一种高性能热作模具钢及其制备方法与流程
1.本发明涉及材料成分设计与制备领域,特别是涉及一种高性能热作模具钢及其制备方法。
背景技术:
2.模具钢是用来制造冷冲模热锻模、压铸模等模具的钢种,而模具是机械制造、无线电仪表、电机、电器等工业部门中制造零件的主要加工工具,其质量直接影响着压力加工工艺的质量、产品的精度产量和生产成本,通常模具的质量与使用寿命,主要依靠合理的结构设计、加工精度、模具材料以及和热处理等几方面。按模具的服役条件,可以将模具钢分为四大类,包括冷作模具钢、热作模具钢、塑料模具钢以及塑胶模具钢。这其中热作模具是指,用来将加热的金属或液体金属制成所需产品的工装,如热锻模具、热镦模具、热挤模具、压铸模具和高速成模具等,而所采用的各种模具用钢统称为热作模具钢。
3.随着我国的汽车行业、轨道交通、航空航天、工程机械等行业快速发展,各类机械设备锻件需求量大幅增加,采用锻压机械加工锻件增多,锻压模具用钢量需求很大,仅西南成都、重庆地区的锻压模具钢市场年需求量在一万吨左右。由于热作模具在工作条件下表面与心部温差较大,因此对热作模具材料的性能要求也比较高,需要对硬度和强度性能、韧性、耐热性、耐磨性等等方面进行要求。特别是热作模具在工作时反复受热和水冷、且承受很大的冲击力,从而对热作模具钢要求较高,如高强度、高机械性能、耐磨性、耐热性及低粘模力的性能。
4.专利申请号:201510776761.0,专利名称为:一种提高4cr5mosiv1热作模具钢性能的制备方法,,公开了在控氧条件下添加纯稀土la和ce,经扩散均匀化退火,三维方向的三次镦粗、拔长锻造,锻后水、空气双介质交替快速冷却,其得到的4cr5mosiv1热作模具钢具有稳定的回火组织,其硬度达到45
±
1hrc,但是该硬度指标仍然较低,而且其难以保证热稳定性。需要开发出硬度更高、机械性能更好、高耐磨性、高耐热性及低粘模力的热作模具钢材。
技术实现要素:
5.本发明的目的在于提供一种高性能热作模具钢及其制备方法。
6.根据本发明的一个方面,提供了一种高性能热作模具钢,按重量百分比计,包括c为0.9-1.0%;si为0.7-0.9%;mn为0.4-0.6%;cr为7.5-8.0%;mo为2.4-2.7%;v为0.4-0.6%;ni为0.3-0.4%,b为0.0001-0.0003%,余量为fe。
7.本发明中高性能热作模具钢的成分设计理由如下:
8.c:碳是仅次于铁的主要元素,直接影响钢材的强度、塑性、韧性等。钢中含碳量决定淬火钢的基体硬度,对热作模具钢而言,钢中的碳一部分进入钢的基体中引起固溶强化。另外一部分碳将和合金元素结合成合金碳化物。对热作模具钢,这种合金碳化物除少量残留以外,还要求它在回火过程中在回火马氏体基体上弥散析出碳化物产生二次硬化现象,
均匀分布的残留合金碳化物和回火马氏体组织来决定热作模具钢的性能。随着碳含量的增加,材料屈服点和抗拉强度会逐渐提高,为保证热作模具钢的综合机械性能,加入c(碳)含量为0.9~1.0%。
9.si:硅在炼钢过程中作为还原剂和脱氧剂被添加,添加量为0.15-0.5%,当缸中含硅量超过0.5%时,硅作为钢中的合金元素,可以显著提升缸的弹性极限、屈服点和抗拉强度。硅与钼、铬等结合,有提高抗腐蚀性和抗氧化的作用,提高钢的耐热性能,用于制造耐热钢。硅在热处理过程中,能溶于铁素体和奥氏体中,提高钢的硬度和强度。因此,需要控制其含量,加入si(硅)的含量为0.7~0.9%。
