物、zn/mgzn2二元共晶相、zn/al/mgzn2三元共晶相,可以明显的提高锌铝镁镀层的胶粘性能,从而达到优异的粘胶性能。尤其是:当控制表层的al、mg元素含量分别不高于母层al、mg元素含量的1.5倍,次表层的al、mg元素含量分别不高于母层al、mg元素含量的0.5倍时,本发明所述的锌铝镁镀层钢板可以获得优异的胶粘性能。具体来说,当控制表层的al、mg元素含量分别不高于母层al、mg元素含量的1.5倍,次表层的al、mg元素含量分别不高于母层al、mg元素含量的0.5倍时,此时次表层中的zn/mgzn2二元共晶相和zn/al/mgzn2三元共晶相中的mgzn2相和al相的比例减少,zn相的比例增加,不仅减少了二元共晶相和三元共晶相对胶粘性能的不利影响,而且由于二元共晶相、三元共晶相中mgzn2相和al相的减少,可以相应地增加了结构胶与镀层表面的结合面积,进而提高了锌铝镁镀层的胶粘性能。而当次表层的al、mg含量分别高于镀层母层的al、mg含量的0.5倍时,会使得次表层mgzn2相和al相依然较高,对提高胶粘性能有不利影响。
19.另外需要说明的是,本技术方案旨在控制表层中的al、mg元素含量和次表层中的al、mg元素含量分别与母层中的al、mg元素含量的比值的上限,只要低于该上限值就可以实现本技术方案的技术效果,因此对该比值的下限不做特别地限定。
20.进一步地,在本发明所述的锌铝镁镀层钢板中,表层中的o元素质量百分含量不高于表层质量的2%。
21.上述方案中,考虑到表层中的o元素质量百分含量高于表层质量的2%时,会导致本发明所述的锌铝镁镀层钢板中的al、mg氧化物较多,不利于结构胶与镀层表面的结合力,对提高胶粘性能有着不利影响,因此,在一些优选的实施方式中,控制表层中的o元素质量百分含量不高于表层质量的2%。
22.进一步地,在本发明所述的锌铝镁镀层钢板中,锌铝镁镀层钢板的厚度为0.5-2.0mm。
23.进一步地,在本发明所述的锌铝镁镀层钢板中,锌铝镁镀层钢板的厚度为0.5-1.2mm。
24.进一步地,在本发明所述的锌铝镁镀层钢板中,表层的范围为从镀层表面至不大于30nm的深度。
25.上述方案中,考虑到镀层表层的al、mg氧化物的厚度不大于30nm,因而通过限制表层的范围,以使得表层的al、mg元素含量分别不高于母层al、mg元素含量的1.5倍,从而得到表面al、mg氧化物有效去除的表面状态。
26.进一步地,在本发明所述的锌铝镁镀层钢板中,次表层的范围为镀层表层以下100nm-500nm的深度。
27.上述方案中,考虑到当次表层的范围为镀层表层以下不大于100nm时,次表层的mgzn2相和al相依然较多,对胶粘性能不利,而当次表层的深度大于500nm时,次表层mgzn2相和al相减少过多,则会影响镀层的耐蚀性,而且需要更长的处理时间,影响生产效率。基于上述考虑,优选地可以将次表面的范围设置为镀层表层以下100nm-500nm的深度。
28.进一步地,在本发明所述的锌铝镁镀层钢板中,母层具有质量百分含量为0.5-3%的al以及质量百分含量为0.5-2%的mg。
29.除了具有质量百分比为0.5-3%的al以及0.5-2%的mg的元素外,母层还可以含有总量0.2%以下的ca、sr、ba、la、ce、ti、v、cr、cu、ni元素中的一种或多种。
30.进一步地,在本发明所述的锌铝镁镀层钢板中,母层的化学元素质量百分比为:
31.al:0.5-3%;
32.mg:0.5-2%;
33.余量为zn和其他不可避免的杂质。
34.上述方案中,对于al、mg的质量百分比,主要是从锌铝镁镀层的综合性能的角度出发对其进行限定,当al、mg的质量百分比分别低于0.5%时,镀层的耐蚀性提高有限;当al的质量百分比大于3%,mg的质量百分比大于2%时,虽然镀层的耐蚀性进一步提高,但镀层的硬度增加较明显,镀层脆性增加较多,不利于镀层的成形,并且al、mg的质量百分比过高时,镀层的焊接性能也变差。基于上述考虑,可以优选地控制al、mg的质量百分比为:al:0.5-3%,mg:0.5-2%。
35.相应地,本发明的另一目的在于提供一种上述的锌铝镁镀层钢板的制造方法,通
过该制造方法可以获得胶粘性能优异的锌铝镁镀层钢板。
36.为了实现上述目的,本发明提出了上述的锌铝镁镀层钢板的制造方法,其包括步骤:
