修锐板以及切削刀具的修锐方法与流程
[0001]
本发明涉及用于对切削被加工物的切削刀具进行修锐的修锐板以及使用了该修锐板的切削刀具的修锐方法。
背景技术:
[0002]
在器件芯片的制造工序中,使用了在由呈格子状排列的多条分割预定线(间隔道)划分的多个区域中分别形成有ic(integrated circuit:集成电路)、lsi(large scale integration:大规模集成电路)等器件的晶片。通过沿着分割预定线对该晶片进行分割,得到分别具有器件的多个器件芯片。器件芯片搭载于移动电话、个人计算机等各种电子设备。
[0003]
在晶片的分割中使用切削装置,该切削装置具有对晶片进行保持的卡盘工作台和对晶片进行切削的切削单元。在该切削装置的切削单元中安装有用于对晶片进行切削的环状的切削刀具。切削刀具例如是通过利用由金属构成的结合材料固定由金刚石构成的磨粒而形成的(参照专利文献1)。通过使安装于切削单元的切削刀具旋转并切入卡盘工作台所保持的晶片,晶片被切削而被分割。
[0004]
在利用切削刀具对晶片进行加工之前,实施使切削刀具的前端部磨损而使磨粒适度地从结合材料露出的修锐。在该修锐的工序中,重复进行如下的作业:使切削刀具切入由与作为加工对象的晶片相同的材质构成的修锐用的晶片(伪晶片),将伪晶片切削成线状。通过进行该修锐,结合材料发生磨损而使磨粒从结合材料适度地突出,切削刀具成为适合切削晶片的状态。
[0005]
但是,在使用伪晶片进行修锐的情况下,需要使切削刀具多次(例如400次左右)切入伪晶片,修锐作业花费工夫和时间。因此,当实施修锐作业时,存在切削装置对晶片的加工长时间停滞、加工效率降低的问题。
[0006]
因此,提出了如下的方法:通过使切削刀具切入含有磨粒的修锐用的板(修锐板)来进行切削刀具的修锐(参照专利文献2)。当使用该修锐用板时,与使用伪晶片的情况相比,切削刀具的磨损量增大。由此,能够减少切削刀具的修锐所需的切入次数,从而能够大幅削减修锐作业所需的工序数和时间。
[0007]
专利文献1:日本特开2000-87282号公报
[0008]
专利文献2:日本特开2011-11280号公报
[0009]
如上所述,通过在切削刀具的修锐中使用包含磨粒的修锐板,能够实现修锐作业的高效化。但是,如果使切削刀具切入该修锐板,则结合材料在切削刀具的前端部剧烈地磨损,磨粒容易从结合材料过度地突出。而且,如果利用磨粒的突出量较大的状态的切削刀具对晶片进行切削,则有时会在晶片上产生缺口(崩边)等加工不良,器件芯片的品质下降。
技术实现要素:
[0010]
本发明是鉴于该问题而完成的,其目的在于,提供能够抑制加工不良的产生的修锐板和使用了该修锐板的切削刀具的修锐方法。
[0011]
根据本发明的一个方式,提供修锐板,其用于使切削被加工物的切削刀具切入而进行该切削刀具的修锐,其中,该修锐板具有:基板,其不含有磨粒;以及修锐部件,其设置在该基板上,含有磨粒,该基板和该修锐部件与该切削刀具接触而使该切削刀具磨损。
[0012]
另外,优选的是,该基板由与该被加工物相同的材质构成。另外,优选的是,该基板的厚度为0.2mm以上且1mm以下,该修锐部件的厚度为0.05mm以上且1mm以下。
[0013]
另外,根据本发明的另一个方式,提供切削刀具的修锐方法,使用修锐板对切削被加工物的切削刀具进行修锐,该修锐板具有不含有磨粒的基板和设置在该基板上并含有磨粒的修锐部件,其中,该切削刀具的修锐方法具有如下的工序:保持工序,通过切削装置的卡盘工作台对该修锐板的该基板侧进行保持;以及修锐工序,使该切削刀具切入该修锐板的该修锐部件侧,利用该切削刀具对该基板和该修锐部件一起进行切削。