10.mn:锰是良好的脱氧剂和脱硫剂,消除硫的有害影响,可以提高钢的韧性,而且有较高的强度的硬度,提高钢的淬性,改善钢的热加工性能。但是锰含量较高时,钢材有比较明显的回火脆性现象,当锰含量超过1%时,会降低钢材的焊接性能。因此,加入锰含量为0.4~0.6%。
11.cr:铬是重要的合金元素,对热作模具钢的耐磨性、高温强度、热态强度、韧性和淬透性都有有利的影响。铬能增加钢的淬透性并有二次硬化的作用,一部分铬固溶到基体起到固溶强化作用,另一部分与碳结合形成碳化物。淬火加热时铬溶于奥氏体,淬火后固溶于马氏体中,可以提高钢的抗回火软化能力。加入cr(铬)含量为7.5~8.0%。
12.mo:钼能使钢的晶粒细化,提高钢的淬透性和热强性能,在高温时保持足够的强度和抗蠕变能力,还能提高机械性能,防止因回火出现脆性。在钢中形成特殊的碳化物,提高钢的二次硬化能力和回火稳定性,钼与碳结合,在回火时析出更多细小短杆状碳化物,对提高钢的回火稳定性起到了很大的作用,加入mo(钼)的含量为2.4~2.7%。
13.ni:本发明中加入一定量ni,可以使本热作模钢具有一定的淬透性和韧性,同时使钼-镍合金化发挥最佳作用,加入ni(镍)的含量为0.3~0.4%。
14.v:钒是钢的优良脱氧剂,同时钒属于强碳化合物元素,与碳结合形成的vc碳化物,该vc碳化物可以细化奥氏体晶粒,且红硬性高、热磨损特别小,提高钢的强度和韧性,降低过热敏感性,增加回火稳定性和耐磨性,延长使用寿命。加入v(钒)的含量为0.4~0.6%。
15.b:硼可以改善钢的致密性和热轧性能提高钢的强度,还可以增加钢的淬透性。加入b(硼)的含量为0.0001-0.0003%。
16.本发明的有益效果:本发明高性能热作模具钢通过c、si、mn、cr、mo、v、ni、b等元素含量进行调配,建立元素含量与材料淬透性、强度之间的关系;通过c、cr、mo等元素含量调配,建立元素与材料韧性之间的关系;通过适量元素v的调配达到细化晶粒的作用。本发明通过成分优化制备出的热作模具钢,能够满足热锻模具、压铸模具、挤压模具的使用要求,其性能满足:淬火硬度64hrc,使用硬度48-62hrc,冲击功≥450j,比现有热作模具钢的机械性能,冲击力,耐磨性,耐热性及抗粘模力的性能都有较大提高。使用本发明的高性能热作模具钢制作的模具抗冲蚀性能强,在使用过程中,多次浇铸后,也能保证模具工作表面光滑,没有磨损,延长模具的使用寿命。
17.在一些实施方式中,一种高性能热作模具钢的制备方法,包括以下:
18.步骤a,原料熔炼、精炼:
19.将原料依次进行熔炼、精炼,得到第一锻件;
20.步骤b,均匀化处理:
21.对第一锻件进行预变形处理和三段式高温均匀加热处理,得到第二锻件,预变形处理中,第一火次时对所述第一锻件进行形状规整处理;
22.步骤c,超细化处理:
23.第二锻件加热到一定温度时进行快冷,在快冷过程中,第二锻件在200℃以上温度区间控制冷速,当第二锻件温度低于200℃时出炉空冷至室温,得到第三锻件;
24.步骤d,锻造:
25.对第三锻件进行锻造后,得到第四锻件;
26.步骤e,性能热处理:
27.对第四锻件依次进行球化退火处理和调质处理,得到高性能热作模具钢。本发明的制备方法利用高温扩散使材料均质化,利用钢中固态相变细化晶粒,并进一步利用析出相的溶解、形核、再析出,优化析出相分布,提高了材料性能。采用预变形和三段式高温均匀加热处理,在锻件变性后,增加空位数量,再加上高温处理,能够增加合金元素扩算速度,使成分更加均匀。