37.(1)钢板预处理;
38.(2)热浸镀;
39.(3)镀后冷却:冷却至40-200℃进行下述步骤(4);
40.(4)镀层表面处理:采用碱性水溶液对镀层表面进行碱性活化处理。
41.在本发明所述的技术方案中,在步骤(1)中,钢板预处理可以包括钢板表面清洗、退火以及其他预处理方法。而在步骤(4)中,碱性水溶液可以和表层的al、mg氧化物以及次表层的mgzn2相发生反应,从而控制表层中的al、mg元素含量分别不高于母层中的al、mg元素含量的1.5倍,次表层的中的al、mg元素含量分别不高于母层中的al、mg元素含量的0.5倍。
42.此外,在步骤(3)中,控制钢板冷却至40-200℃是因为:当钢板温度低于40℃时,表层和碱性水溶液的反应速度较慢,处理效率较低,而当钢板温度高于200℃时,则钢板带入碱性水溶液的热量过多,不利于碱性活化处理液温度的保持。
43.进一步地,在本发明所述的制造方法中,在步骤(4)中,碱性活化处理时间为3-30s。
44.上述方案中,将碱性活化处理时间控制为3-30s,是因为:当时间小于3s时,表层的al、mg氧化物不能完全去除,当时间大于30s时,碱性水溶液会将次表层过多的mgzn2反应掉,不但对进一步提高胶粘性能作用不大,而且生产效率降低。
45.进一步地,在本发明所述的制造方法中,在步骤(4)中,碱性水溶液的ph值为8-11。
46.上述方案中,将碱性水溶液的ph值为8-11,是因为:当ph值低于8时,对镀层表面的活化处理效率降低,相应的处理时间增加,而当ph值高于11时,碱性水溶液的碱性过高,碱性水溶液和镀层表面的反应剧烈,不利于表层、次表层厚度的控制,且严重时会对镀层产生明显的减薄。此外,碱性过高时,对容器的设备要求也进一步提高。基于此,本发明所述的制造方法优选地可以控制碱性水溶液的ph值为8-11。
47.进一步地,在本发明所述的制造方法中,在步骤(4)中,碱性水溶液中含有下述各项的至少其中之一:焦磷酸钠、氢氧化钠、碳酸钠、碳酸钾、碳酸氢钠、碳酸氢钾、柠檬酸钾。
48.进一步地,在本发明所述的制造方法中,在步骤(4)中,碱性水溶液的温度为40-70℃。
49.上述方案中,将碱性水溶液的温度控制为40-70℃是出于如下考虑:当温度低于40℃时,表面活性化处理效果减弱,温度高于70℃时,表面活性化反应过快,不利于稳定控制。
50.本发明所述的胶粘性能优异的锌铝镁镀层钢板及其制造方法相较于现有技术具有如下所述的优点以及有益效果:
51.本发明所述的胶粘性能优异的锌铝镁镀层钢板具有高耐蚀、高成形性以及粘胶性能优异的特点,其可以很好地解决现有技术中锌铝镁镀层钢板胶粘性能较差的问题,对加速锌铝镁镀层钢板在汽车行业的应用,进一步提高汽车整车的耐蚀性能具有重要与积极的影响。
52.此外,本发明所述的制造方法也同样具有上述的优点以及有益效果。
附图说明
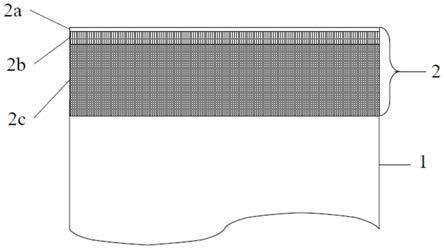
53.图1示意性地显示了本发明所述的锌铝镁镀层钢板在一些实施方式中的截面结构。
54.图2示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~8μm范围内的al的深度分布。
55.图3示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~1μm范围内的al的深度分布。
56.图4示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~8μm范围内的mg的深度分布。
57.图5示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~1μm范围内的mg的深度分布。
58.图6示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~8μm范围内的o的深度分布。
59.图7示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~1μm范围内的o的深度分布。
60.图8示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~8μm范围内的zn的深度分布。
