一种锯片PVD涂层前清洗方法与流程
一种锯片pvd涂层前清洗方法
技术领域
[0001]
本发明涉及一种清洗工艺,特别适用于圆锯片pvd涂层前的清洗。
背景技术:
[0002]
高速圆锯机作为金属坯料切割加工行业设备,其中圆锯片作为高速圆锯机的耗材。由于金属领域的材料应用多,也使越来越多金属坯料采用高速圆锯机加工生产。根据市场需求的变化,圆锯片厂家推出一种pvd涂层圆锯片,主要应用于不锈钢坯料或高强度金属坯料加工。
[0003]
清洗是圆锯片pvd涂层前必不可少的一道工序,也是pvd涂层生产中最重要的工艺。圆锯片在工序生产中,圆锯片表面会残留油迹、灰尘等污物,如直接用于pvd涂层作业,不仅仅造成锯片pvd涂层的结合力不足、易涂层脱落,也会使表面污物在高温涂层时出现气化,造成pvd涂层的真空度差、使涂层工艺中断。
[0004]
圆锯片由硬质合金或金属陶瓷刀头、焊材和合金钢基体组成。现有技术中的清洗工艺存在清洗效果差、污物有残留、主材成分有破坏等现象,造成圆锯片pvd涂层质量差。
技术实现要素:
[0005]
本发明的目的是为了解决现有技术中存在的缺点,而提供一种锯片pvd涂层前清洗工艺,更有效的清除圆锯片表面污物,保证清洗效果满足圆锯片pvd涂层生产。
[0006]
为了实现上述目的,本发明采用如下技术方案:
[0007]
一种锯片pvd涂层前清洗方法,其特征在于,包括以下步骤:
[0008]
s1、准备:待清洗圆锯片依次放入清洗框中,并做好固定;
[0009]
s2、清洗:装有圆锯片的清洗框浸入清洗液a中进行超声,清洗温度控制在65
±
2℃范围内,清洗10~15min后吊出;其中,清洗液a中各成分按照重量百分比如下:清洗剂原液4~5%,余量为纯水;
[0010]
s3、漂洗:圆锯片清洗后浸入常温纯水中,漂洗2~3min后吊出;
[0011]
s4、清洗:将装有圆锯片的清洗框浸入清洗液b中进行超声除锈,除锈温度控制在65
±
2℃范围内,处理8~12min后吊出;其中,清洗液b中各成分按照重量百分比如下:清洗剂原液3~3.5%,余量为纯水;
[0012]
s5、漂洗:圆锯片清洗后浸入纯水中,清洗2~3min后吊出;
[0013]
s6、中和处理:装有圆锯片的清洗框浸入碱性药液内进行超声清洗,清洗温度控制在55
±
2℃范围内,中和处理4~5min后吊出;其中,碱性药液中各成分按照重量百分比如下:碱性药液原液2~2.5%,余量为纯水;
[0014]
s7、漂洗:圆锯片清洗后浸入纯水中,漂洗温度控制在60
±
2℃范围内,漂洗4~5min后吊出;
[0015]
s8、防锈:将装有圆锯片的清洗框浸入防锈药液中超声清洗,清洗温度控制在60
±
2℃范围内,清洗8~10min后,采用慢提拉的方式吊出;其中,防锈药液中各成分按照重量百
分比如下:防锈药液原液1~1.5%,余量为纯水;
[0016]
s9、烘干:装有锯片清洗框在温度100~110℃进行烘干作业,烘干时间不低于10min,吊出清洗框。圆锯片冷却至常温,采用白色无尘布擦拭表面,无尘布未变脏。同时,利用50倍显微镜观察圆锯片刀头部分,刀头无缺损。则判定为清洗效果合格。
[0017]
优选的,步骤s1中,锯片固定后,锯片与清洗框的间距、锯片与锯片的间距均保持在10~14cm范围内,清洗框采用不锈钢材质制成。
[0018]
优选的,步骤s2、s4中,清洗剂种类相同、浓度不同,清洗剂原液由以下重量份的组份组成:氢氧化钾1-2.5份、焦磷酸四钾0.25-1份、酰胺类化合物0.25-1份、2-丁氧基乙醇0.25-1份、2-氨基乙醇0.1-0.25份、硅酸钾0.1-0.25份、唑类衍生物0.1-0.25份、水1000份。可防止圆锯片成分流失。
[0019]
优选的,步骤s6中,碱性药液原液由以下重量份的组份组成:酰胺类化合物1-2.5份、二乙醇胺0.25-1份、2-氨基乙醇0.25-1份、三乙醇胺0.25-1份、脂肪酸0.25份以内、水1000份。可生物降解,清除锯片表面的油脂等污物。
[0020]
优选的,步骤s8中,防锈药液原液由以下重量份的组份组成:二甲基乙醇胺2.5-5份、水1000份。圆锯片烘干后,不在表面留下任何的痕迹残留,具有良好的防锈作用。
[0021]
优选的,步骤s2、s4、s6、s8中超声的波频率控制在40khz。
[0022]
优选的,步骤中纯水的电阻率保持在10mω
·
cm以上。
[0023]
