一种降低工序耗时的脱硫渣带罐打水循环处理方法与流程
[0001]
本发明属于脱硫渣处理技术领域,尤其涉及一种降低工序耗时的脱硫渣带罐打水循环处理方法。
背景技术:
[0002]
我国作为全球最大的钢铁生产国和消费国,钢铁生产过程中产生的固体废弃物也已成为我国环保产业总体发展中不可忽视的一环。根据目前的钢铁冶炼技术每生产1t钢约产生100kg的钢渣。脱硫渣是钢厂在炼钢以及钢液炉外精炼过程中,脱除硫、硅等有害杂质等产生的钢渣。
[0003]
目前国内大部分钢厂脱硫渣处理工艺采用的是:在喷淋房内带罐打水一定时间后,倒入专门的渣池中醒渣。在打水过程中,渣罐中的高温液态渣遇水冷却,产生大量蒸汽和粉尘,现有技术中,采用冷却模块对带罐打水的渣罐进行降温除尘。然而,由于带罐打水工序中,通常是先对一批渣罐进行带罐打水完毕后,然后把这一批渣罐转移,再重新补给一批新的渣罐以进行带罐打水。因此,由于尚无法实现渣罐的循环补给,导致该工序中,存在耗时时间长。
技术实现要素:
[0004]
本发明的目的在于提供一种降低工序耗时的脱硫渣带罐打水循环处理方法,可实现渣罐的循环补给和脱硫渣的循环处理。为实现上述目的,本发明采用如下技术方案:一种降低工序耗时的脱硫渣带罐打水循环处理方法,基于一脱硫渣带罐打水循环系统,该系统包括:一基板,所述基板包括对称设置的打水冷却区和空冷醒渣区;所述打水冷却区的上方设置脱硫渣冷却模块;所述打水冷却区内放置一组沿所述打水冷却区长度方向分布的循环台车模块,所述循环台车模块包括若干沿互相平行的循环台车;每个所述循环台车上均可拆卸地放置渣罐组;位于长度方向上的所述基板的首端处设置第一移动导轨和第一液压推缸机,所述第一移动导轨位于所述基板和第一液压推缸机之间;所述第一移动导轨位于所述基板的外侧;所述第一移动导轨沿所述基板的宽度方向设置;所述第一液压推缸机的输出端沿所述基板的长度方向移动;所述第一液压推缸机高于第一移动导轨和基板;所述第一移动导轨上设置第一移动渡车,所述第一移动渡车上设置送料台车,所述送料台车上设置渣罐组;所述送料台车和循环台车的结构相同;位于长度方向上的所述基板的尾端处设置第二移动导轨和第二液压推缸机,所述第二移动导轨位于所述基板和第二液压推缸机之间;所述第二移动导轨位于所述基板的外侧;所述第二移动导轨沿所述基板的宽度方向设置;所述第二液压推缸机的输出端沿所述基板的长度方向移动;所述第二液压推缸机高于第二移动导轨和基板;所述第二液压推缸机和第一液压推缸机位于所述基板划分打水冷却区和空冷醒渣区所形成的第一中心线的两侧;所述第二移动导轨上设置第二移动渡车;其特征在于,包括打水冷却区填充工序、打水冷却区与空冷醒渣区之间的换轨工序;
其中,打水冷却区填充工序包括:a1:操作人员将送料台车放置于第一移动渡车上,通过一外加设备将装有脱硫渣的渣罐放置于送料台车上;a2:第一移动导轨移动,以带动第一移动渡车移动至正对打水冷却区的位置处,:第一液压推缸机伸出,施加推力至送料台车以将送料台车推送至打水冷却区内;a3:重复步骤a1~ a2,直至打水冷却区内所有的工位布满由送料台车形成的循环台车模块;打水冷却区与空冷醒渣区之间的换轨工序包括:s1:第一液压推缸机伸出,施加推力至打水冷却区内靠近第一液压推缸机的一循环台车,打水冷却区内远离第一液压推缸机的一循环台车被推进至第二移动渡车上,此时打水冷却区内靠近第一液压推缸机的一个工位空出;第二移动渡车开始朝空冷渣醒区移动;s2:第一液压推缸机、第一移动渡车归位,操作人员将一送料台车放置于第一移动渡车;此时,第二移动渡车将一循环台车运载至正对空冷醒渣区处;s3:第一移动渡车将送料台车运载至正对打水冷却区的位置,此时第二液压推缸伸出并施加推力至第二移动渡车上的循环台车,该循环台车推进至空冷醒渣区内;s4:第一液压推缸机伸出并施加推力至第一移动渡车上的送料台车,该送料台车被推进至打水冷却区内的空出工位上,实现一次补给;此时第二液压推缸机归位,第二移动渡车上无循环台车设置;s5:第一液压推缸机归位,第一移动渡车归位至正对空冷醒渣区的位置处,操作人员将一送料台车放置在第一移动渡车上,以待循环使用;当空冷醒渣区内均布满渣罐组时,一个带罐打水循环处理工序结束。
[0005]
优选地,其特征在于,所述脱硫渣冷却模块包括若干平行设置的脱硫渣冷却单元,所述脱硫渣冷却单元包括一进水管和与所述进水管的输出端连通的一除尘罩。
[0006]
与现有技术相比,本发明的优点为:(1)通过第一液压推缸机、第一移动导轨和第一移动渡车的配合,将第一渡车上的送料台车挨个送入打水冷却区内,直至打水冷却区内所有的工位布满渣罐组。其中,当前一个送料台车被送入打水冷却区后,由操作人员负责将后一个送料台车放置在第一移动渡车上;经打水冷却充分的循环台车从另一端驶出,配合另一端的第二移动渡车、第二移动导轨和第二液压推缸机进行换轨作业,渣罐组进入空冷醒渣区。由此,实现带罐打水处理线的循环,节约了作业时间。
[0007]
(2)通过配套使用移动导轨、送料台车、移动渡车和液压推缸机,将载有脱硫渣的渣罐依次送入脱硫渣冷却模块,配合湿法除尘器进行带罐打水的新工艺, 有效避免了传统的脱硫渣处理过程中打水浸泡所产生的扬尘排放,再加上厂房、通廊实现全封闭化,可以从源头和传播渠道双重控尘,有效确保了脱硫渣处理全过程的安全环保、无扬尘污染,极大地改善了生产现场及周边环境,解决了国内脱硫渣处理的难题。
附图说明
[0008]
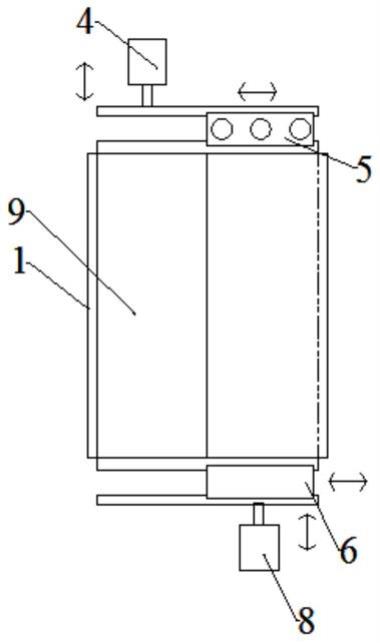
图1为本发明一实施例的脱硫渣带罐打水循环系统的示意图;图2为图1的左视图;
图3为图1的右视图;图4为图1中去除脱硫渣冷却模块的结构图;图5~图9为本发明一实施例的降低工序耗时的脱硫渣带罐打水循环处理方法的工作步骤状态图;图10为降低工序耗时的脱硫渣带罐打水循环处理方法的工序侧视图;图11为本发明一实施例的脱硫渣醒渣出渣系统。
[0009]
其中,1-基板,2-循环台车,3-第一移动渡车,4-第一液压推缸机,5-送料台车,6-第二移动渡车,7-第二移动导轨,8-第二液压推缸机,9-脱硫渣冷却模块,10-渣罐组,11-第一移动导轨,12-基座轨道,13-铸造桥式起重机, 14-电磁吸盘起重机,15-作业平台,16-装载机,17-液压倾翻筛,18-筛下漏斗,19-振动给料机,20-皮带机,21-除铁器,22-计量称,23-脱硫渣醒渣池。
具体实施方式
[0010]
下面将结合示意图对本发明进行更详细的描述,其中表示了本发明的优选实施例,应该理解本领域技术人员可以修改在此描述的本发明,而仍然实现本发明的有利效果。因此,下列描述应当被理解为对于本领域技术人员的广泛知道,而并不作为对本发明的限制。
[0011]
