一种结合力强的耐磨涂层的制作方法
1.本发明属于垃圾焚烧炉设备防护技术领域,具体涉及一种结合力强的耐磨涂层。
2.
背景技术:
3.近年来,我国的垃圾焚烧行业发展迅速。截止2017年,我国已建成投入使用生活垃圾焚烧无害化处理厂286座,虽然数量上还远远无法与生活垃圾卫生填埋无害化处理厂相比,但大有取而代之的势头。然而,由于生活垃圾种类繁多,成分复杂,导致垃圾焚烧系统在实际运行过程中出现 了很多问题,而上述问题的重点之一则是如何准确测量垃圾焚烧炉内的温度,以保证垃圾焚烧的更加充分,更加环保。全世界每年排放的固体废物约为80~100亿t,且随着工业发展和人口增长,这一数字还在逐年递增,由于垃圾对环境造成了恶劣的影响,如何处置这些垃圾已经成为当前环境保护的重要内容。垃圾焚烧法由于处理量大、减容量大、热能可回收的特点而得到迅速发展。
4.在垃圾焚烧热能资源回收中,垃圾所含的盐分、塑料成分较高,与其它燃料相比,其燃烧气体产物中含有大量的氯化氢等腐蚀性气体和灰分,当垃圾焚烧锅炉的蒸汽温度超过300℃时,采用碳钢材料的过热器管就会被高温氯和氯化物迅速腐蚀,因此通常其蒸汽温度不超过300℃,在如此低的蒸汽参数下发电,其发电效率最高约为12%。如果蒸汽温度能提高到400℃,发电效率可以达到21%,则更有利于垃圾焚烧炉发电技术的推广应用。
5.生活垃圾作为燃料具有含水量高、低位发热量、低组分、成分变化大等特点,在运行过程中,其特有的燃烧工况对锅炉的金属受热面产生腐蚀,主要有以下几方面原因:生活垃圾在炉内燃烧过程中,分解出浓度较高的氮化物、碱性金属、焦硫酸盐和与腐蚀相关的一些重金属及较低熔点的混合物在高温烟气和金属管壁温度较高条件下其综合作用主要在过热器位置对金属受热面产生高温腐蚀。其中,垃圾焚烧炉内受到烟气中携带固态颗粒和频繁吹灰引起内壁冲刷磨损和腐蚀磨损,轻则需要停炉检修维护,重则可能导致安全事故。
6.金属涂层是研究和应用较早的耐磨涂层,常用的有金属(mo、ni)、碳钢和低合金钢、不锈钢和ni-cr合金系列涂层。一般采用火焰喷涂、电弧喷涂、等离子喷涂、hvof及爆炸喷涂工艺,涂层具有与基体的结合强度较高,耐磨、抗腐蚀性能、韧性较好等优点。但金属涂层在高温腐蚀环境中使用寿命较短。
7.陶瓷涂层是另一类广泛应用的耐磨涂层,包括氧化物、碳化物、硼化物、氮化物及硅化物等,是金属元素和非金属元素组成的晶体或非晶体化合物。陶瓷涂层具有高熔点、高硬度和良好的耐磨性、耐腐蚀性以及高温稳定性等特点。但喷涂陶瓷涂层工艺复杂,成本较高,而且涂层表面容易出现裂纹,抗热疲劳性能不如金属涂层;而且涂层的韧性较差,不能用于承受较大的冲击载荷。目前常用的陶瓷涂层有al2o3、tio2、cr2o3、zro2、wc、tic、cr3c2、tib2等,一般采用等离子喷涂、火焰喷涂、hvof和爆炸喷涂技术制备。
8.金属与陶瓷涂层各有其独特的优异性能和明显的性能弱点,如何把金属与陶瓷材料各自的优势性能结合起来,实现金属和陶瓷的优势结合,制备既有金属强度和韧性,又有
陶瓷耐高温、耐磨损、耐腐蚀等优点的复合材料,拓宽金属材料和陶瓷材料各自的应用范围,一直是热门的研究方向,在航空、航天、化工、机械、电力等工业防护领域具有广泛的应用前景。
9.然而,由于金属与陶瓷理化性质的差异,例如化学键合方式(金属键/共价键)、热膨胀系数、导热系数等不同,将二者直接复合往往会产生界面结合力不强、易脱落的问题。
10.