28.在一些实施方式中,步骤a中精炼包括在脱氧、脱硫处理后进行稀土处理,经稀土处理后原料中氧含量小于12ppm,球类夹杂物数量占夹杂物总量的比例≥85%,稀土处理采用氧含量小于100ppm的稀土。
29.在一些实施方式中,步骤b中的三段式高温均匀加热处理中三段温度分别为1200℃~1220℃、1220℃~1240℃和1250℃~1300℃,总保温时间≥1h/25mm,每段保温时间相同。
30.在一些实施方式中,步骤c中第二锻件加热到1000~1260℃时进行快冷,在快冷过程中,第二锻件在200℃以上温度区间冷速≥0.7℃/s。
31.在一些实施方式中,步骤e中球化退火处理为等温球化退火处理,等温球化退火处理中第一次保温,温度为ac1~ac3之间,保温时间按照1h/25mm厚计算,第一次保温结束后炉冷至800~850℃进行第二次保温,保温时间按照1h/25mm厚计算,第二次保温结束后炉冷至室温。
32.在一些实施方式中,步骤e中调质处理包括淬火处理和两次回火处理。
33.在一些实施方式中,淬火处理为油淬,淬火处理的温度为ac3+205~255℃,淬火处理的保温时间按照1h/25mm厚计算。
34.在一些实施方式中,两次回火处理的温度范围为540~610℃,两次回火处理的保温时间按照1h/25mm厚计算,两次回火处理中每次回火后空冷至室温。
35.在一些实施方式中,高性能热作模具钢的淬火硬度为64hrc,使用硬度为48-62hrc,冲击功≥450j。
附图说明
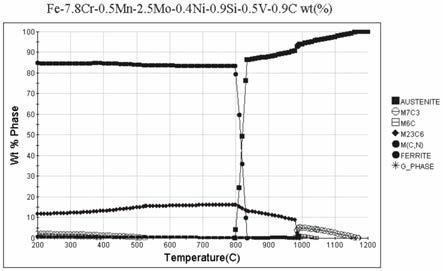
36.图1为本发明的一种实施方式的高性能热作模具钢在200-1200℃的组织相图。
37.图2为本发明一种实施方式的高性能热作模具钢的淬透性曲线图。
38.图3为本发明一种实施方式的高性能热作模具钢的高温性能曲线图。
39.图4为本发明一种实施方式的高性能热作模具钢的连续冷却转变曲线图。
具体实施方式
40.下面结合实施例,对本发明作进一步详细的说明。
41.实施例1
42.参考图1~4,本实施例中,一种高性能热作模具钢按重量百分比计,包括c为0.9%;si为0.9%;mn为0.5%;cr为7.8%;mo为2.5%;v为0.5%;ni为0.4%,b为0.0001%,余量为fe。
43.本实施例中,一种高性能热作模具钢的制备方法,包括以下步骤:
44.步骤a,原料熔炼、精炼:
45.将本实施例中热作模具钢的原料按照上述配比进行熔炼制备得到钢水,对钢水进行精炼,精炼过程包括在充分脱氧、脱硫处理后,使用氧含量为99ppm的高纯稀土对钢水进行稀土处理,经稀土处理后钢水中氧含量为11ppm,球类夹杂物数量占夹杂物总量的比例为85%,并将该稀土处理后的钢水制备得到第一锻件。
46.步骤b,均匀化处理:
47.对第一锻件进行预变形处理,即第一火次时对第一锻件进行形状规整处理,然后对第一锻件进行三段式高温成分均匀化处理,得到第二锻件。其中三段温度分别为1200℃、1220℃和1250℃,三个加热温度是逐渐升高的,每段温度的保温时间相同,总保温时间为1h/25mm厚。这样可以保证第一锻件不会出现过热、过烧,又能促进合金元素在高温下快速扩散,达到均匀化的目的。在本实施例保温时间按照1h/25mm厚计算,其含义是:按照锻件或热作模具钢的最大壁厚,每25mm保温1小时计算。
