一种自动打磨处理新能源电池铜排的系统的制作方法
[0001]
本发明涉及铜排生产加工领域,具体的说是一种自动打磨处理新能源电池铜排的系统。
背景技术:
[0002]
随着新能源技术的不断创新发展,新能源汽车的性能也不断优化。作为新能源电池上的重要连接件——铜排,在经过焊接后需要进行打磨,以恢复铜排原有的尺寸,同时去除焊接后铜排表面的杂质,以保持铜排表面光洁;目前打磨主要依靠皮带打磨级和砂轮机进行打磨,工人手持焊接后的铜排进行打磨,由于打磨时粉尘飞溅,工作环境恶劣,工人劳动强度大;工人在打磨时不易控制打磨力度,易使铜排打磨后的尺寸无法匹配,导致报废件增多,降低了良品率,增加了生产成本,因此设计一种自动打磨处理新能源电池铜排的系统解决上述问题。
技术实现要素:
[0003]
现为了解决上述技术问题,本发明提出了一种自动打磨处理新能源电池铜排的系统。本发明所要解决的技术问题采用以下技术方案来实现:
[0004]
一种自动打磨处理新能源电池铜排的系统,包括砂轮打磨机,所述砂轮打磨机上设有一对砂轮,还包括一对轨道,所述轨道内均滑动安装有移动台,所述移动台靠近砂轮的一端均铰接有安装板;
[0005]
所述安装板上均转动安装有夹紧铜排夹紧装置,所述移动台上均设有带动对应的安装板摆动调整打磨角度的调整机构,所述轨道内均设有带动移动台运动的同时使夹紧装置转动改变铜排打磨位置的驱动装置。
[0006]
所述夹紧装置包括转动安装在安装板的夹紧台,所述夹紧台上滑动安装有两组可分别夹紧铜排两端的夹紧块,所述夹紧台上设有与对应的夹紧块配合的双头螺杆。
[0007]
所述调整机构包括安装在移动台上的凸轮,所述安装板上铰接安装有一对摆杆,一对摆杆远离夹紧装置的一端均与摆杆相连,所述移动台上设有与摆杆相连的一号电机。
[0008]
所述驱动装置包括与夹紧装置相连的齿轮,所述轨道上设有竖直方向高度高于齿轮的齿条,所述轨道内设有拉动移动台同时带动移动台升降以使齿轮和齿条配合的动力机构。
[0009]
所述动力机构包括安装在移动台上的两组滑轮,所述轨道内设有与对应的滑轮配合的梯形滑槽,所述梯形滑槽靠近夹紧装置的一端铰接安装有为滑轮提供支撑力的支撑杆,所述动力机构还包括分布在轨道且与移动台相连的液压缸。
[0010]
所述液压缸活塞杆末端设有直线导轨,所述移动台上设有与直线导轨配合的导轨槽。
[0011]
所述轨道配合有双头丝杠所述双头丝杠连接有二号电机。
[0012]
本发明的有益效果是:本发明通过滑轮与梯形滑槽配合带动移动台升降以使齿轮
和齿条配合,打磨铜排的另一端,无需人工夹持操作;通过凸轮带动摆杆摆动调整安装板的角度,改动夹紧台上铜排的角度,使铜排充分打磨。
附图说明
[0013]
下面结合附图和实施例对本发明进一步说明。
[0014]
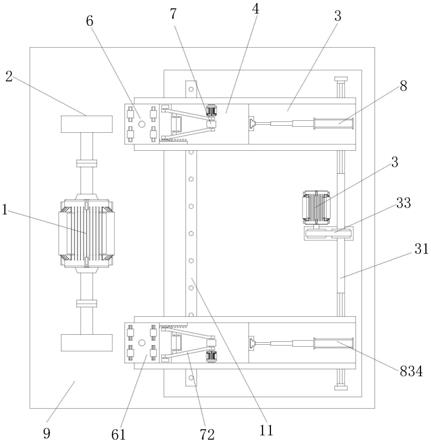
图1为本发明的俯视图;
[0015]
图2为本发明的右视图;
[0016]
图3为本发明的夹紧装置的俯视结构示意图;
[0017]
图4为本发明轨道结构示意图;
[0018]
图5为本发明图4中i的放大视图。
[0019]
图中所示:1、砂轮打磨机;2、砂轮;3、轨道;4、移动台;5、安装板;6、夹紧装置;7、调整机构;8、驱动装置;9、底板;10、支架;11、导轨;61、夹紧台;62、夹紧块;63、双头螺杆;71、凸轮;72、摆杆;73、一号电机;81、齿轮;82、齿条;83、动力机构;831、滑轮;832、梯形滑槽;833、支撑杆;834、液压缸;835、直线导轨;836、导轨槽;837、限位块;838、通槽;31、双头丝杠;32、二号电机;33、皮带传动机构;832a、上升段;832b、水平段;832c、下降段;832d、复位段。
具体实施方式
[0020]
为了使本领域的技术人员更好的理解本发明的技术方案,下面将结合实施例中的附图,对本发明进行更清楚、更完整的阐述,当然所描述的实施例只是本发明的一部分而非全部,基于本实施例,本领域技术人员在不付出创造性劳动性的前提下所获得的其他的实施例,均在本发明的保护范围内。
[0021]
如图1至图5所示,一种自动打磨处理新能源电池铜排的系统,包括砂轮打磨机1,所述砂轮打磨机1上设有一对砂轮2,还包括一对轨道3,所述轨道3内均滑动安装有移动台4,所述移动台4靠近砂轮2的一端均铰接有安装板5;所述轨道3下方设有底板9;
[0022]
所述安装板5上均转动安装有夹紧铜排夹紧装置6,所述移动台4上均设有带动对应的安装板5摆动调整打磨角度的调整机构7,所述轨道3内均设有带动移动台4运动的同时使夹紧装置6转动改变铜排打磨位置的驱动装置8。
