碳化硅反射镜改性加工与检测控制系统及方法与流程
1.本发明涉及碳化硅反射镜改性加工与检测技术领域,具体的来讲是一种碳化硅反射镜改性加工与检测控制系统及方法。
背景技术:
2.碳化硅材料刚度大、密度适中,同样质量的碳化硅镜面不易变形;且碳化硅材料的热膨胀系数低、热导率高,具有优异的机械性能和热物理性能,且比刚度比玻璃材料好而热变形系数最小,具有非常好的抗辐照性和抗热振性,因此国内外研究机构均将碳化硅作为空间相机反射镜镜体的首选材料。
3.但是碳化硅属于陶瓷材料,表面致密程度远不如玻璃材料,并且加工性能差。因此,要获得高质量光学表面的碳化硅反射镜,就必须对碳化硅表面进行改性。为了保证碳化硅反射镜改性后的精度,需要在碳化硅反射镜加工的每一个步骤使用不同精度不同方法的精度检测,整个加工程序复杂,加工周期长。
4.本发明针对碳化硅改性的加工与检测问题,提出了一种碳化硅反射镜改性加工与检测控制系统及方法,最大程度地使加工检测碳化硅的步骤程序化,非专家化,缩短了加工周期,且保证了加工后的碳化硅反射镜的高精度要求。
技术实现要素:
5.本发明要解决的技术问题是针对碳化硅改性的加工与检测程序复杂的问题,提供一种碳化硅改性加工与检测控制系统及方法,在改性加工的每一个阶段运用不同的检测方法对碳化硅的精度进行检测,保证碳化硅加工的精度,将整个加工与检测程序化,最大程度节省人力,缩短加工周期。
6.完成上述发明的技术方案是:
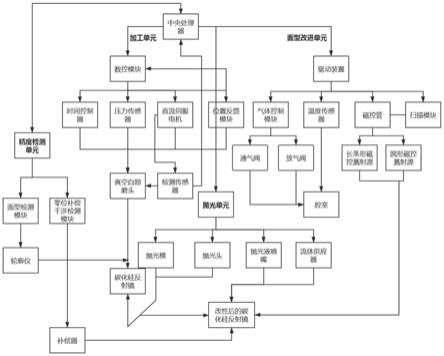
7.碳化硅反射镜改性加工与检测控制系统,包括中央处理器,其特征在于,还包括有:
8.加工单元:包括数控模块,数控模块通过控制时间控制器、压力传感器、直流伺服电机和位置反馈模块以控制真空自励磨头对碳化硅反射镜打磨的时间、深度和位置;数控模块还控制检测传感器,在碳化硅反射镜加工时,每隔一段时间检测一次,当检测到检测传感器与碳化硅反射镜被磨削表面接触时,通过检测传感器反馈的信息计算磨损情况以补偿磨损量;
9.精度检测单元:精度检测模块分为面型检测模块和零位补偿干涉检测模块,面型检测模块检测的对象是处于研磨阶段的碳化硅反射镜,采用边缘定位的方法,通过调用轮廓仪,使轮廓仪在伺服电机的带动下沿着要求的路径往返扫描,反馈出各个扫描点的三维坐标信息以计算出非球面的绝对轮廓和面型信息,并结合曲线拟合的方法解出一维位移场来计算误差;零位补偿干涉检测模块检测的对象是改性后的碳化硅反射镜,通过补偿器的光线反射检测表面偏离信息;精度检测单元检测后反馈检测信息给中央处理器,当精度不
满足阈值时重复加工过程,当精度满足阈值后进入下一阶段;
10.抛光单元:抛光单元包括抛光模、抛光头和抛光液喷嘴,中央处理器启动抛光单元,使碳化硅反射镜在抛光模上大范围抛光,抛光头高速旋转对细小的部位进行局部抛光,抛光液喷嘴喷射抛光液至碳化硅反射镜上;抛光单元包括对碳化硅反射镜的基底的粗抛光,采用的是半号沥青抛光模和抛光头以及金刚石微粉配置的抛光液,还包括对改性后的碳化硅反射镜表面的精抛光,采用的是半柔性抛光革材料的抛光模和抛光头以及微米级的ceo2抛光液以及纳米级的sio2抛光液;