如图1~10所示,一种脱硫渣用带罐打水循环系统,包括:基板1、第一液压推缸机4、第一移动导轨11、第一移动渡车3、送料台车5、第二液压推缸机8、第二移动导轨7和第二移动渡车6。
[0012]
基板1,用于承载正在进行带罐打水工序的渣罐、已经结束带罐打水工序的渣罐。基板1包括对称设置的打水冷却区和空冷醒渣区;打水冷却区的上方设置脱硫渣冷却模块9;打水冷却区内放置一组沿打水冷却区长度方向分布的循环台车2模块,循环台车2模块包括若干沿互相平行的循环台车2;每个循环台车2上均可拆卸地放置渣罐组10;循环台车2的作用是:在第一液压推缸机4的推动下,由打水冷却区进入第二移动渡车6,之后由第二移动渡车6运载至第二液压推缸机8处,由第二液压推缸机8一液压推缸机至空冷醒渣区。
[0013]
位于长度方向上的基板1的首端处设置第一移动导轨11和第一液压推缸机4,第一移动导轨11位于基板1和第一液压推缸机4之间;第一移动导轨11位于基板1的外侧;第一移动导轨11沿基板1的宽度方向设置;第一液压推缸机4的输出端沿基板1的长度方向移动;第一液压推缸机4高于第一移动导轨11和基板1;第一移动导轨11上设置第一移动渡车3,第一移动渡车3上设置送料台车5,送料台车5上设置渣罐组10;送料台车5和循环台车2的结构相同。其中,第一移动渡车3与第一移动导轨11可拆卸地连接。在本实施例中,送料台车5上和其上的渣罐组10作为补给,进入打水冷却区。该补给由操作人员完成,即该打水冷却区和空冷醒渣区的换轨工序开始前,第一移动渡车3上放至一送料台车5、送料台车5上设置渣罐组10、打水冷却区内布满渣罐组10,在第一移动渡车3在第一移动导轨11的带动下,进入第一液压推缸机4处,第一液压推缸机4将第一移动渡车3上的送料台车推进至打水冷却区,之后第一移动渡车3归位,操作人员将另一个装载有渣罐组10的送料台车放至第一移动渡车3上,由此实现循环补给。
[0014]
位于长度方向上的基板1的尾端处设置第二移动导轨7和第二液压推缸机8,第二
移动导轨7位于基板1和第二液压推缸机8之间;第二移动导轨7位于基板1的外侧;第二移动导轨7沿基板1的宽度方向设置;第二液压推缸机8的输出端沿基板1的长度方向移动;第二液压推缸机8高于第二移动导轨7和基板1;第二液压推缸机8和第一液压推缸机4位于基板1划分打水冷却区和空冷醒渣区所形成的第一中心线的两侧;第二移动导轨7上设置第二移动渡车6;第二移动渡车6与第二移动导轨7可拆卸地连接。
[0015]
在本实施例中、第一移动渡车3、第二移动渡车6可以为一承载板,也可以底部设置车轮。送料台车5和循环台车2可以为一承载板,也可以底部设置车轮,以方便液压推缸机顺利推动。
[0016]
在本实施例中,第一液压推缸机4、第二液压推缸机8分别由一液压站提供能源。
[0017]
在本实施例中,脱硫渣冷却模块9包括若干平行设置的脱硫渣冷却单元,脱硫渣冷却单元包括一进水管和与进水管的输出端连通的一除尘罩。
[0018]
在本实施例中,第一移动导轨11和第二移动导轨7的结构相同;且第一移动导轨11、第二移动导轨7分别沿对应的基座导轨移动,如第二移动导轨7沿基座导轨12移动;第一移动导轨11和基座导轨均为现有技术。
[0019]
上述脱硫渣用带罐打水循环系统的工作原理如下,如图5~9所示:打水冷却区填充工序:铁水脱硫后产生的渣液浮在铁水表面,由扒渣机将该部分渣液扒入渣罐。利用平板车将渣罐运入脱硫渣处理车间,通过铸造桥式起重机13将渣罐依次吊入送料台车5上。
