一种镀锌钢板/卷的清洗涂镀联合机组及其生产方法与流程
1.本发明涉及镀锌钢板/卷的生产工艺技术,更具体地说,涉及一种镀锌钢板/卷的清洗涂镀联合机组及其生产方法。
背景技术:
2.随着热轧工艺技术的发展,热轧产品质量不断提高,厚度逐渐减薄,尤其是薄板坯连铸造连轧(csp)技术的逐渐成熟,近年来,国内陆续建成了多条csp生产线,设计最薄轧制规格可达0.8mm。这客观上为热轧镀板提供了机械性能更好和规格更薄的热轧原料。目前,热轧镀锌板已经得到了广泛的采用。
3.目前,热轧镀锌板的生产方法是以热轧板为基板经过酸洗后直接镀锌,与传统镀锌板相比,由于少了冷轧这道工序而有着明显的价格优势,在建筑、汽车制造、钢板仓制造、铁路客车制造、高速公路护栏板、制造等行业有着良好的发展前景。
4.目前,国内外普遍采用的除鳞工艺是酸洗,通过化学反应溶解带钢表面氧化铁皮以到达除鳞的目的。但是酸洗由于采用化学腐蚀的方法,不可避免的对环境带来一定的污染,并且设备防腐有高要求;酸液排放或回收困难,处理成本高;同时酸洗容易造成除鳞不均匀,产生欠酸洗、过酸洗等缺陷,金属损失大。
5.因此,业内有采用其他技术来实现除鳞工艺的研究,等离子清洗就是其中的一个研究方面。等离子清洗不仅可以实现热轧板/卷的除鳞,还可以实现冷轧板/卷的表面清洁。
6.现有的镀锌技术一般是采用热浸锌、电镀两种方式,热浸锌的镀层较厚,而电镀的成本高,而且对环境的污染也较为严重。此外,传统涂镀技术较难进行合金的涂镀。因此,从上世纪80年代开始,日本及欧洲的钢厂开始研究采用真空气相沉积技术进行涂镀,这种涂镀方式,不仅涂镀效率高,镀层结合性好,而且生产成本低,对环境污染小。因此,采用真空镀很可能是将来的技术发展趋势。
7.而现在,等离子清洗与真空镀两项生产工艺是分开进行操作的,这样就不但延长了生产周期,也增加了生产成本。
技术实现要素:
8.针对现有技术中存在的上述缺陷,本发明的目的是提供一种镀锌钢板/卷的清洗涂镀联合机组及其生产方法,将等离子除鳞与真空镀有效结合连续处理热轧带材的方式,用以处理热轧或者冷轧钢板/卷,以获得高表面质量的镀锌板/卷。
9.为实现上述目的,本发明采用如下技术方案:
10.一方面,一种镀锌钢板/卷的清洗涂镀联合机组,沿传动辊运送带钢的方向依次设置,包括开卷机,设于所述开卷机后道工序位置的矫直机,设于所述矫直机后道工序位置的真空室,设于所述真空室后道工序位置的卷取机;
11.所述真空室内依次设置有入口真空锁、等离子除鳞装置、二级入口真空锁、真空气相沉积装置和出口真空锁;
3
pa之间。
39.较佳的,所述步骤5)和/或步骤s5中,所述真空气相沉积装置的温度设定值在800~1000℃之间。
40.较佳的,所述步骤6)和/或步骤s6中,所述等离子除鳞装置的真空度为10-1
~102pa级,所述真空气相沉积装置的真空度为10-3
~10pa级。
41.本发明所提供的一种镀锌钢板/卷的清洗涂镀联合机组及其生产方法,可以高效、高质量地实现热轧或者冷轧带钢的涂镀。无三废排放,具有安全环保的优势。此外,可以实现几乎所有基材及镀材的涂镀,应用范围广。
附图说明
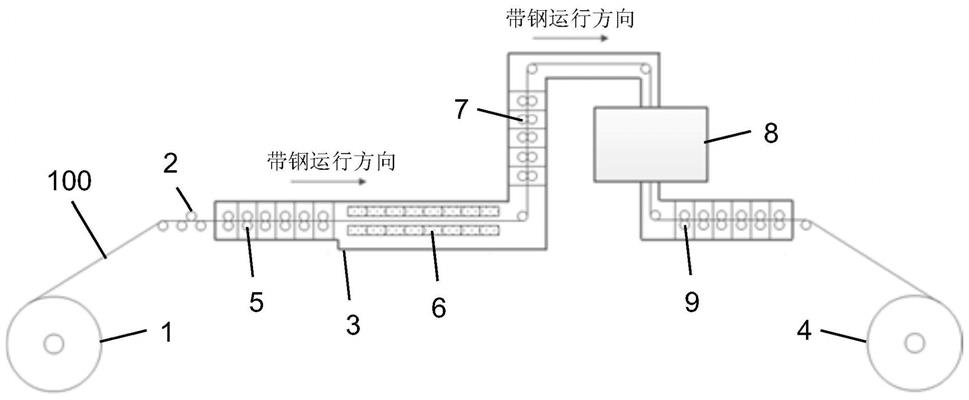
42.图1是本发明机组用于单卷生产时的布置示意图;
43.图2是本发明机组用于连续生产时的布置示意图;
44.图3是本发明机组中蒸发坩埚布置于真空室外时,用于单卷生产的布置示意图;
45.图4是本发明机组中蒸发坩埚布置于真空室外时,用于连续生产的布置示意图;
46.图5是本发明机组中蒸发坩埚布置于真空室内时,用于单卷生产的布置示意图;