11.面型改进单元:包括驱动装置,驱动装置驱动气体控制模块以控制放置碳化硅反射镜的腔室的气压状态,面型改进单元还包括磁控管、扫描模块和温度传感器,磁控管与扫描模块相连,扫描模块对靶材进行扫描后启动磁控管,磁控管先发出长条形磁控溅射源对碳化硅反射镜的表面沉积一层si改性层,然后再发出圆形磁控溅射源,对si改性层进行精细的修整;温度传感器反馈温度数值,当温度数值下降到预定值之后可以打开炉门,取出改性的碳化硅反射镜;改性的碳化硅反射镜还需经精度检测单元的零位补偿干涉检测模块检测精度,由零位补偿干涉检测模块计算出偏差值,当偏差值不满足精度要求时,反馈给中央处理器后转化为位置信息,利用抛光模块对碳化硅反射镜进行精抛光,重复精抛光直至达到精度要求,完成碳化硅反射镜的改性加工。
12.碳化硅反射镜改性加工与检测方法:
13.步骤1:研磨阶段:真空自励磨头对碳化硅反射镜表面进行打磨,通过时间控制器与压力传感器控制真空自励磨头在碳化硅表面的驻留时间及相对压力来控制碳化硅反射镜的去除量,考虑到真空自励磨头相较于碳化硅反射镜体积小面积小,会在研磨时出现磨损的情况,故在真空自励磨头上安装检测传感器使得计算机能够及时补偿磨损量,使得研磨的精度更高;
14.步骤2:面型轮廓检测阶段:精度检测模块中的面型检测模块采用边缘定位方法扫描打磨后的碳化硅反射镜的轮廓,面型检测精度高,可检测的动态范围大且成本低,但是面型检测属于接触式测量,效率较低,所以更适合于研磨阶段的精度检测,当精度不符合要求时,将真空自励磨头移动到相应位置重复加工直至面型精度满足阈值要求;
15.步骤3:粗抛光阶段:对碳化硅反射镜的基底进行粗抛光,为了减少系统的加工时间,粗抛光采用金刚石微粉配置的抛光液和半号沥青的抛光模,以抛光头平摆动的运动方式对碳化硅反射镜的基底进行抛光;
16.步骤4:改性阶段:碳化硅反射镜的基底经过抛光后可采用磁控溅射的方式进行面型改进,碳化硅反射镜放置在腔体内,通过气体控制模块中的放气阀的将腔体内抽真空至5
×
10-3
pa,开启通气阀通入氩气维持在0.133至0.0133pa之间,加400至1000v的直流电压控制磁控管发射长条形磁控溅射源对碳化硅反射镜整体镀si膜后再发射圆形磁控溅射源对碳化硅反射镜的细节加以修正和改进;加工完成后,调取温度传感器的温度数值,当腔体内的温度小于80摄氏度之后,打开通气阀向腔体内通入空气后即可打开炉门;
17.步骤5:零位补偿检测结合精抛光阶段:对改性后的碳化硅反射镜精抛光,使用半柔性抛光革材料的抛光模和抛光头,考虑到改性层初始阶段比较粗糙,为了加强抛光效率减少工作时间,先采用微米级的ceo2抛光液,用以preston函数为基础的零位补偿法检测精度,不满足精度要求的重复上述精抛光过程,精度达到一定量级后将采用粒度更小的纳米
级的sio2抛光液达到更精细的抛光精度。
附图说明
18.图1为本发明的一个实施例的控制系统示意图;
19.图2为本发明的一个实施例的研磨装置示意图;
20.图3为本发明的一个实施例的磁控溅射装置示意图;
21.附图标记:1加工台、2真空自励磨头、3检测传感器、4位置反馈模块、5压力传感器、6轮廓仪、7直流伺服电机、8放气阀、9通气阀、10扫描模块、11磁控管。
具体实施方式
22.以下将结合附图和具体实施例对本发明作进一步描述:
23.一块待处理的碳化硅反射镜,尺寸为400
×
250mm,表面为离轴椭球面,放置于处理台上。