[0020]
通过第一液压推缸机4、第一移动导轨11和第一移动渡车3的配合,将第一渡车上的送料台车5挨个送入打水冷却区内,直至打水冷却区内所有的工位布满渣罐组10。其中,当前一个送料台车5被送入打水冷却区后,由操作人员负责将后一个送料台车5放置在第一移动渡车3上。
[0021]
具体的,包括步骤a1~ a3:a1:操作人员将送料台车放置于第一移动渡车上,通过一外加设备将装有脱硫渣的渣罐放置于送料台车上;a2:第一移动导轨移动,以带动第一移动渡车移动至正对打水冷却区的位置处,:第一液压推缸机伸出,施加推力至送料台车以将送料台车推送至打水冷却区内;a3:重复步骤a1~ a2,直至打水冷却区内所有的工位布满由送料台车形成的循环台车模块。
[0022]
打水冷却区和空冷醒渣区的换轨工序:经打水冷却充分的循环台车2从另一端驶出,配合另一端的第二移动渡车6、第二移动导轨7和第二液压推缸机8进行换轨作业,渣罐组10进入空冷醒渣区。其中,打水冷却区填充工序中,进入打水冷却区内的送料台车5,在该换轨工序统称循环台车2,以便于区分正在第一渡车上始终承载的一送料台车5。
[0023]
(1)第一移动渡车3上放置一送料台车5(送料台车5上设置渣罐组10)、打水冷却区内布满渣罐组10、第二移动渡车6运动至正对打水冷却区的位置;如图5所示;(2)第一液压推缸机4伸出,施加推力打水冷却区内靠近第一液压推缸机4的一循环台车2,打水冷却区内远离第一液压推缸机4的一循环台车2被推进至第二移动渡车6上,如图5所示,此时打水冷却区内靠近第一液压推缸机4的一个工位空出;第二移动渡车6开始朝空
冷渣醒区移动;(3)第一液压推缸机4、第一移动渡车3归位,操作人员将新的一送料台车5放至于第一移动渡车;此时,第二移动渡车6将一循环台车2运载至正对空冷醒渣区处,如图6所示;(4)第一移动渡车3将送料台车运载至正对打水冷却区的位置,此时第二液压推缸伸出并施加推力至第二移动渡车6上的循环台车2,该循环台车2被推进至空冷醒渣区内,如图7所示;(5)第一液压推缸机4伸出并施加推力至第一移动渡车3上的送料台车,该送料台车被推进至打水冷却区内(步骤2中)的空出工位上,实现一次补给,如图8所示;此时第二液压推缸机8归位,第二移动导轨7上的第二移动渡车6无循环台车2设置,如图8所示;(6)第一液压推缸机4归位,第一移动渡车3归位,即位于正对空冷醒渣区的位置处,操作人员重新将一送料台车5放置在第一移动渡车3上,以待循环使用。最终,空冷醒渣区内均布满渣罐组10,此时,一个带罐打水循环结束,如图9所示。
[0024]
本实施例中还提出了一种脱硫渣处理线,脱硫渣用带罐打水循环系统,还包括一连接空冷醒渣区的脱硫渣醒渣出渣系统,如图11所示,该脱硫渣醒渣出渣系统包括:一脱硫渣醒渣池23,脱硫渣醒渣池23的输出端连接一液压倾翻筛17,液压倾翻筛17的输出端连接一筛下漏斗18;筛下漏斗18底部的输出端设置一振动给料机19,振动给料机19的下方设置一皮带机20。其中,筛下漏斗18的上端卡设在作业平台15上。
[0025]
在本实施例中,脱硫渣醒渣池23的输入端设置铸造桥式起重机13,脱硫渣醒渣池23的输出端通过一装载机16连接液压倾翻筛17。
[0026]
在本实施例中,进一步包括设置在液压倾翻筛17处的电磁吸盘起重机14。
[0027]