[0014]
本发明的一个方式的修锐板具有不含有磨粒的基板和含有磨粒的修锐部件。而且,通过利用切削刀具对基板和修锐部件一起进行切削,能够实施切削刀具的修锐。此时,当使切削刀具以到达基板的方式切入修锐板时,缓和了切削刀具的前端部的磨损。由此,防止切削刀具的过度的修锐,抑制在利用切削刀具对被加工物进行加工时产生加工不良。
附图说明
[0015]
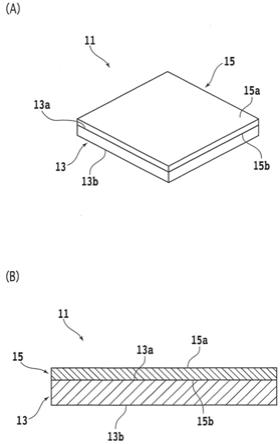
图1的(a)是示出修锐板的立体图,图1的(b)是示出修锐板的剖视图。
[0016]
图2是示出由框架支承的修锐板的立体图。
[0017]
图3是示出切削装置的立体图。
[0018]
图4是示出切削刀具切入修锐板的情形的剖视图。
[0019]
标号说明
[0020]
11:修锐板;11a:切削槽;13:基板(第1修锐层);13a:正面(第1面);13b:背面(第2面);15:修锐部件(第2修锐层);15a:正面(第1面);15b:背面(第2面);17:带;19:框架;19a:开口;2:切削装置;4:卡盘工作台(保持工作台);6:切削单元;8:壳体;10:切削刀具;10a:下端;12:刀具罩;14:连接部;16:喷嘴。
具体实施方式
[0021]
以下,参照附图对本发明的实施方式进行说明。首先,对本实施方式的修锐板的结构例进行说明。本实施方式的修锐板被用于对被加工物进行切削的环状的切削刀具的修锐(修整)。
[0022]
切削刀具是通过切入被加工物而对被加工物进行切削的加工工具,通过利用结合材料固定由金刚石等构成的磨粒而形成。例如,作为切削刀具,使用具有磨粒通过镀镍等而被固定的切刃的电镀轮毂刀具、或者由磨粒被由金属、陶瓷、树脂等制成的结合材料固定的切刃构成的环状的刀具(垫圈刀具)。
[0023]
作为由切削刀具切削的被加工物的例子,例如能够举出在由呈格子状排列的多条分割预定线(间隔道)划分的多个区域中分别具有ic(integrated circuit:集成电路)、lsi(large scale integration:大规模集成电路)等器件的硅晶片。通过利用切削刀具对该硅晶片进行切削并沿着分割预定线进行分割,制造出分别具有器件的多个器件芯片。
[0024]
但是,被加工物的材质、形状、构造、大小等没有限制。例如,被加工物也可以是由
硅以外的半导体(gaas、inp、gan、sic等)、玻璃、陶瓷、树脂、金属等材料构成的任意的形状和大小的晶片。另外,形成于被加工物的器件的种类、数量、形状、构造、大小、配置等也没有限制,也可以不在被加工物上形成器件。另外,被加工物也可以是csp(chip size package:芯片尺寸封装)基板、qfn(quad flat non-leaded package:无引线四方扁平封装)基板等封装基板。
[0025]
当一边使切削刀具旋转一边使切削刀具的前端部切入修锐板时,结合材料在与修锐板接触的切削刀具的前端部发生磨损,磨粒从结合材料突出的突出量变大。这样,进行切削刀具的修锐,提高切削刀具的锋利度。
[0026]
图1的(a)是示出修锐板11的立体图,图1的(b)是示出修锐板11的剖视图。修锐板11具有板状的基板(第1修锐层)13和设置在基板13上的板状的修锐部件(第2修锐层)15。基板13和修锐部件15以相互接触的方式在修锐板11的厚度方向上重叠。另外,在图1的(a)和图1的(b)中,示出了基板13和修锐部件15分别在俯视时呈矩形状的例子,但基板13和修锐部件15的形状没有限制。