技术实现要素:
11.为了克服现有技术的不足,本发明提供一种结合力强的耐磨涂层,其具有金属材料底涂层和陶瓷材料面涂层,借助底涂层与面涂层之间产生的特殊的界面结构形成咬合,提高了金属材料底涂层和陶瓷材料面涂层之间的结合力。
12.为了实现上述目的,本发明采用如下的技术方案,一种结合力强的耐磨涂层,包括形成于基材之上的底涂层,以及形成于底涂层之上的面涂层;所述底涂层为金属材料,所述面涂层为陶瓷材料;其中,底涂层朝向面涂层的表面具有能够镶嵌面涂层的微观结构,通过所述微观结构与面涂层形成咬合。
13.进一步地,所述金属材料为选自fe、ti、ni、cr、al中至少两种元素形成的合金,例如ni-cr、ni-cr-ti、ni-cr-al、fe-ti、fe-cr、fe-al合金等,合金中也可以含有fe、ti、ni、cr、al以外的其它元素以增强其性能。
14.进一步地,所述陶瓷材料包括硬质陶瓷颗粒和高温粘结剂,其中,所述硬质陶瓷颗粒为氧化铝、氧化锆、氧化铬、氧化铈、碳化硅、氮化硅、氮化硼、碳化铬中的一种或多种,平均粒径为10nm-20μm;所述高温粘结剂包括水玻璃、磷酸二氢铝、硅溶胶、铝溶胶和锆溶胶中的一种或几种。此外,陶瓷材料还可以含有其它填料、溶剂和助剂,以改善所形成涂层的综合性能。
15.进一步地,所述微观结构为通过激光蚀刻或化学掩模蚀刻形成的凹槽,所述凹槽截面形状为方形、v形、半圆形、倒梯形中的一种或多种,凹槽截面开口的长度为形成面涂层的陶瓷材料的平均粒径的1.5倍以上。
16.通过激光蚀刻或化学掩模蚀刻形成微观图案是成熟的现有技术,可以精确形成所需的凹槽分布和形状,此处不再赘述。但是,激光蚀刻或化学掩模蚀刻受工艺限制,对设备或环境有较高的要求,较小的施工空间无法适用激光蚀刻,难以拆装或尺寸较大的部件也不适用化学掩模蚀刻。对此,为了拓宽本发明的适用范围,发明人创造性地提出另一种形成本发明所需微观结构的方法:将造孔剂与金属材料混合,在形成底涂层时造孔剂产生气体逸出,从而在底涂层表面产生微观结构。该方法操作简单,理论上可以在大部分防护场合得以实施。
17.由于形成底涂层的金属材料熔点较高,一般采用火焰喷涂、电弧喷涂、等离子喷涂、hvof及爆炸喷涂等工艺,通常有机或无机造孔剂在喷涂过程中早早就已经分解,无法在形成金属涂层后起造孔作用。为了适应本发明的工艺要求,进一步地,造孔剂可以选用金属包覆的热分解材料,所述热分解材料选自碳酸盐、碳材料等。在热喷涂过程中,用于包覆的金属起到对热分解材料的临时保护作用,确保造孔剂在到达基材表面之前不会提前分解而失去作用。用于包覆的金属最好选择与底涂层相近的金属,例如当底涂层为ni-cr合金时,
包覆的金属可以是ni、cr或ni-cr,这样当热分解材料释放后,残留的包覆金属在高温下与底涂层的金属形成一体,基本不会影响底涂层的性能。而出于不额外引入杂质的目的,碳是理想的热分解材料,当包覆的金属的熔化或破裂后,碳可以在热喷涂的高温氧化气氛下直接生成二氧化碳而不产生任何残留。制备金属包覆碳材料的工艺没有特殊限制,通常可以采用化学镀的方式在碳的外表面直接沉积金属壳层,其它方式也包括水热还原法等。
18.金属包覆碳材料可以是颗粒状,也可以是棒状或其它形状,为了使碳分解后能够形成开口足够大的微观结构,金属包覆的碳材料平均粒径应当设定为陶瓷颗粒平均粒径的2倍以上,优选5倍以上,甚至达到10倍以上,这样当碳材料产生气体释放出来后形成的微观结构的开口才能容纳更多的陶瓷颗粒,以形成咬合。金属包覆的碳材料平均粒径例如为50-200μm。