该脱硫渣循环处理系统的工作原理,如11所示:等运输渣罐的平板车到来,利用铸造桥式起重机13将新来的渣罐放入打水冷却区填充工序的处理线后,将空冷醒渣区的渣罐起吊,将罐内脱硫渣倒入一侧的位于作业平面15上的脱硫渣醒渣池23内醒渣,空的渣罐放至平板车上返回炼钢,形成工艺循环。
[0028]
脱硫渣醒渣池23内的脱硫渣经过充分醒渣后,利用装载机16铲运至液压倾翻筛17或地坪筛上。筛上大块渣铁通过电磁吸盘起重机14选出,返回炼钢消耗使用;筛下物料再经过筛分、磁选等工序加工后,选出的铁同样返回炼钢消耗使用,剩余的尾渣外售。
[0029]
该脱硫渣处理线的主跨厂房长154米,宽36米,副跨厂房长度44米、宽33米。配套使用步进式台车系统、移动渡车系统和液压推缸系统,将载有脱硫渣的渣罐依次送入除尘罩底部,配合湿法除尘器进行带罐打水。
[0030]
主跨厂房内安装1台75/32t铸造桥式起重机13用于脱硫渣渣罐卸罐装罐、吊运及倒渣作业。主跨东侧半幅厂房内设置有两组台车工位,各13个,每辆循环台车2(送料台车5)可载3个渣罐,共计罐位78个(除第一移动渡车3上的送料台车5)。
[0031]
南侧39个罐位为带罐打水冷却区,罐位上方设置有固定除尘罩和喷淋管,并配套2台30万风量筛管浸入式湿法除尘器来保证脱硫渣带罐打水时的超低排放;北侧39个罐位为带罐空冷醒渣区。
[0032]
台车系统包括基板1两端头各设有的一辆移动渡车和一套液压推车系统(液压站和一移动渡车)用于载罐台车在打水冷却区与空冷醒渣区之间的台车换轨作业,配合形成了完整的脱硫渣处理线循环。
[0033]
主跨西侧半幅厂房内设置有4个脱硫渣醒渣池23,一个渣池晾晒醒渣、一个渣池出渣,两用两备。利用铸造桥式起重机13将空冷醒渣区的脱硫渣倒入脱硫渣醒渣池23后,渣罐继续返回炼钢车间装渣。每个脱硫渣渣池均可贮存1天的产渣量,即脱硫渣可在渣池内醒渣16-24小时左右。
[0034]
脱硫渣醒渣池23出口朝向副跨厂房,利用装载机16出渣,将醒好的脱硫渣铲到液压翻转筛上,筛上大块渣铁通过电磁吸盘起重机14选出,返回炼钢消耗使用;筛下物料经除铁器选铁后,选出的铁同样返回炼钢使用,剩余的尾渣经计量22称称后外售。实现了脱硫渣打水冷却闷渣、倒渣、晾晒醒渣、地坪筛分及皮带机20外运上料作业均在脱硫渣处理车间厂房内完成。
[0035]
该脱硫渣处理线采用国内先进的液压推缸系统推动步进式脱硫渣载罐台车(第一移动渡车3上的送料台车5和打水冷却区内的循环台车2),打水冷却区内的循环台车2上方设固定除尘罩,带罐打水并配套湿法除尘工艺,有效避免了传统的脱硫渣处理过程中打水浸泡所产生的扬尘排放,同时该处理线厂房采用全封闭钢结构,不锈钢彩瓦形式,并配套2台30万风量筛管浸入式湿法除尘器,通过源头控尘和处理线全封闭棚化抑尘,有效确保了脱硫渣处理全过程的安全环保、无扬尘污染,极大地改善了生产现场及周边环境,产生了良好的环境效益和生态效益。同时,该脱硫渣处理工艺,还进一步降低了生产成本,减少了工业废水的排放,降低了工业废水的处理成本,产生了良好的经济效益。
[0036]
上述仅为本发明的优选实施例而已,并不对本发明起到任何限制作用。任何所属技术领域的技术人员,在不脱离本发明的技术方案的范围内,对本发明揭露的技术方案和技术内容做任何形式的等同替换或修改等变动,均属未脱离本发明的技术方案的内容,仍属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1