61.图9示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~1μm范围内的zn的深度分布。
62.图10为实施例6的锌铝镁镀层钢板的场发射扫描电镜典型表面形貌图。
63.图11为对照例2的对比钢板的场发射扫描电镜典型表面形貌图。
具体实施方式
64.下面将结合说明书附图以及具体的实施例对本发明所述的胶粘性能优异的锌铝镁镀层钢板及其制造方法做进一步的解释和说明,然而该解释和说明并不对本发明的技术方案构成不当限定。
65.实施例1-16以及对照例1-4
66.实施例1-16的锌铝镁镀层钢板以及对照例1-4的对比钢板采用以下步骤制得:
67.(1)钢板预处理。
68.(2)热浸镀。
69.(3)镀后冷却:冷却至40-200℃进行下述步骤(4)。
70.(4)镀层表面处理:采用碱性水溶液对镀层表面进行碱性活化处理,碱性活化处理时间为3-30s,碱性水溶液的ph值为8-11,碱性水溶液的温度为40-70℃。
71.需要说明的是,碱性水溶液可以含有下列各项的至少其中之一:焦磷酸钠、氢氧化钠、碳酸钠、碳酸钾、碳酸氢钠、碳酸氢钾、柠檬酸钾。
72.表1列出了实施例1-16的锌铝镁镀层钢板以及对照例1-4的对比钢板的锌铝镁镀层的al、mg、o元素的质量百分比。
73.表1.(wt%,余量为zn和的其他不可避免的杂质)
74.[0075][0076]
需要说明的是,在一些其他的实施方式中,除了具有质量百分比为0.5-3%的al以及0.5-2%的mg的元素外,母层还可以含有总量0.2%以下的ca、sr、ba、la、ce、ti、v、cr、cu、ni元素中的一种或多种。
[0077]
表2列出了实施例1-16的锌铝镁镀层钢板以及对照例1-4的对比钢板的具体工艺参数。
[0078]
表2.
[0079]
[0080][0081]
为了验证本案的实施效果,同时证明本案较之现有技术的优异效果,本案将实施例1-16的锌铝镁镀层钢板以及对照例1-4的对比钢板进行测试,表3列出了各个实施例以及对照例的测试结果。
[0082]
表3.
[0083][0084]
注:表3中
◎
表示胶粘失效判定结果为“内聚剥离”,x表示胶粘失效判定结果为“界面剥离”。此外,表3中结构胶型号a、b、c、d依次分别为:汉高5089胶、陶氏化学1040胶、陶氏化学1496f胶、陶氏化学1440胶。
[0085]
由表3可以看出,本案各实施例的锌铝镁镀层钢板中,表层中的al、mg含量分别不大于母层中的al、mg含量的1.5倍,次表层中的al、mg含量分别不大于母层中的al、mg含量的0.5倍,而经过不同类型的结构胶t型剥离和搭接剥离可以看出,本案各实施例的失效模拟均为“内聚剥离”,由此说明本案各实施例的锌铝镁镀层钢板的胶粘性能满足优良。
[0086]
而反观对照例,对照例1、2由于其表层al、mg含量分别与母层al、mg含量比值大于1.5,次表层al、mg含量分别与母层al、mg含量比值大于0.5,使得最终其胶粘t形剥离和搭接剥离均为“界面剥离”,胶粘性能较差。
[0087]
而对照例3、4的锌铝镁镀层钢板,虽然也经过碱性活化处理,但处理参数不满足本案所限定的范围,因此,使得其出现处理不充分或者处理过度,导致最终的胶粘性能也较差。
[0088]
关于各个实施例的锌铝镁镀层钢板中的锌铝镁镀层从外到内所含有的成分可以参考图1。图1示意性地显示了本发明所述的锌铝镁镀层钢板在一些实施方式中的截面结构。
[0089]
如图1所示,在本实施方式中,锌铝镁镀层钢板包括钢板1和锌铝镁镀层2,其中锌铝镁镀层2包括从外到内依次包括:表层2a,其具有al、mg的氧化物;次表层2b,其具有zn/mgzn2二元共晶相和zn/al/mgzn2三元共晶相;以及母层2c,其紧邻钢板1。
[0090]
需要说明的是,锌铝镁镀层钢板的厚度为0.5-2mm,而表层2a的范围为从镀层表面至不大于30nm的深度。而次表层2b的范围为镀层表层以下100nm-500nm的深度。
[0091]
图2示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~8μm范围内的al的深度分布。
[0092]