24.首先进入研磨阶段,需要调取加工单元。中央处理器命令数控模块控制直流伺服电机使真空自励磨头对碳化硅反射镜旋转打磨,通过时间控制器、压力传感器和位置反馈模块以控制真空自励磨头在碳化硅反射镜表面的驻留的时间、深度和位置以控制打磨的进程。检测传感器设置在真空自励磨头上方,隔一段时间需要检测一次,当检测到检测传感器与被磨削表面接触时,中央处理器需要记录下当前磨削点的摆动半径数值,通过计算补偿真空自励磨头的磨损。
25.接着进入面型轮廓检测阶段,需要调取精度检测单元的面型检测模块。面型检测采用边缘定位方法,中央处理器调用轮廓仪,使轮廓仪在伺服电机的带动下沿着要求的路径往返扫描,反馈出各个扫描点的三维坐标信息以计算出非球面的绝对轮廓和面型信息,并结合曲线拟合的方法解出一维位移场来计算误差,精度pv值不满足1λ且面型精度rms值不满足λ/lo(λ=633nm)时,重复研磨阶段的打磨,精度满足要求后进入粗抛光阶段。
26.粗抛光阶段需要调取抛光单元。切换为半号沥青材质的抛光模、抛光头以及金刚石微粉配置的抛光液,其中,金刚石采用表面积加权平均为2.85μm、体积加权平均2.95μm的颗粒,以达到pv值与rms值快速收敛的目的,加快系统的加工时间。
27.紧接着对碳化硅反射镜改性,进入到改性阶段,需要调用面型改进单元。驱动装置驱动气体控制模块以控制放置碳化硅反射镜的腔室的气压状态,打开放气阀将腔体内抽真空至5
×
10-3
pa,再开启通气阀通入氩气维持在0.133至0.0133pa之间,驱动装置驱动扫描模块对碳化硅反射镜的位置、轮廓等进行扫描并录入参数,然后加400至1000v的直流电压控制磁控管发射长条形磁控溅射源对碳化硅反射镜整体镀si膜,然后再发射圆形磁控溅射源对碳化硅反射镜的细节加以修正和改进。温度传感器反馈温度数值,当温度数值下降至80℃之后可以打开炉门,取出改性的碳化硅反射镜。
28.随后进入到零位补偿检测结合精抛光阶段,需要调取精度检测单元的零位补偿干涉检测模块和抛光单元。零位补偿干涉检测模块利用了补偿器的结构,补偿器出射的一条光线射向碳化硅反射镜,如果被检测碳化硅反射镜具有理想的形状,则光线由碳化硅反射镜沿原路返回,经补偿器后形成平面波前,与标准平面波前相干涉,产生干涉条纹反应出被检测碳化硅反射镜表面偏离信息用于计算出偏差值,当偏差值不满足精度要求时,反馈给
中央处理器后转化为位置信息,利用抛光单元对碳化硅反射镜进行精抛光。
29.精抛光使用半柔性抛光革材料的抛光模,为了加强抛光效率减少工作时间,先采用微米级的ceo2抛光液对改性后的碳化硅反射镜进行精细抛光,精度检测单元启动零位补偿干涉检测模块以preston函数为基础对改性后的碳化硅反射镜进行精度检测,preston函数是由preston提出的用于表达在单位时间内待加工工件材料加工深度与作用在接触区域压强作用之间的经验公式,preston函数为dh/dt=k
p
pv
x
,k
p
为比例系数,与抛光液和被抛光材料有关,p为抛光头对碳化硅反射镜产生的压力,v
x
为抛光头与碳化硅反射镜的瞬时相对速度,h为抛光点在瞬时t的材料去除深度。面形精度(rms值)优于λ/30后采用纳米级的sio2抛光液,将检测数据转化为抛光信号重复多个抛光周期直至达到面形精度(rms值)优于λ/50的精度,完成碳化硅反射镜的改性加工。
30.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1