[0023]
所述夹紧装置6包括转动安装在安装板5上的夹紧台61,所述夹紧台61上滑动安装有两组可分别夹紧铜排两端的夹紧块62,所述夹紧台61上设有与对应的夹紧块62配合的双头螺杆63;所述双头螺杆63均连接有固定连接有内六角端头,以便于工人进行调节;通过转动内六角端头调节夹紧块62之间的间距,适应不同厚度的与数量的铜排。
[0024]
所述调整机构7包括安装在移动台4上的凸轮71,所述安装板5上铰接安装有一对摆杆72,一对摆杆72远离夹紧装置6的一端均与摆杆72相连,所述移动台4上设有与摆杆72相连的一号电机73;所述一号电机73带动凸轮71转动,使摆杆72带动安装板5摆动,调整夹紧台61上铜排的角度,对铜排进行方向打磨,防止出现打磨不均匀的情况。
[0025]
所述驱动装置8包括与夹紧装置6相连的齿轮81,所述轨道3上设有竖直方向高度高于齿轮81的齿条82,所述轨道3内设有拉动移动台4同时带动移动台4升降以使齿轮81和齿条82配合的动力机构83;所述齿条82长度为齿轮81周长的一半,齿条82带动齿轮81转动,
带动夹紧台61转动180度,打磨夹紧台61上铜排的另一端。
[0026]
所述动力机构83包括安装在移动台4上的两组滑轮831,所述轨道3内设有与对应的滑轮831配合的梯形滑槽832,所述梯形滑槽832靠近夹紧装置6的一端铰接安装有为滑轮831提供支撑力的支撑杆833,所述动力机构83还包括分布在轨道3且与移动台4相连的液压缸834;两组滑轮831分别位于移动台4的前后两端,梯形滑槽832对滑轮831的轨迹进行限制,所述移动台4内设有限制支撑杆833转动角度的限位块837;如图4所示,梯形滑槽832包括上升段832a、水平段832b、下降段832c和复位段832d,所述支撑杆833分布在上升段832a和复位段832d之间;
[0027]
液压缸834拉动移动台4,使滑轮831在梯形滑槽832内运动,当滑轮831运动至梯形滑槽832的上升段832a最高点时,齿条82与齿轮81啮合;在滑轮831进入上升段832a时支撑杆833提供支撑力,防止滑轮831直接进入复位段832d;
[0028]
随后液压缸834继续拉动移动台4,使滑轮831在水平段832b移动,使齿条82带动齿轮81转动;
[0029]
齿轮81转动停止转动,滑轮831运动至下降段832c,当从下降段832c运动至复位段832d后,液压缸834改为推动移动台4,同时液压缸834为滑轮831提供推力带动支撑杆833摆动,使滑轮831再次进入上升段832a内。
[0030]
所述液压缸834活塞杆末端设有直线导轨835,所述移动台4上设有与直线导轨835配合的导轨槽836;所述轨道3上设有防止导轨槽836运动干涉的通槽838;由于滑轮831和梯形滑槽832可进行升降运动,为了防止在升降过程中发生运动干涉,通过直线导轨835和导轨槽836配合,实现在移动台4升降过程中与液压缸834始终稳定配合。
[0031]
所述轨道3配合有双头丝杠31,所述双头丝杠31连接有二号电机32;所述底板9上设有;所述二号电机32驱动双头丝杠31转动带动轨道3沿水平方向相对滑动,使夹紧台61上的铜排的不同位置砂轮打磨机1充分接触,防止仅在一处打磨导致铜排尺寸不均匀;所述砂轮打磨机1固定在底板9上,所述底板9上设有支架10,所述双头丝杠31和二号电机32均安装在底板9上,所述底板9上还设有为轨道3进行导向的导轨11;所述二号电机32与双头丝杠31之间设有皮带传动机构33。
[0032]
在本发明中,当铜排需要打磨时,第一步:转动内六角端头调节夹紧块62之间的间距,夹紧铜排;
[0033]
第二步:启动砂轮打磨机1对铜排进行打磨,在打磨过程中,一号电机73带动凸轮71转动,使摆杆72带动安装板5摆动,调整夹紧台61上铜排的角度,对铜排进行方向打磨,防止出现打磨不均匀的情况,同时二号电机32驱动双头丝杠31转动带动轨道3沿水平方向相对滑动,使夹紧台61上的铜排的不同位置砂轮打磨机1充分接触;
[0034]
第三步,当铜排的一端打磨完成,液压缸834拉动移动台4,使滑轮831与梯形滑槽832配合,带动移动台4升降同时使齿条82与齿轮81啮合,带动夹紧台61转动;
[0035]
第四步:液压缸834推动移动台4复位,使铜排与砂轮打磨机1接触进行打磨。
[0036]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1