图3示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~1μm范围内的al的深度分布。
[0093]
图4示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~8μm范围内的mg的深度分布。
[0094]
图5示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~1μm范围内的mg的深度分布。
[0095]
图6示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~8μm范围内的o的深度分布。
[0096]
图7示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~1μm范围内的o的深度分布。
[0097]
图8示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~8μm范围内的zn的深度分布。
[0098]
图9示意了实施例1的锌铝镁镀层钢板以及对照例1的对比钢板在0~1μm范围内的zn的深度分布。
[0099]
结合图3至图9可以看出,实施例1和对照例1的母层中al、mg的含量相同,即al的质量百分比均为0.9%,mg的质量百分比均为1.2%。而对照例1的对比钢板在表层存在al、mg、o的富集,三个元素的峰值依次分别为2.2%、5.2%、4.3%,由此可知镀层表面几纳米到几十纳米厚具有al、mg的复合氧化物,同时在0-0.2um深度范围内的次表层存在略高于母层的al、mg含量,分别为1.0%和1.7%,由此说明对照例1在镀层的次表层中存在zn/mgzn2二元
共晶相以及zn/al/mgzn2三元共晶相组织偏聚的情况。
[0100]
而不同于对照例1的是,本案实施例1的锌铝镁镀层钢板在表层的al、mg、o富集明显减少,峰值依次分别为0.3%、0.8%、0.6%,其中表层al、mg和母层al、mg的比值分别为0.33和0.67。次表层中的al、mg、o含量也明显降低,深度0-0.5um范围内的次表层中al含量为0.1%,深度0-0.2um范围内的次表层中mg含量为0.3%,深度0-0.2um范围内的次表层中o含量为0.1%,其中次表层al、mg和母层al、mg的比值分别为0.11和0.25。
[0101]
由此说明了本案实施例1通过减少锌铝镁镀层表面的al、mg氧化物、zn/mgzn2二元共晶以及zn/al/mgzn2三元共晶,显著提高了锌镁铝镀层的胶粘性能。
[0102]
图10为实施例6的锌铝镁镀层钢板的场发射扫描电镜典型表面形貌图。
[0103]
图11为对照例2的对比钢板的场发射扫描电镜典型表面形貌图。
[0104]
结合图10和图11可以看出,在采用zeiss场发射扫描电镜,使用1kv的低电压,放大1.5万倍后观察时,对照例2的镀层表面可以看到一层黑色的薄膜,该薄膜为镀层表面的al、mg氧化膜。而实施例6的锌铝镁镀层钢板的镀层表面与对照例2的镀层表面显然不同。
[0105]
综上所述,本发明所述的胶粘性能优异的锌铝镁镀层钢板具有高耐蚀、高成形性以及粘胶性能优异的特点,其可以很好地解决现有技术中锌铝镁镀层钢板胶粘性能较差的问题,对加速锌铝镁镀层钢板在汽车行业的应用,进一步提高汽车整车的耐蚀性能具有重要与积极的影响。
[0106]
此外,本发明所述的制造方法也同样具有上述的优点以及有益效果。
[0107]
需要说明的是,本发明的保护范围中现有技术部分并不局限于本申请文件所给出的实施例,所有不与本发明的方案相矛盾的现有技术,包括但不局限于在先专利文献、在先公开出版物,在先公开使用等等,都可纳入本发明的保护范围。
[0108]
此外,本案中各技术特征的组合方式并不限本案权利要求中所记载的组合方式或是具体实施例所记载的组合方式,本案记载的所有技术特征可以以任何方式进行自由组合或结合,除非相互之间产生矛盾。
[0109]
还需要注意的是,以上所列举的实施例仅为本发明的具体实施例。显然本发明不局限于以上实施例,随之做出的类似变化或变形是本领域技术人员能从本发明公开的内容直接得出或者很容易便联想到的,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1