[0027]
基板13是不含有磨粒的板状的部件,具有正面(第1面)13a和背面(第2面)13b。例如,基板13由与被切削刀具切削的预定的被加工物相同的材质构成。在由切削刀具切削的被加工物是硅晶片的情况下,能够将由硅构成的板状的部件用作基板13。
[0028]
在基板13的正面13a上设置有修锐部件15。修锐部件15是含有磨粒的板状的部件,具有正面(第1面)15a和背面(第2面)15b。例如,修锐部件15由酚醛树脂、环氧树脂等树脂构成,并且含有由sic等构成的磨粒。修锐部件15以背面15b侧与基板13的正面13a侧接触的方式层叠在基板13上。
[0029]
修锐部件15可以在与基板13另外独立地形成之后与基板13贴合,也可以直接形成在基板13上。例如,修锐部件15是通过使由sic等构成的磨粒浸渗到酚醛树脂或环氧树脂等树脂之后,将该树脂成型为板状并在规定的温度(例如150℃以上且大约200℃以下)下进行烧制而形成的。这样形成的修锐部件15例如通过粘接剂而与基板13接合。
[0030]
另外,修锐部件15也可以通过丝网印刷等而直接形成在基板13的正面13a上。如果使用丝网印刷,则容易在基板13上形成较薄的修锐部件15(例如,厚度100μm以下)。
[0031]
另外,也可以在将浸渗有磨粒的树脂涂覆在基板13的正面13a上之后,使用刮板等工具一边将该树脂按压在基板13的正面13a上一边使该树脂延伸,由此在基板13的正面13a上形成厚度大致均匀的树脂层。然后,通过对该树脂层进行烧制,在基板13上形成修锐部件15。
[0032]
另外,基板13和修锐部件15的厚度没有限制。例如,基板13的厚度能够为0.2mm以上且1mm以下。另外,修锐部件15的厚度能够为0.05mm以上且1mm以下。基板13和修锐部件15的厚度的具体的值根据后述的修锐条件来适当设定。
[0033]
另外,修锐部件15所含的磨粒的含有量、粒径等也没有限制。例如,磨粒以重量比为55%以上且65%以下的比例包含在修锐部件15中。另外,修锐部件15所含的磨粒的粒径根据要修锐的切削刀具的材质、厚度、直径等来适当设定。例如,在修锐部件15中含有平均粒径为0.1μm以上且50μm以下的磨粒。
[0034]
使用上述的修锐板11来进行切削刀具的修锐。在进行切削刀具的修锐时,首先,利用环状的框架对修锐板11进行支承。图2是示出由框架19支承的修锐板11的立体图。
[0035]
在修锐板11的背面侧(基板13的背面13b侧)粘贴有圆形的带17。带17具有能够覆盖基板13的背面13b侧的整体的大小,在该带17的中央部粘贴基板13的背面13b侧。
[0036]
另外,带17的材料没有限制。例如,带17具有圆形的基材和设置在基材上的粘接层(糊层)。基材由聚烯烃、聚氯乙烯、聚乙烯对苯二甲酸酯等树脂构成,粘接层由环氧系、丙烯酸系或者橡胶系的粘接剂等构成。另外,粘接层也可以是通过紫外线的照射而固化的紫外线固化型的树脂。
[0037]
带17的外周部粘贴于环状的框架19,该框架19由金属等构成,在中央部具有圆形的开口19a。另外,开口19a的直径比修锐板11的外接圆的直径大,修锐板11配置于开口19a的内侧。当在修锐板11和框架19上粘贴有带17时,修锐板11经由带17而被框架19支承。
[0038]