47.图6是本发明机组中蒸发坩埚布置于真空室内时,用于连续生产的布置示意图。
具体实施方式
48.下面结合附图和实施例进一步说明本发明的技术方案。
49.本发明所提供的一种镀锌钢板/卷的清洗涂镀联合机组,沿传动辊运送带钢100的方向依次设置,当适用于单卷生产时,请结合图1所示,本发明机组包括开卷机1,安装于开卷机1后道工序位置的矫直机2,安装于矫直机2后道工序位置的真空室3,安装于真空室3后道工序位置的卷取机4。
50.在真空室3内沿带钢100运行方向依次设置有入口真空锁5、等离子除鳞装置6、二级入口真空锁7、真空气相沉积装置8和出口真空锁9。
51.本发明清洗涂镀联合机组还包括为真空气相沉积装置8提供蒸发源的蒸发坩锅801,蒸发坩锅801设置于真空室3内或真空室3外。
52.热轧或冷轧钢卷置于开卷机1上后,经过矫直机2的矫直,使带钢100表面较为平整,接着,带钢100进入入口真空锁5,逐级进入真空环境,到了等离子除鳞装置6进行清洗,经过等离子除鳞装置6内上下两个电极之间的空间,带钢100的上下表面接受等离子放电,鳞皮或者油污被高效去除,且表面被活化,满足真空沉积的表面要求,可以采用pvd(物理气相沉积)或者cvd(化学气相沉积)的方式进行真空沉积。由于真空气相沉积装置8所要求的真空度比等离子除鳞装置6所要求的真空度高(等离子除鳞装置6的压力是10-1
~102pa级级,而真空气相沉积装置8的压力是10-3
~10pa级),因此,在进入真空气相沉积装置8之前,需要布置一个二级入口真空锁7,带钢100经过二级入口真空锁7后,再进入真空气相沉积装置8。在进行真空气相沉积装置8的真空沉积后,表面带有镀层的带钢100进入出口真空锁9,逐级加压,逐渐进入大气,此时,带钢100进入卷取机4。
53.当适用于连续生产时,请结合图2所示,本发明机组包括开卷机1、10,安装于开卷机1、10后道工序位置的焊机11,安装于焊机11后道工序位置的矫直机2,安装于矫直机2后
道工序位置的真空室3,安装于真空室3后道工序位置的分卷剪12,安装于分卷剪12后道工序位置的卷取机4。
54.在真空室3内沿带钢100运行方向依次设置有入口真空锁5、等离子除鳞装置6、二级入口真空锁7、真空气相沉积装置8和出口真空锁9。
55.为真空气相沉积装置8提供蒸发源的蒸发坩埚801可以安装于真空室3内,也可以安装于真空室3外。
56.热轧或冷轧第一卷钢卷和第二卷钢卷分别置于开卷机1、10上后,经过矫直机2的矫直,使带钢100表面较为平整,接着,第一卷钢卷的带钢100进入入口真空锁5,逐级进入真空环境,到了等离子除鳞装置6进行清洗,经过等离子除鳞装置6内上下两个电极之间的空间,带钢100的上下表面接受等离子放电,鳞皮或者油污被高效去除,且表面被活化,满足真空沉积的表面要求,可以采用pvd(物理气相沉积)或者cvd(化学气相沉积)的方式进行真空沉积(根据所要镀的材料决定选择的沉积方式)。由于真空气相沉积装置8所要求的真空度比等离子除鳞装置6所要求的真空度高(等离子除鳞装置6的压力是10-1
~102pa级,而真空气相沉积装置8的压力是10-3
~10pa级),因此,在进入真空气相沉积装置8之前,需要布置一个二级入口真空锁7,带钢100经过二级入口真空锁7后,再进入真空气相沉积装置8。在进行真空气相沉积装置8的真空沉积后,表面带有镀层的带钢100进入出口真空锁9,逐级加压,逐渐进入大气,此时,带钢100进入卷取机4。待第一卷钢卷运行至带尾时,焊机11将第二卷钢卷的带头和第一卷钢卷的带尾焊接起来,当第二卷钢卷的带头和第一卷钢卷的带尾之间的焊缝到达分卷剪12位置时,分卷剪12动作,实现分卷。
