一种非规则形状金属件打磨装置的制作方法
1.本发明涉及金属件加工技术领域,具体为一种非规则形状金属件打磨装置。
背景技术:
2.打磨,是表面改性技术的一种,一般指借助粗糙物体来通过摩擦改变材料表面物理性能的一种加工方法,主要目的是为了获取特定表面粗糙度。
3.如中国发明公开号为:cn103029021b的半自动打磨机,包括支架和台面,还包括设置于所述台面的用于固定待打磨工件的第一工作台和用于打磨的第二工作台,所述第一工作台上方设置有用于压紧待打磨工件的压紧装置,所述第二工作台设置有可循环运动的上打磨装置和下打磨装置,所述上打磨装置和所述下打磨装置之间设置有供待打磨工件伸入的缝隙。通过本发明可以精确控制打磨的次数和打磨的力度,使得金属导电片的打磨厚度是可以控制,本发明采用自动控制,使用本发明可以提高生产效率和良品率。
4.传统的打磨设备不能满足不规则金属件的打磨加工,从而不规则金属死角表面的杂质不能被打磨清除,打磨清洁效率低,传统打磨刀具与拐角处接触打磨时,容易造成金属件拐角处结构的损伤,并且传统设备打磨清洁中产生的粉尘和杂质直接排放在加工环境中,降低加工环境质量,同时不方便杂质的回收。
技术实现要素:
5.(一)解决的技术问题
6.针对现有技术的不足,本发明提供了一种非规则形状金属件打磨装置,解决了传统的打磨设备不能满足不规则金属件的打磨加工,从而不规则金属死角表面的杂质不能被打磨清除,打磨清洁效率低,传统打磨刀具与拐角处接触打磨时,容易造成金属件拐角处结构的损伤,并且传统设备打磨清洁中产生的粉尘和杂质直接排放在加工环境中,降低加工环境质量,同时不方便杂质的回收的问题。
7.(二)技术方案
8.为实现以上目的,本发明通过以下技术方案予以实现:一种非规则形状金属件打磨装置,包括支撑载台,所述支撑载台顶部的左侧固定连接有传动夹具,所述传动夹具顶部的输出端固定连接有限制夹板,所述传动夹具顶部右侧的中间位置固定连接有往复行走机构,所述往复行走机构的顶部输出端固定连接有工作平台,所述工作平台的右侧固定连接有驱动电机,所述驱动电机的左侧轴心处固定连接有加工打磨筒,所述加工打磨筒内部且靠近左侧的四周均匀且等间距固定连接有打磨调节机构,所述加工打磨筒内部且靠近左侧的位置固定连接有内限制弧筒,所述加工打磨筒内部靠近右侧的四周均匀固定连接有清洁吸附机构。内限制弧筒采用向内倾斜的圆弧结构,清洁吸附机构对金属件表面进行刷动清洁,从而保证打磨后的杂质不向外环境排出,方便工人集中清理。
9.优选的,所述打磨调节机构包括弹簧连杆,所述弹簧连杆的底部一端与加工打磨筒内壁固定连接,所述弹簧连杆远离加工打磨筒的一端固定连接有活动支撑槽板,所述活
动支撑槽板的内部转动连接有调节翘板。
10.优选的,所述调节翘板顶部的横向位置均匀固定连接有支撑轴承块,相邻两个所述的支撑轴承块之间转动连接有打磨滚轴。实现在圆周驱动下对金属件表面打磨清洁,提高金属件表面的杂质脱落效率。
11.优选的,所述打磨滚轴的外部表面均匀且等间距固定连接有打磨刀片。
12.优选的,所述活动支撑槽板外侧的前后两端均固定连接有锥形引导板,所述锥形引导板采用三棱锥结构。避免金属件直接与刀具直接撞击,保证金属件的加工安全性。
13.优选的,所述调节翘板底部靠近外侧的两侧与活动支撑槽板顶部的两侧对称固定连接有支撑磁铁块,相对两个所述支撑磁铁块的磁性相同。支撑轴承块之间的磁性斥力可为打磨接触提供支撑力,实现非规则结构处的接触打磨。
14.优选的,所述支撑轴承块的内部固定连接有填充内槽,所述填充内槽内测贯穿且转动连接有限制轴杆,所述限制轴杆位于支撑轴承块外部的一端与打磨滚轴固定连接。
15.优选的,所述限制轴杆的外部表面均匀固定连接有缓冲摆杆,所述缓冲摆杆远离限制轴杆内部的一端延伸至填充内槽内部。
16.优选的,所述填充内槽的内部填充有非牛顿流体。其黏性缓冲打磨加工时的撞击力,同时黏性部分转化为支撑力,为打磨提供适当的支撑力,保证打磨质量的同时降低金属件的损伤。
17.优选的,所述清洁吸附机构包括活动轨道,所述活动轨道的内部滑动连接有限制滑块,所述限制滑块位于活动轨道外部的一端固定连接有贴附弧板。