通过使切削刀具切入由框架19支承的修锐板11,进行切削刀具的修锐。使用切削装置来实施该切削刀具的修锐。图3是示出切削装置2的立体图。
[0039]
切削装置2具有对被加工物或修锐板11进行保持的卡盘工作台(保持工作台)4。卡盘工作台4的上表面形成为与x轴方向(加工进给方向、前后方向、第1水平方向)和y轴方向(分度进给方向、左右方向、第2水平方向)大致平行,构成对被加工物或修锐板11进行保持的保持面。该保持面经由形成于卡盘工作台4的内部的吸引路(未图示)而与喷射器等吸引源(未图示)连接。
[0040]
在卡盘工作台4的周围设置有多个夹具(未图示),该多个夹具把持并固定对修锐板11进行支承的框架19。另外,卡盘工作台4与移动机构(未图示)和旋转机构(未图示)连接,该移动机构使卡盘工作台4沿着x轴方向移动,该旋转机构使卡盘工作台4绕与z轴方向(铅垂方向、上下方向)大致平行的旋转轴进行旋转。
[0041]
在卡盘工作台4的上方配置有对被加工物或修锐板11进行切削的切削单元6。切削单元6具有圆筒状的壳体8,在该壳体8内收纳有与y轴方向大致平行地配置的圆筒状的主轴(未图示)。
[0042]
主轴的前端部(一端部)露出到壳体8的外部,在该前端部安装有环状的切削刀具10。另外,在主轴的基端部(另一端部)连接有电动机等旋转驱动源。安装于主轴的前端部的切削刀具10通过经由主轴从旋转驱动源传递的动力而进行旋转。
[0043]
另外,当切削刀具10安装于主轴的前端部时,切削刀具10被固定于壳体8的刀具罩12覆盖。刀具罩12具有:连接部14,其与提供纯水等切削液的管(未图示)连接;以及一对喷嘴16,它们与连接部14连接,分别配置于切削刀具10的两个侧面侧(正背面侧)。在一对喷嘴16上分别形成有朝向切削刀具10开口的喷射口(未图示)。
[0044]
当向连接部14提供切削液时,从一对喷嘴16的喷射口朝向切削刀具10的两个侧面(正背面)喷射切削液。利用该切削液对切削刀具10和保持在卡盘工作台4上的被加工物或修锐板11进行冷却,并且冲走因切削加工而产生的屑(切削屑)。
[0045]
另外,切削单元6与使切削单元6移动的移动机构(未图示)连接。该移动机构使切削单元6沿着y轴方向移动,并且使切削单元6沿着z轴方向升降。由此,控制切削刀具10在y轴方向和z轴方向上的位置。
[0046]
在使用切削装置2进行切削刀具10的修锐时,首先,利用切削装置2的卡盘工作台4对修锐板11进行保持(保持工序)。具体而言,以修锐板11的正面侧(修锐部件15的正面15a侧)向上方露出、修锐板11的背面侧(基板13的背面13b侧)与卡盘工作台4的保持面对置的
方式,将修锐板11隔着带17配置在卡盘工作台4上。另外,利用设置于卡盘工作台4的周围的多个夹具(未图示)来固定对修锐板11进行支承的框架19。
[0047]
在该状态下,当使吸引源的负压作用于卡盘工作台4的保持面时,修锐板11隔着带17而被卡盘工作台4吸引。由此,修锐板11的基板13侧被卡盘工作台4保持。
[0048]
接着,使切削刀具10切入修锐板11的修锐部件15侧,利用切削刀具10对基板13和修锐部件15一起进行切削(修锐工序)。通过使切削刀具10切入修锐板11,切削刀具10的前端部发生磨损,从而进行切削刀具10的修锐。
[0049]
在修锐工序中,首先,使卡盘工作台4旋转,使修锐板11的一边的长度方向与x轴方向或y轴方向一致。另外,调整卡盘工作台4和切削单元6的位置,以使切削刀具10和修锐板11在俯视时不重叠,并且在主视时重叠。
[0050]