57.值得一提的是,本发明机组中真空气相沉积装置8所用真空沉积的材料几乎没有限制,可以是zn、al、mg、zn-mg、al-mg、zn-al-mg等金属或者合金之一,还可以是含mn、cr、sn、n i、wu等高熔点金属的合金材料。
58.本发明还提供了一种基于镀锌钢板/卷的清洗涂镀联合机组的操作方法,包括适用于一个开卷机1的单卷生产和适用于两个开卷机1、10的连续生产。
59.以来料为热轧带钢100,厚度为3mm,宽度为1500mm,采用本发明方法的单卷生产进行镀锌,具体如下:
60.1)将钢卷置于开卷机1上后,钢卷的带钢100头部由开卷机1依次经过矫直机2、入口真空锁3、等离子除鳞装置6、二级入口真空锁7、真空气相沉积装置8和出口真空锁9后,到达卷取机4,由卷取机4咬紧钢卷的带钢100头部,完成穿带;
61.2)入口真空锁3、二级入口真空锁7和出口真空锁9的压辊压下,真空泵启动,真空室3开始抽真空;
62.3)待真空室3内的真空度达到设定值10-2
~10-3
pa的要求后,开启蒸发坩埚801进行加热;
63.4)待蒸发坩埚801的温度达到设定值800~1000℃的要求后,等离子除鳞装置6处于准备阶段(如掺入惰性气体、加热带钢100等);
64.5)传动辊启动、等离子除鳞装置6启动、蒸发坩埚801启动、带钢冷却装置启动;
65.6)带钢100沿传动辊朝卷取机4方向运行,直至一卷钢卷4的表面清洗作业、涂镀作业完成。
66.再以来料为热轧带钢100,厚度为3mm,宽度为1500mm,采用本发明方法的连续生产
进行镀锌,具体如下:
67.s1、将钢卷置于开卷机1上后,钢卷的带钢100头部由开卷机1依次经过矫直机2、入口真空锁3、等离子除鳞装置6、二级入口真空锁7、真空气相沉积装置8和出口真空锁9后,到达卷取机4,由卷取机4咬紧钢卷的带钢100头部,完成穿带;
68.s2、入口真空锁3、二级入口真空锁7和出口真空锁9的压辊压下,真空泵启动,真空室3开始抽真空;
69.s3、待真空室内的真空度达到设定值10-2
~10-3
pa的要求后,开启蒸发坩埚801进行加热;
70.s4、待蒸发坩埚801的温度达到设定值800~1000℃的要求后,等离子除鳞装置6处于准备阶段(如掺入惰性气体、加热带钢100等);
71.s5、传动辊启动、等离子除鳞装置6启动、蒸发坩埚801启动、带钢冷却装置启动;
72.s6、带钢100沿传动辊朝卷取机4方向运行;
73.s7、将第二卷钢卷置于开卷机10上,待第一卷钢卷运行至带尾时,本发明机组开始降速;
74.s8、焊机11将第二卷钢卷的带头和第一卷钢卷的带尾焊接起来,本发明机组再升速;
75.s9、当第二卷钢卷的带头和第一卷钢卷的带尾之间的焊缝到达分卷剪12位置时,分卷剪12动作,实现分卷;
76.s10、再取第三卷钢卷置于一个开卷机1上,重复s2至s9操作,实现连续生产过程。
77.由于zn是低熔点技术,可以采用热蒸发方式形成蒸汽,并喷射到带钢100表面沉积。以感应加热或者电阻加热的方式加热蒸发坩埚801内的zn,蒸发坩埚801可以有两种布置方式,即位于真空室3内或者真空室3外。如图3所示的蒸发坩埚801布置于真空室3外,且用于单卷生产时;如图4所示的蒸发坩埚801布置于真空室3外,且用于连续生产时;如图5所示的蒸发坩埚801布置于真空室内时,且用于单卷生产时;如图6所示的蒸发坩埚801布置于真空室内时,且用于连续生产时。
78.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1