一种采用回收铝制造高强韧铝合金的方法与流程
[0001]
本发明涉及一种采用回收铝制造高强韧铝合金以及铸件的方法,特别是采用回收的废旧铝车轮制造高强韧铝合金和铸件的方法。
背景技术:
[0002]
自1960年代开始,铝合金在汽车、飞机和火车等交通工具上逐渐得到广泛应用。例如,到2017年,国内的机动车保有量已经突破2.17亿辆,几乎每辆汽车都采用了铝合金零部件。其中,近一半的汽车采用了铝合金车轮。因此市场上存在大量的废旧铝车轮。和新的铝合金相比,熔炼再生铝合金仅需要5%的能量消耗。所以每回收一吨铝可以节约8896升汽油,相当于一个一般家庭十年所消耗的电能。因此,如何采用回收铝合金车轮以及其他废铝生产出高品质材料和工业产品是非常有必要的。
[0003]
另一方面,轻量化是近年来一个十分迫切的要求,特别是对包括飞机、火车、汽车等运输业的意义非凡。一般认为,若汽车整车重量降低10%、燃油效率就可以提升6%~8%。汽车整车质量每减少100千克、百公里油耗可降低0.3~0.6升,二氧化碳排放可减少约5克/公里。因此汽车轻量化一直以来是大家追求的目标。一种行之有效的办法就是采用轻质高强韧合金,其中高强韧铝合金的大量应用就变得十分迫切。
[0004]
因此,本发明的第一个目的就是采用回收的废旧铝车轮以及其他废铝制造高强韧铝合金材料以及铸件。
[0005]
本发明的第二个目的就是使高强韧铝合金铸件既可在铸态下使用,也可以在热处理状态下使用。
[0006]
本发明的第三个目的就是使高强韧铝合金铸件可用于不同的铸造工艺生产,例如压力铸造、低压铸造、挤压铸造、重力铸造、差压铸造或者砂型铸造等。
技术实现要素:
[0007]
为实现上述目的,需要采用合适的技术方案。根据本发明的第一个目的,本发明的主要原料就是铝合金旧车轮以及其他废铝,其来源可以是自产的旧车轮、或者是外购的回收产品、或者是其他的合适的废铝。原料本身应该干净、尽量不含油污等。目前,旧车轮的生产合金是al-si-mg,其主要成分为:cu≤0.10%,fe≤0.12%,mg 0.30-0.45%,mn≤0.05%,si 6.5-7.5%,ti≤0.20%,zn≤0.05%,其他元素单个含量≤0.05%,其他元素总含量≤0.15%。需要注意的是,铝合金车轮表面喷有透明油漆。回收的铝合金车轮可以直接熔化,也可以经过破碎后使用。
[0008]
如果使用破碎后的产品,一定要避免破碎过程中产生任何夹杂。熔化后,合金熔液的成分需要进行调整。调整的方法是加入纯元素或者中间合金。调整后的成分除了al元素以外,还包括(重量百分数):mg0.1-0.9%、si7.0-11.5%、mn≤0.85%、ti≤0.25%、zr≤0.25%、cr≤0.25%、v≤0.25%、sc≤0.25%、cu≤0.15%、fe≤0.15%、sr≤0.06%、其他元素单个含量≤0.05%、其他元素总含量≤0.15%。需要着重提出的是,根据工艺的不同,
合金成分需要进行微小调整。
[0009]
根据本发明的第二个目的,本发明的合金既可在铸态下使用,也可以在热处理状态下使用。生产的铸件可以在铸态下直接使用,勿须热处理也能够达到高强高韧,比如可以提供不低于10%的断裂伸长率。众所周知的是铸态使用的合金铸件能够节约制造成本。但是热处理可以进一步提高铸件的性能,比如常规的固溶处理可以显著提高铸件的断裂伸长率。又比如时效处理可以显著地提高拉伸屈服强度。因此,各种热处理工艺都可以用来进一步提高所需要的力学性能。经过适当的热处理,合金的屈服强度可以超过310mpa,同时伸长率超过8%。需要强调的是,合金的强度和韧性相互联系。需要高强度的时候,需要牺牲一点韧性。需要高韧性的时候,可以牺牲一点屈服强度。