19.本发明还涉及一种结合力强的耐磨涂层的制备方法,包括以下步骤:(1)对基材进行打磨或喷砂处理,形成具有粗糙表面的预处理基材;(2)在预处理基材表面上喷涂含有造孔剂的金属材料,形成具有微观结构的底涂层;(3)在具有微观结构的底涂层喷涂陶瓷材料,形成面涂层。
20.更进一步地,在步骤(2)中造孔剂为金属包覆的碳,其中用于包覆的金属选自形成底涂层金属材料成分中的一种或多种金属元素。
21.更进一步地,步骤(2)中对喷涂的进料量或载气量进行控制,使得金属包覆碳材料在到达基材表面前不会过早地分解。目前各种热喷涂工艺对温度的控制精度通常并不高,只需保证金属包覆的碳在到达基材表面前不会过早地分解即可。虽然热喷涂工艺实际操作温度可能在2000℃以上,而金属材料的熔点通常仅1000多℃,但仍可以通过增加进料量或载气量等方式使得金属材料熔化减缓,只要金属材料在喷射的极短时间内接收到的热量较低即可。在这种情况下,初步形成的底涂层实际上并未完全熔化,因此更进一步地,对初步形成的底涂层进行火焰或激光表面处理,使得表面重熔,更重要的是使金属包覆的碳完全形成气体而释放,从而产生所需的微观结构。该表面处理还具有额外的优势,由于二次熔化,原本形成的微观结构开口会有一定程度的闭合,更有助于形成结合力更高的咬合结构,此外,在后续喷涂陶瓷材料时,微观结构开口的闭合也能够在一定程度上减少固体颗粒反弹出来的机会。
22.更进一步地,步骤(3)所述喷涂为冷喷涂,以避免陶瓷形成熔体破坏已形成的微观结构。
23.与现有技术相比,本发明具有以下的有益效果:(1)为了克服现有技术中金属-陶瓷复合涂层结合力不高的问题,本发明借助底涂层与面涂层之间产生的特殊的界面结构形成咬合,提高了金属材料底涂层和陶瓷材料面涂层之间的结合力。
24.(2)将造孔剂与金属材料混合,在形成底涂层时造孔剂产生气体逸出,从而在底涂层表面产生微观结构,该方法操作简单,理论上可以在大部分防护场合得以实施。
25.(3)以金属包覆的碳作为造孔剂可以避免在喷涂时碳过早地分解,便于形成微观结构,且没有杂质残留,不影响原金属底涂层的性能。
26.(4)在初步形成底涂层后进一步对其进行火焰或激光重熔,能够使金属包覆的碳完全形成气体而释放,从而产生所需的微观结构。该表面处理还具有额外的优势,由于二次
熔化,原本形成的微观结构开口会有一定程度的闭合,更有助于形成结合力更高的咬合结构。
附图说明
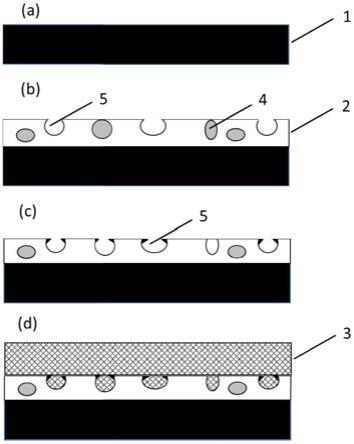
27.图1为本发明耐磨涂层的结构及形式过程示意图。附图标记所表示的含义如下:1:基材;2:底涂层;3:面涂层;4:金属包覆碳;5:微观结构。
28.具体实施方式
29.为了进一步理解本发明,下面结合实施例对本发明优选实施方案进行描述,但是应当理解,这些描述只是为了进一步说明本发明的特征和优点,而不是对本发明权利要求的限制。 本发明所有原料,对其来源没有特别限制,在市场上购买的或按照本领域技术人员熟知的常规方法制备的即可。