48.步骤c,超细化处理:
49.第二锻件加热到1000℃时进行快冷,在快冷过程中,第二锻件在200℃以上温度区间冷速为0.7℃/s,当第二锻件温度低于200℃时出炉空冷至室温,得到第三锻件。在均匀化处理中,温度较高,保温时间长,容易导致第一锻件晶粒粗大、不规整,容易造成较大的内力,在球化退火后,会造成球化组织不均匀,晶粒度级别低。通过超细化处理可以使晶粒细化,使组织均匀化,避免碳化物沿晶析出,为后续球化退火处理准备良好的组织。
50.步骤d,锻造:
51.对第三锻件进行锻造后,得到第四锻件;
52.步骤e,性能热处理:
53.对第四锻件进行等温球化退火处理,首先在保温在ac1~ac3之间,ac1是指热处理时珠光体向奥氏体开始转变的临界温度,本实施例中ac1为798.5℃,ac3是指热处理时铁素体全部转变为奥氏体的临界温度,本实施例中ac3为825.4℃。保温时间按1h/25mm厚计算,之后炉冷至800℃继续保温处理,保温时间按1h/25mm厚计算,之后炉冷至室温。然后进行调质处理,淬火温度选择ac3+205℃,保温时间按1h/25mm厚计算,油淬至室温;两次回火温度均选择540℃,保温时间按1h/25mm厚计算,每次回火后进行空冷至室温,得到高性能热作模具钢。
54.对本实施例中制备得到的高性能热作模具钢进行性能检测,得到其淬火硬度为64hrc,使用硬度为48hrc,冲击功为450j。
55.实施例2
56.本实施例中,一种高性能热作模具钢按重量百分比计,包括c为1.0%;si为0.7%;
mn为0.4%;cr为7.5%;mo为2.4%;v为0.4%;ni为0.3%,b为0.0003%,余量为fe。
57.本实施例中,一种高性能热作模具钢的制备方法,包括以下步骤:
58.步骤a,原料熔炼、精炼:
59.将本实施例中热作模具钢的原料按照上述配比进行熔炼制备得到钢水,对钢水进行精炼,精炼过程包括在脱氧、脱硫处理后,使用氧含量为97ppm的高纯稀土对钢水进行稀土处理,经稀土处理后钢水中氧含量为10ppm,球类夹杂物数量占夹杂物总量的比例87%,并将该稀土处理后的钢水制备得到第一锻件。
60.步骤b,均匀化处理:
61.对第一锻件进行预变形处理,即第一火次时对第一锻件进行形状规整处理,然后对第一锻件进行三段式高温成分均匀化处理,得到第二锻件。其中三段温度分别为1210℃、1230℃和1275℃,三个加热温度是逐渐升高的,每段温度的保温时间相同,总保温时间>1h/25mm。在本实施例保温时间按照1h/25mm厚计算,其含义是:按照锻件或热作模具钢的最大壁厚,每25mm保温1小时计算。
62.步骤c,超细化处理:
63.第二锻件加热到1130℃时进行快冷,在快冷过程中,第二锻件在200℃以上温度区间冷速为0.8℃/s,当第二锻件温度低于200℃时出炉空冷至室温,得到第三锻件。
64.步骤d,锻造:
65.对第三锻件进行锻造后,得到第四锻件;
66.步骤e,性能热处理:
67.对第四锻件进行等温球化退火处理,首先在保温在ac1~ac3之间,ac1是指热处理时珠光体向奥氏体开始转变的临界温度,本实施例中ac1为798.5℃,ac3是指热处理时铁素体全部转变为奥氏体的临界温度,本实施例中ac3为825.4℃。保温时间按1h/25mm厚计算,之后炉冷至850℃继续保温处理,保温时间按1h/25mm厚计算,之后炉冷至室温。然后进行调质处理,淬火温度选择ac3+230℃,保温时间按1h/25mm厚计算,油淬至室温;两次回火温度均选择575℃,保温时间按1h/25mm厚计算,每次回火后进行空冷至室温,得到高性能热作模具钢。