[0010]
根据本发明的第三个目的,本发明的高强韧合金可用在不同的铸造工艺生产,例如压力铸造、低压铸造、挤压铸造、重力铸造、差压铸造或者砂型铸造等。当采用压力铸造方法制造高强韧零件时,要求必须把铝合金熔体在高速高压下注入金属型腔并快速冷却。在此过程中非常容易产生紊流流动,从而产生氧化夹杂、降低铸件的延展性。因此压铸过程中,需要控制铝合金熔体在注入过程的流动,减小紊流以减少铸造缺陷。合金经过重熔和铸造后,虽然高强韧压铸件在铸态条件下的力学性能随铸件大小而有所不同,但总体来讲铸件的屈服强度不小于110mpa、伸长率不小于10%、抗拉强度不小于180mpa。同样的合金铸件,经过固溶和人工时效热处理后,铸件的屈服强度不小于310mpa、伸长率不小于8%、抗拉强度不小于380mpa。压铸合金的成分特点是含有一定的锰、铁或者铬等。一般而言,锰的含量不低于0.5%主要是为解决粘模问题。如果没有成份的控制,铸件很难从模具上取下,这样会造成严重的铸件变形和无法组织生产。同时,还需要控制铁的含量。一般而言,回收车轮的铁含量小于0.12%,这可以直接用于压铸,但是如果铁含量高于0.15%后,就不能直接用于压铸生产了,需要进行其他处理。此外,铬的作用和锰类似,但加入量一般控制在0.1%到0.5%。
[0011]
当采用低压铸造、重力铸造、差压铸造或者砂型铸造等方法制造零件时,要求在生产过程中铝合金熔体用低速注入型腔并冷却,同时尽量避免产生紊流流动。根据前述的技术要求,由回收铝制造的铸锭重新熔化后不可以直接用于铸造,其主要问题是杂质含量和氢含量在铸锭重新熔化后都显著增加,需要进行除气和必要的成分调整。在这些铸造工艺里,锰和铬含量可以适当低一点,但是铁的含量尽量低。al-si-mg合金中已经确认的含铁化合物有三种,他们是α-al
15
(fe,mn)3si2,β-al5fesi和β-al8femg3si4。在这些化合物中,β-al5fesi更容易平面生长,形成几毫米大的板状形貌,对铸件的强度和延展性的损害也更大。在铝合金中,锰和铬的加入可以把β-al5fesi转化成α-al
15
(fe,mn)3si2来以此来中和铁的有害影响。根据mn/fe的比例不同,al
15
(fe,mn)3si2可以形成多种形貌,其中包括六角形、星形和枝晶。这些形貌对铝合金的力学性能损害较少,但仍然是有害的,所以铁的含量需要低。此外,熔体里还有非金属杂质,主要是熔炼过程形成的氧化物。由于氧化物的比重和铝合金熔体接近,二者混合在一起不容易分离,更难办的是这些氧化物非常细小,难以去除干净。熔体的除气是铝合金生产的基本操作之一。旋转喷吹等是广泛应用的工艺。理论上气泡越小,气泡和熔体的接触面积越大,除气过程中吸附的氧化物也就会越多,除气效率越高。
[0012]
基于本发明的原理,根据旧车轮以及废铝的来源可以采用不同的具体方法。下面的特例就是根据本发明的原理来实现的。通过下面的描述,可以更准确的理解本发明的精
髓。
具体实施方式
[0013]
实施例1
[0014]