接着,调整切削单元6在z轴方向上的位置,以使切削刀具10的前端部切入修锐板11的基板13。具体而言,调整切削单元6的高度,以使切削刀具10的下端10a(参照图4)配置于比基板13的正面13a靠下方且比基板13的背面13b靠上方的位置。
[0051]
然后,一边使切削刀具10旋转,一边使卡盘工作台4沿x轴方向移动,从而使修锐板11和切削刀具10相对地移动(加工进给)。由此,切削刀具10切入到修锐板11的修锐部件15侧。其结果为,修锐板11的基板13和修锐部件15与切削刀具10接触,使切削刀具10磨损。另外,在修锐板11的修锐部件15侧形成有线状的切削槽11a(参照图3)。
[0052]
例如,一边使切削刀具10向箭头a所示的方向旋转,一边使卡盘工作台4向箭头b所示的方向(后方)移动。在该情况下,卡盘工作台4和切削刀具10相对移动,以使切削刀具10的下端的移动方向与卡盘工作台4的移动方向一致。然后,进行切削刀具10从修锐板11的正面侧(修锐部件15侧)朝向背面侧(基板13侧)切入的所谓的下切。
[0053]
图4是示出切削刀具10切入修锐板11的情形的剖视图。切削刀具10以下端10a到达基板13的切入深度d切入修锐板11的修锐部件15侧。另外,切削刀具10向修锐板11切入的切入深度d相当于修锐板11的正面(修锐部件15的正面15a)与切削刀具10的下端10a的高度差。
[0054]
另外,切削刀具10向修锐板11切入的切入深度d相当于切削刀具10向修锐部件15切入的切入深度d1与切削刀具10向基板13切入的切入深度d2之和。切入深度d1相当于修锐部件15的厚度,切入深度d2相当于基板13的正面13a与切削刀具10的下端10a的高度差。
[0055]
当使切削刀具10切入修锐板11时,切削刀具10从正面15a侧朝向背面15b侧进行切削而将修锐部件15切断,并且对基板13的正面13a侧的一部分进行切削。其结果为,在切削刀具10的前端部产生结合材料的磨损。
[0056]
然后,使切削单元6沿y轴方向移动(分度进给),使切削刀具10进一步切入修锐板11的没有形成切削槽11a的区域。然后,重复进行相同的步骤,直至磨粒在切削刀具10的前端部从结合材料充分地突出。由此,对切削刀具10进行修锐,提高切削刀具10的锋利度。
[0057]
这里,基板13不含有磨粒,修锐部件15含有磨粒。因此,基板13与修锐部件15相比不容易产生切削刀具10的磨损。而且,当使切削刀具10切入修锐板11时,切削刀具10的前端部与修锐部件15接触而磨损,并且与基板13接触而轻微磨损。
[0058]
这样,当在修锐部件15的下方配置不含有磨粒的基板13并使切削刀具10以到达基板13的方式切入时,与使切削刀具10仅切入修锐部件15的情况相比,能够缓和切削刀具10
的前端部的磨损。由此,防止切削刀具10的前端部的结合材料的过度磨损和磨粒的过度突出。其结果为,在之后利用切削刀具10对被加工物进行切削时,能够防止在被加工物上产生缺口(崩边)等加工不良。
[0059]
另一方面,切削刀具10的磨损主要是由于与含有磨粒的修锐部件15的接触而产生的。因此,与以往那样使切削刀具10切入材质与被加工物相同且不含有磨粒的修锐用的晶片(伪晶片)的情况相比,促进了切削刀具10的磨损。其结果为,削减了切削刀具10的修锐所需的工序数和时间。
[0060]