68.参照gb/t229-1994《金属夏比缺口冲击试验方法》和gb/t230-1991《金属洛氏硬度试验方法》,对本实施例中制备得到的高性能热作模具钢进行性能检测,得到其淬火硬度为64hrc,使用硬度为62hrc,冲击功大于450j。在对本实施例的高性能热作模具钢进行冲击功测试时,使用最大冲击能量450j进行测试,测试结果为本实施例的高性能热作模具钢没有折断,说明本实施例的高性能热作模具钢还能承受大于450j的冲击能量测试,但因测试器械无法提供高于450j的冲击能量,而受到限制,无法进行更高冲击能量的测试。所以,本实施例制备的高性能热作模具钢其冲击功大于450j。
69.实施例3
70.本实施例中,一种高性能热作模具钢按重量百分比计,包括c为0.95%;si为0.8%;mn为0.6%;cr为8.0%;mo为2.7%;v为0.6%;ni为0.35%,b为0.002%,余量为fe。
71.本实施例中,一种高性能热作模具钢的制备方法,包括以下步骤:
72.步骤a,原料熔炼、精炼:
73.将本实施例中热作模具钢的原料按照上述配比进行熔炼制备得到钢水,对钢水进
行精炼,精炼过程包括在脱氧、脱硫处理后,使用氧含量为95ppm的高纯稀土对钢水进行稀土处理,经稀土处理后钢水中氧含量为10ppm,球类夹杂物数量占夹杂物总量的比例90%,并将该稀土处理后的钢水制备得到第一锻件。
74.步骤b,均匀化处理:
75.对第一锻件进行预变形处理,即第一火次时对第一锻件进行形状规整处理,然后对第一锻件进行三段式高温成分均匀化处理,得到第二锻件。其中三段温度分别为1220℃、1240℃和1300℃,三个加热温度是逐渐升高的,每段温度的保温时间相同,总保温时间为1h/25mm厚。在本实施例保温时间按照1h/25mm厚计算,其含义是:按照锻件或热作模具钢的最大壁厚,每25mm保温1小时计算。
76.步骤c,超细化处理:
77.第二锻件加热到1260℃时进行快冷,在快冷过程中,第二锻件在200℃以上温度区间冷速为0.9℃/s,当第二锻件温度低于200℃时出炉空冷至室温,得到第三锻件。
78.步骤d,锻造:
79.对第三锻件进行锻造后,得到第四锻件;
80.步骤e,性能热处理:
81.对第四锻件进行等温球化退火处理,首先在保温在ac1~ac3之间,ac1是指热处理时珠光体向奥氏体开始转变的临界温度,本实施例中ac1为798.5℃,ac3是指热处理时铁素体全部转变为奥氏体的临界温度,本实施例中ac3为825.4℃。保温时间按1h/25mm厚计算,之后炉冷至850℃继续保温处理,保温时间按1h/25mm厚计算,之后炉冷至室温。然后进行调质处理,淬火温度选择ac3+255℃,保温时间按1h/25mm厚计算,油淬至室温;两次回火温度均选择610℃,保温时间按1h/25mm厚计算,每次回火后进行空冷至室温,得到高性能热作模具钢。