30.参见图1a-1d,本发明的耐磨涂层包括形成于基材1之上的底涂层2,以及形成于底涂层2之上的面涂层3;所述底涂层2为金属材料,所述面涂层3为陶瓷材料;其中,底涂层2朝向面涂层3的表面具有能够镶嵌面涂层3的微观结构5,通过所述微观结构5与面涂层3形成咬合。该涂层制备过程为:(1)对基材1进行打磨或喷砂处理,形成具有粗糙表面的预处理基材1,如图1a所示;(2)在预处理基材1表面上喷涂含有金属包覆碳4的金属材料,形成具有微观结构5的底涂层2,如图1b所示;其中,为了使得金属包覆碳4中的碳能够充分释放,可以通过增加进料量或载气量等方式使得金属材料熔化减缓,只要金属材料在喷射的极短时间内接收到的热量较低即可。在这种情况下,初步形成的底涂层2及金属包覆碳4实际上并未完全熔化,因此更进一步地,对初步形成的底涂层2进行火焰或激光表面处理,使得表面重熔,更重要的是使金属包覆的碳更充分形成气体而释放,从而产生更多所需的微观结构5。该表面处理还具有额外的优势,由于二次熔化,原本形成的微观结构5开口受火焰冲击或激光熔覆后会有一定程度的闭合或内收,更有助于形成结合力更高的咬合结构,如图1c所示。
31.(3)在具有微观结构5的底涂层2喷涂陶瓷材料,形成面涂层3,如图1d所示。由于陶瓷材料熔点较高,远高于底涂层的金属材料熔点,如果采用热喷涂的方式,可能会破坏已形成的微观结构5。因此,步骤(3)最好采用冷喷涂方式成膜。此时,为了使陶瓷材料充分占据微观结构,需要控制陶瓷材料的平均粒径和微观结构5的开口平均直径,使得微观结构5的开口平均直径为陶瓷材料的平均粒径的1.5倍以上,最好2倍以上。
32.实施例1以普通碳钢为基材,通过hvof将金属材料ni-cr-al和ni包覆碳粉体喷涂至基材上形成底涂层,ni包覆碳粉体以质量计占ni-cr-al粉体质量的3%,ni-cr-al粉体平均粒径为90nm,ni包覆碳粉体平均粒径为80μm。通过冷喷涂将陶瓷材料喷涂至底涂层上形成面涂层,陶瓷材料包括45wt%的高温粘结剂磷酸二氢铝、40wt%的硬质陶瓷颗粒氧化铝和15wt%的水,硬质陶瓷颗粒氧化铝的平均粒径为80 nm。面涂层常温下固化后对表面施加火焰处理进一步烧结固化。最终底涂层厚度为200μm,面涂层厚度为180μm。
33.实施例2参照实施例1,在通过冷喷涂将陶瓷材料喷涂至底涂层上形成面涂层之前,还对底涂层实施了表面火焰处理二次重熔,其余与实施例1相同。
34.实施例3以普通碳钢为基材,通过hvof将金属材料ni-cr和ni包覆碳粉体喷涂至基材上形成底涂层,ni包覆碳粉体以质量计占ni-cr粉体质量的5%,ni-cr粉体平均粒径为75nm,ni包覆碳粉体平均粒径为50μm。通过冷喷涂将陶瓷材料喷涂至底涂层上形成面涂层,陶瓷材料包括50wt%的高温粘结剂硅溶胶、40wt%的硬质陶瓷颗粒氧化锆和10wt%的水,硬质陶瓷颗粒氧化锆的平均粒径为55nm。面涂层常温下固化后对表面施加火焰处理进一步烧结固化。最终底涂层厚度为200μm,面涂层厚度为180μm。
35.对比例1参照实施例1,以普通碳钢为基材,通过hvof将金属材料ni-cr-al喷涂至基材上形成底涂层,ni-cr-al粉体平均粒径为90nm,通过冷喷涂将陶瓷材料喷涂至底涂层上形成面涂层,陶瓷材料包括45wt%的高温粘结剂磷酸二氢铝、40wt%的硬质陶瓷颗粒氧化铝和15wt%的水,硬质陶瓷颗粒氧化铝的平均粒径为80 nm。面涂层常温下固化后对表面施加火焰处理进一步烧结固化。最终底涂层厚度为200μm,面涂层厚度为180μm。
36.实验结果见表1:表1
从表1的实验结果可知,本发明的耐磨涂层具有良好的耐高温、耐磨损和耐热冲击等性能,陶瓷层与金属层结合良好,能够适合用于垃圾焚烧炉内需要高温防护的部位。
37.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1