本发明的有益效果是:结合化学药剂清洗和机械清洗方式。一方面,可避免清洗过程对锯片自身成分的破坏。另一方面,可使圆锯片表面油污、锈迹、灰尘等除去干净,保证清洗效果满足pvd涂层需求。
附图说明
[0024]
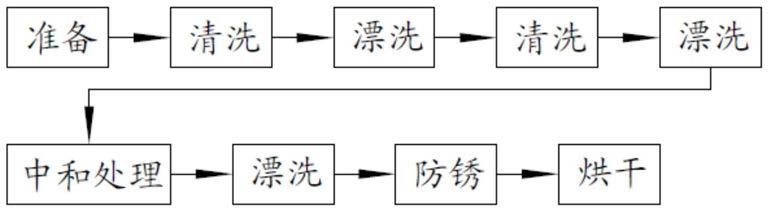
图1为清洗工艺流程示意图。
具体实施方式
[0025]
下面结合实例对本发明作具体的介绍,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,因产品规格、数量差异,实施例区别之处在于s2、s4清洗时间。
[0026]
实施例1本实施例的清洗工艺适用于锯片涂层前清洗,具体包括如下步骤:
[0027]
s1、准备:待清洗圆锯片依次放入清洗框中,并做好固定;
[0028]
s2、清洗:装有圆锯片的清洗框浸入装有清洗液a的超声波清洗槽中进行超声清洗,清洗温度65℃,清洗时间12min后吊出;清洗液a中各成分按照重量百分比如下:清洗剂原液5%,余量为纯水;
[0029]
s3、漂洗:圆锯片清洗后浸入常温纯水槽中,漂洗时间2min后吊出;
[0030]
s4、清洗:将装有圆锯片的清洗框浸入装有清洗液b的超声波清洗槽中进行除锈,除锈温度60℃,处理时间10min后吊出;
[0031]
清洗液b中各成分按照重量百分比如下:清洗剂原液3.5%,余量为纯水;
[0032]
s5、漂洗:圆锯片清洗后浸入纯水槽中,清洗3min后吊出;
[0033]
s6、中和处理:装有圆锯片的清洗框浸入装有碱性药液的超声波清洗槽中,清洗温度55℃,中和处理5min后吊出;
[0034]
碱性药液中各成分按照重量百分比如下:碱性药液原液2%,余量为纯水;
[0035]
s7、漂洗:圆锯片清洗后浸入纯水槽中,漂洗温度60℃,漂洗时间5min后吊出;
[0036]
s8、防锈:将装有圆锯片的清洗框浸入装有防锈药液的超声波清洗槽中,清洗温度60℃,清洗10min后,采用慢提拉的方式吊出;
[0037]
防锈药液中各成分按照重量百分比如下:防锈药液原液1%,余量为纯水;
[0038]
s9、烘干:装有锯片清洗框放入的烘干槽里,在110℃温度进行烘干作业,烘干时间12min,吊出清洗框;
[0039]
前述步骤中各水槽底部有限位卡槽,清洗框底部能与固定,正常作业时,清洗框能上下抛动清洗。各水槽采用镜面效果的圆角不锈钢工艺槽,清洗污物残留少,清除方便。
[0040]
实施案例2本实施例的清洗工艺适用于锯片涂层前清洗,具体包括如下步骤:
[0041]
s1、准备,待清洗圆锯片依次放入清洗框中,并做好固定;
[0042]
s2、清洗,装有圆锯片的清洗框浸入装有清洗液a的超声波清洗槽中,清洗温度65℃,清洗时间14min后吊出;
[0043]
清洗液a中各成分按照重量百分比如下:清洗剂原液4.5%,余量为纯水;
[0044]
s3、漂洗,圆锯片清洗后浸入常温纯水槽中,漂洗时间2min后吊出;
[0045]
s4、清洗,再将装有圆锯片的清洗框浸入装有清洗液b的超声波清洗槽中,除锈温度65℃,处理时间12min后吊出;
[0046]
清洗液b中各成分按照重量百分比如下:清洗剂原液3%,余量为纯水;
[0047]
s5、漂洗,圆锯片清洗后浸入纯水槽中,清洗3min后吊出;
[0048]
s6、中和处理,装有圆锯片的清洗框浸入配比好的碱性药液超声波清洗槽中,清洗温度55℃,中和处理5min后吊出;
[0049]
碱性药液中各成分按照重量百分比如下:碱性药液原液2%,余量为纯水;
[0050]
s7、漂洗,圆锯片清洗后浸入纯水槽中,漂洗温度60℃,漂洗时间5min后吊出;
[0051]
s8、防锈,再将装有圆锯片的清洗框浸入配比好的防锈药液超声波清洗槽中,清洗温度60℃,清洗10min后,采用慢提拉的方式吊出;
[0052]
防锈药液中各成分按照重量百分比如下:防锈药液原液1.5%,余量为纯水;
[0053]
s9、烘干,装有锯片清洗框放入的烘干槽里,在110℃温度进行烘干作业,烘干时间12min,吊出清洗框。
[0054]
本说明书实施例所述的内容仅仅是对发明构思的实现形式的列举,本发明的保护范围不应当被视为仅限于实施例所陈述的具体形式,本发明的保护范围也包括本领域技术人员根据本发明构思所能够想到的等同技术手段。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1