18.优选的,所述贴附弧板的顶部表面均匀固定连接有清洁毛刷,所述清洁毛刷靠近贴附弧板的表面设置有吸附磁铁。在圆周运动作用下,将打磨后金属件表面的杂质脱离,避免周期打磨时附着的杂质对金属件表面造成损坏。
19.优选的,所述限制滑块靠近底部的一侧与活动轨道内部的一侧均固定连接有推进磁铁块,两个所述的推进磁铁块相对面磁极相同。推进磁铁块之间的磁性斥力也起到缓冲毛刷与金属件接触的冲击力,保护金属件不受损伤。
20.工作原理:将待加工金属件安装在限制夹板的中间位置,并通过传动夹具将金属件夹紧固定,金属件的加工端与加工打磨筒的中间位置对应,此时控制驱动电机和往复行走机构工作,往复行走机构带动加工打磨筒在水平方向往复移动,驱动电机带动加工打磨筒圆周转动,从而金属件被往复滑动打磨,锥形引导板先于金属件表面接触,锥形引导板采用三棱柱结构,锥形引导板顶部的斜面逐渐引导金属件与打磨刀片接触打磨,避免金属件直接与刀具直接撞击,保证金属件的加工安全性,在圆周转动产生的向心力作用下,弹簧连杆向内侧伸出,从而打磨刀片对金属件表面贴附进行打磨,根据金属件表面的形状打磨刀片时刻贴附在金属件的表面,调节翘板可转动调节每个打磨刀片所在的位置,同时支撑轴承块之间的磁性斥力可为打磨接触提供支撑力,实现非规则结构处的接触打磨;圆周运动时,打磨刀片与非规则处会产生撞击力,撞击力传导在缓冲摆杆上,缓冲摆杆在填充内槽内部转动,从而填充内槽的非牛顿流体的黏性缓冲撞击力,同时黏性部分转化为支撑力,为打磨提供适当的支撑力,保证打磨质量的同时降低金属件的损伤;随着水平向内旋转加工继续进行,清洁毛刷对金属件表面被打磨的杂质脱落,同时推进磁铁块之间的磁性斥力也起到缓冲毛刷与金属件接触的冲击力,保护金属件不受损伤,清洁毛刷底部具有磁性,可将铁
金属杂质吸附在清洁毛刷的内测,内限制弧筒采用向内倾斜的圆弧结构,从而保证打磨后的杂质不向外环境排出,方便工人集中清理。
21.(三)有益效果
22.本发明提供了一种非规则形状金属件打磨装置。具备以下有益效果:
23.(1)、该非规则形状金属件打磨装置,加工打磨筒、内限制弧筒和清洁吸附机构,内限制弧筒采用向内倾斜的圆弧结构,清洁吸附机构对金属件表面进行刷动清洁,从而保证打磨后的杂质不向外环境排出,方便工人集中清理。
24.(2)、该非规则形状金属件打磨装置,调节翘板、支撑轴承块和打磨滚轴,实现在圆周驱动下对金属件表面打磨清洁,提高金属件表面的杂质脱落效率。
25.(3)、该非规则形状金属件打磨装置,锥形引导板采用三棱柱结构,锥形引导板顶部的斜面逐渐引导金属件与打磨刀片接触打磨,避免金属件直接与刀具直接撞击,保证金属件的加工安全性。
26.(4)、该非规则形状金属件打磨装置,支撑轴承块之间的磁性斥力可为打磨接触提供支撑力,实现非规则结构处的接触打磨。
27.(5)、该非规则形状金属件打磨装置,填充内槽内填充有非牛顿流体,其黏性缓冲打磨加工时的撞击力,同时黏性部分转化为支撑力,为打磨提供适当的支撑力,保证打磨质量的同时降低金属件的损伤。
28.(6)、该非规则形状金属件打磨装置,贴附弧板和清洁毛刷,在圆周运动作用下,将打磨后金属件表面的杂质脱离,避免周期打磨时附着的杂质对金属件表面造成损坏。
29.(7)、该非规则形状金属件打磨装置,推进磁铁块之间的磁性斥力也起到缓冲毛刷与金属件接触的冲击力,保护金属件不受损伤。
附图说明
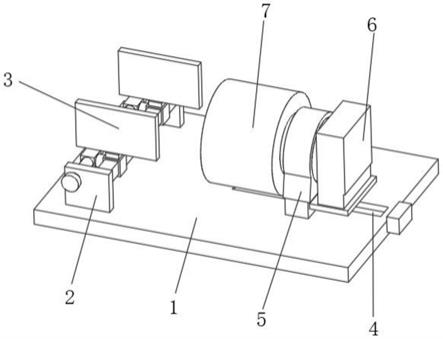
30.图1为本发明外部整体的结构示意图;
31.图2为本发明加工打磨筒的结构示意图;
32.图3为本发明加工打磨筒内部的剖视图结构示意图;
33.图4为本发明打磨调节机构的侧面结构示意图;
34.图5为本发明打磨调节机构正面的结构示意图;
35.图6为本发明支撑轴承块内部的结构示意图;
36.图7为本发明清洁吸附机构的结构示意图。