利用回收的旧车轮生产压力铸造用高强合金。车轮表面基本干净,没有明显的污染,此外还有一部分其他的废铝。车轮及废铝经过破碎成块状后,按照8:2的比例加入中频感应炉进行熔炼。熔体的温度到达750℃后,加入合金元素。然后进行旋转喷吹除气。随后进行熔体成分分析和质量分析。实验测得密度指数为0.4%。测得的成份如表1所示。最后生产铸锭。
[0015]
铸件生产的时候,依次进行铸锭重熔,除气和扒渣等。然后熔体被送入一个450吨的冷室压铸机进行铸造,铸件浇注重量500克,主要壁厚为2.5到3.5毫米。在压铸过程中,模具由160℃的水加热,其他的主要参数为内浇口速度为40米/秒,熔体压力为900mpa。第一批试验铸造30个铸件,按固定间隔选4个铸件,每个铸件加工一个拉伸样品,样品总长120毫米,测试段间距宽10毫米、长60毫米,其中50毫米为延伸率测试区间。所生产铸件的机械性能如表2所示。
[0016]
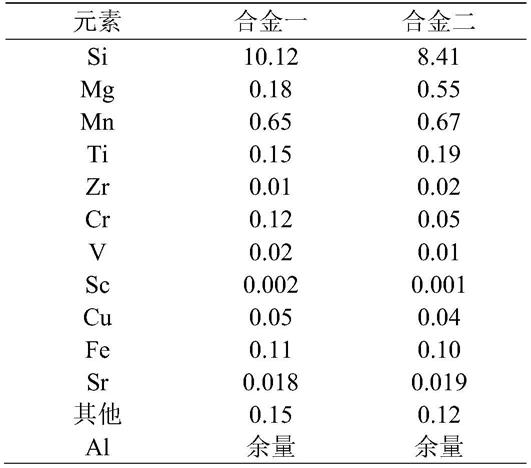
表1、旧车轮回用做压力铸造用高强韧铝合金的化学成分,wt%
[0017][0018]
表2用回收铝铸锭做压铸件的机械性能
[0019][0020][0021]
实施例2
[0022]
利用回收的旧车轮,生产低压铸造、差压铸造、挤压铸造和重力铸造用的高强韧合金。车轮为自产废轮,表面干净,没有油漆污染。此外还有一部分其他的废铝屑。车轮直接熔化后加入铝屑,按照8:2的比例加入电炉进行熔炼。熔体的温度到达750℃后,加入合金元素。然后进行旋转喷吹除气。随后进行熔体成分分析和质量分析。实验测得密度指数为0.2%。测得的成为如表3所示。
[0023]
铸件生产的时候,铸锭被送到不同的铸造厂,铸锭经过标准的重熔,除气和扒渣等工艺,然后进行铸造。铸件浇注重量1000克,主要壁厚为4.1到6.5毫米。试验铸造20个铸件,按固定间隔选4个铸件,每个铸件加工一个拉伸样品,样品总长120毫米,测试段间距宽10毫米、长60毫米,其中50毫米为延伸率测试区间。所生产铸件的机械性能如表4所示。
[0024]
表3用回收的旧车轮生产的低压铸造,差压铸造、挤压铸造和重力铸造用高强韧铝合金铸锭的化学成分(重量百分数,wt%)
[0025][0026]
表4用回收铝铸锭生产的铸件机械性能
[0027][0028]
实施例3
[0029]
利用回收的旧车轮生产砂型铸造用高强韧合金。车轮为外购废轮,表面基本干净,没有污染,此外还有一部分其他的废铝。车轮直接熔化后加入其他的废铝,按照9:1的比例加入电炉进行熔炼。熔体的温度到达750℃后,加入合金元素。然后进行旋转喷吹除气。随后进行熔体成分分析和质量分析。实验测得密度指数为0.3%。测得的成为如表5所示。
[0030]
铸件生产的时候,铸锭被送到铸造厂,铸锭经过标准的重熔,除气和扒渣等工艺。然后进行铸造。铸件为标准的砂型铸造拉伸样品,浇注重量1500克。试验铸造4个铸件,每个铸件加工一个拉伸样品,样品总长120毫米,测试段直径为10毫米、长60毫米,其中50毫米为延伸率测试区间。所生产铸件的机械性能如表6所示。
[0031]
表5用回收的旧车轮生产的砂型铸造用高强韧铝合金铸锭的化学成分(wt%)
[0032][0033]
表6用回收铝铸锭生产的铸件机械性能
[0034][0035]
以上的实例描述只是本发明的一部分应用,根据本发明的原理,可以孕育出各种不同的工艺和实例。因此本发明并不限于上述描写所代表的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1