另外,优选基板13由与之后利用切削刀具10进行加工的被加工物相同的材质构成。例如,在被加工物是硅晶片的情况下,优选使用由硅构成的基板13。在该情况下,切削刀具10的前端部与材质和被加工物相同的基板13接触而磨损。其结果为,切削刀具10的前端部的磨粒的突出量根据被加工物的材质而被最优化。由此,切削刀具10以适合切削被加工物的方式进行修锐,切削刀具10成为更适合被加工物的加工的状态。
[0061]
但是,基板13的材质和被加工物的材质也可以不同。在该情况下,优选根据被加工物的性质(脆性、延展性、韧性等)来选择基板13的材质,以使切削刀具10在基板13和被加工物中发生磨损的效果相同。例如,在被加工物是gaas晶片的情况下,可以使用由硅构成的基板13。
[0062]
图4所示的切入深度d和切入深度d2的值根据切削刀具10的材质、厚度、直径、修锐板11的材质等而被设定为适当地实施切削刀具10的修锐。而且,根据该切入深度d和切入深度d2的值,设定修锐部件15的厚度(与切入深度d1对应)。例如,在切入深度d设定为0.25mm~0.3mm左右、切入深度d2设定为0.05mm~0.1mm左右的情况下,修锐部件15的厚度设定为0.2mm左右。
[0063]
基板13的厚度只要是比切入深度d2大的值,则没有限制。但是,优选将基板13的厚度设定为使基板13的刚性在一定程度上变高并且不容易在修锐板11上产生挠曲。例如,基板13的厚度被设定为修锐部件15的厚度以上、优选设定为修锐部件15的厚度的3倍以上。另外,也可以在基板13的背面13b侧固定对修锐板11进行支承的支承部件来提高修锐板11的刚性。
[0064]
如上所述,本实施方式的修锐板11具有不含有磨粒的基板13和含有磨粒的修锐部件15。而且,通过利用切削刀具10对基板13和修锐部件15一起进行切削,能够实施切削刀具10的修锐。此时,当使切削刀具10以到达基板13的方式切入修锐板11时,缓和了切削刀具10的前端部的磨损。由此,防止切削刀具10的过度修锐,抑制在利用切削刀具10对被加工物进行加工时产生加工不良。
[0065]
另外,修锐前的切削刀具10为磨粒在其前端部几乎不露出的状态。当使该状态的切削刀具10切入修锐板11时,施加于修锐板11和切削刀具10的压力(加工负荷)变大,有可能在修锐板11和切削刀具10上产生裂纹、缺口等。因此,优选将修锐的前半部分的加工进给速度设定得比修锐的后半部分的加工进给速度小。
[0066]
例如,首先,使切削刀具10以规定的转速(例如30000rmp)进行旋转,并且使卡盘工作台4以第1加工进给速度(例如10mm/s)移动,进行第1次的切削(第1切削步骤)。然后,在维持切削刀具10的转速的状态下,使卡盘工作台4以比第1加工进给速度快的第2加工进给速度(例如40mm/s)移动,进行第2次以后的切削(第2切削步骤)。
[0067]
这样,至少通过将第1次的切削中的卡盘工作台4的加工进给速度设定得较小,能够降低加工负荷,从而能够防止在修锐板11和切削刀具10上产生裂纹、缺口等。另外,第1切削步骤和第2切削步骤中的切削次数没有限制。例如,第1切削步骤中的切削次数被设定为1次,第2切削步骤中的切削次数被设定为10次以上且50次以下左右。
[0068]
另外,也可以将第1切削步骤中的切削刀具10向修锐板11切入的切入深度设定得比第2切削步骤中的切削刀具10向修锐板11切入的切入深度小。在该情况下,也能够降低第1切削步骤中的加工负荷。
[0069]
除此之外,上述实施方式的构造、方法等能够在不脱离本发明的目的的范围内适当变更而实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1