37.图中:1支撑载台、2传动夹具、3限制夹板、4往复行走机构、5工作平台、6驱动电机、7加工打磨筒、8打磨调节机构、801弹簧连杆、802活动支撑槽板、803调节翘板、804支撑轴承块、805打磨滚轴、806打磨刀片、807锥形引导板、808填充内槽、809限制轴杆、810缓冲摆杆、9内限制弧筒、10清洁吸附机构、101活动轨道、102限制滑块、103贴附弧板、104清洁毛刷、105推进磁铁块。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.实施例一
40.如图1
‑
3所示,本发明提供一种技术方案:一种非规则形状金属件打磨装置,包括支撑载台1,支撑载台1顶部的左侧固定连接有传动夹具2,传动夹具2顶部的输出端固定连接有限制夹板3,传动夹具2顶部右侧的中间位置固定连接有往复行走机构4,往复行走机构4的顶部输出端固定连接有工作平台5,工作平台5的右侧固定连接有驱动电机6,驱动电机6的左侧轴心处固定连接有加工打磨筒7,加工打磨筒7内部且靠近左侧的四周均匀且等间距固定连接有打磨调节机构8,加工打磨筒7内部且靠近左侧的位置固定连接有内限制弧筒9,加工打磨筒7内部靠近右侧的四周均匀固定连接有清洁吸附机构10。内限制弧筒9采用向内倾斜的圆弧结构,清洁吸附机构10对金属件表面进行刷动清洁,从而保证打磨后的杂质不向外环境排出,方便工人集中清理。
41.实施例二
42.如图4
‑
6所示,在实施例一的基础上,本发明提供一种技术方案:一种非规则形状金属件打磨装置,打磨调节机构8包括弹簧连杆801,弹簧连杆801的底部一端与加工打磨筒7内壁固定连接,弹簧连杆801远离加工打磨筒7的一端固定连接有活动支撑槽板802,活动支撑槽板802的内部转动连接有调节翘板803。
43.调节翘板803顶部的横向位置均匀固定连接有支撑轴承块804,相邻两个的支撑轴承块804之间转动连接有打磨滚轴805。实现在圆周驱动下对金属件表面打磨清洁,提高金属件表面的杂质脱落效率。
44.打磨滚轴805的外部表面均匀且等间距固定连接有打磨刀片806。
45.活动支撑槽板802外侧的前后两端均固定连接有锥形引导板807,锥形引导板807采用三棱锥结构。避免金属件直接与刀具直接撞击,保证金属件的加工安全性。
46.调节翘板803底部靠近外侧的两侧与活动支撑槽板802顶部的两侧对称固定连接有支撑磁铁块804,相对两个支撑磁铁块804的磁性相同。支撑轴承块804之间的磁性斥力可为打磨接触提供支撑力,实现非规则结构处的接触打磨。
47.支撑轴承块804的内部固定连接有填充内槽808,填充内槽808内测贯穿且转动连接有限制轴杆809,限制轴杆809位于支撑轴承块804外部的一端与打磨滚轴805固定连接。
48.限制轴杆809的外部表面均匀固定连接有缓冲摆杆810,缓冲摆杆810远离限制轴杆809内部的一端延伸至填充内槽808内部。
49.填充内槽808的内部填充有非牛顿流体。其黏性缓冲打磨加工时的撞击力,同时黏性部分转化为支撑力,为打磨提供适当的支撑力,保证打磨质量的同时降低金属件的损伤。
50.实施例三
51.如图7所示,在实施例一和实施例二的基础上,本发明提供一种技术方案:一种非规则形状金属件打磨装置,清洁吸附机构10包括活动轨道101,活动轨道101的内部滑动连接有限制滑块102,限制滑块102位于活动轨道101外部的一端固定连接有贴附弧板103。
52.贴附弧板103的顶部表面均匀固定连接有清洁毛刷104,清洁毛刷104靠近贴附弧板103的表面设置有吸附磁铁。在圆周运动作用下,将打磨后金属件表面的杂质脱离,避免周期打磨时附着的杂质对金属件表面造成损坏。
53.限制滑块102靠近底部的一侧与活动轨道101内部的一侧均固定连接有推进磁铁块105,两个的推进磁铁块105相对面磁极相同。推进磁铁块105之间的磁性斥力也起到缓冲毛刷与金属件接触的冲击力,保护金属件不受损伤。
54.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下。由语句“包括一个......限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素”。
55.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1