82.参照gb/t229-1994《金属夏比缺口冲击试验方法》和gb/t230-1991《金属洛氏硬度试验方法》,对本实施例中制备得到的高性能热作模具钢进行性能检测,得到其淬火硬度为64hrc,使用硬度为58hrc,冲击功大于450j。在对本实施例的高性能热作模具钢进行冲击功测试时,使用最大冲击能量450j进行测试,测试结果为本实施例的高性能热作模具钢没有折断,说明本实施例的高性能热作模具钢还能承受大于450j的冲击能量测试,但因测试器械无法提供高于450j的冲击能量,而受到限制,无法进行更高冲击能量的测试。所以,本实施例制备的高性能热作模具钢其冲击功大于450j。
83.实施例4
84.以本发明中实施例2中制备得到的一种高性能热作模具钢作为本实施例的检测品,以瑞典一胜百公司供应的型号为8418的热作模具钢作为对照品,比较两者的组分配比,并参照gb/t230-1991《金属洛氏硬度试验方法》和gb/t229-1994《金属夏比缺口冲击试验方法》对本实施例中的检测品和对照品的淬火温度、淬火硬度、使用硬度和冲击功进行测试,得到下表1和表2:
85.表1组分配比表
[0086][0087][0088]
根据上表,本实施例中的高性能热作模具钢的配比与对照品不同,其中元素c、si、cr、v、ni、b含量差异较大,对照品中c含量为0.35%,而检测品中c含量为1.0%,高于对照品186.7%;对照品中si含量为0.2%,而检测品中si含量为0.7%,高于对照品250%;対照品中cr含量为5.0%,而检测品中cr含量为7.5%,高对照品50%;対照品中v含量为0.6%。而检测品中v含量为0.4%,低于对照品33.33%;对照片中不含有ni和b,而检测品中ni含量为0.3%,b含量为0.0003%。
[0089]
本发明的高性能热作模具钢通过c、si、mn、cr、mo、v、ni、b等元素含量进行调配,建立元素含量与材料淬透性、强度之间的关系;通过c、cr、mo等元素含量调配,建立元素与材料韧性之间的关系;通过适量元素v的调配达到细化晶粒的作用,通过以上元素及配比,使本发明的热作模具钢的机械性能,冲击力,耐磨性,耐热性及抗冲蚀性能都有较大提高。
[0090]
表2性能比较表
[0091][0092]
本实施例中,本发明的检测品的淬火硬度为64hrc,与对照品相比,本发明检测品的淬火硬度超过对照品18.52%;本发明的检测品的使用硬度为62hrc,与对照品相比,本发明检测品的使用硬度超过对照品19.23%-40.90%;本发明的检测品的冲击功>450j,与对照品相比,本发明检测品的冲击功超过对照品。说明本发明的一种高性能热作模具钢比现有的其他热作模具钢的机械性能、冲击力都有很大幅度地提高,同时具有优异的耐磨性、耐
热性及抗粘模力的性能。
[0093]
综上所述,本发明利用高温扩散使材料均质化,利用钢中固态相变细化晶粒,并进一步利用析出相的溶解、形核、再析出,优化析出相分布,提高材料性能,采用预变形和三段式高温均匀加热工艺,在锻件变形后,增加空位数量,再加上高温处理,能够增加合金元素扩散速度,使成分更加均匀。
[0094]
本发明制备的一种高性能热作模具钢,经高温扩散均质化处理、调制处理后性能稳定,能够满足热锻模具、压铸模具、挤压模具等的使用要求,其性能满足:淬火硬度为64hrc,使用硬度为48-62hrc,冲击功≥450j。本发明的一种高性能热作模具钢的制备方法可广泛应用于热作模具钢的制备。使用本发明的高性能热作模具钢制作的模具具有较高的抗冲蚀性能,可以延长模具的使用寿命。
[0095]
以上所述的仅是本发明的一些实施方式,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1