工件表面着色工艺的制作方法
1.本发明涉一种表面处理领域,特别是指一种工件表面着色工艺。
背景技术:
2.铝镁合金、锌合金制品(如电脑外壳、智能门锁盖等)等无法进行阳极氧化的材料,其制成的工件表面着色方式都是采用喷涂工艺来实现的,工件表面喷漆形成各种颜色的方法存在以下问题:
3.1.油漆喷涂过程中容易产生环境污染,工件表面的油漆中存在有害物质,其在使用过程中会挥发出来,对人体产生伤害;
4.2.工件表面的油漆涂层长期使用,容易出现掉漆的情况,导致产品表面美观性下降;
5.3.工件表面喷漆后,工件表面无法呈现出金属光泽,导致工件整体质感下降;
6.4.油漆喷涂时容易出现喷涂部均匀的情况,影响整体美观度。
技术实现要素:
7.为了克服上述缺陷,本发明提供一种工件表面着色工艺,采用该工艺能够使任何材料的工件表面进行阳极氧化着色,使产品表面呈现出金属色泽,产品表面颜色鲜艳、美观,且长期使用不会脱色。
8.本发明为了解决其技术问题所采用的技术方案:一种工件表面着色工艺,其特征在于:具体步骤如下:
9.步骤一:对工件表面进行真空电镀,在工件表面形成一层能够阳极氧化的镀膜层;
10.步骤二:将电镀完成的工件放入阳极氧化池进行阳极氧化处理,在镀膜层表面形成多孔结构的氧化膜层;
11.步骤三:在氧化膜层表面进行染色处理,使工件表面得到需要的颜色。
12.作为本发明的进一步改进,所述步骤一中对工件表面进行真空镀铝,在工件表面形成一层铝膜层,步骤二中在铝膜层表面氧化形成氧化铝膜层。
13.作为本发明的进一步改进,所述铝膜层厚度≧50um。
14.作为本发明的进一步改进,所述步骤一种真空电镀采用电阻蒸发镀、磁控溅射镀和电弧离子镀中的任意一种工艺。
15.作为本发明的进一步改进,所述步骤一中对工件表面进行真空电镀前,先对工件表面进行前处理,将工件表面的杂质和油污进行清洁。
16.作为本发明的进一步改进,对工件进行清洁步骤如下:
17.a.将工件放入真空炉内,将真空炉腔体真空度抽到 2*10
‑
1pa,启动阳极层离子源对工件表面进行离子清洗;
18.b.向真空炉内充入氩气150sccm,腔体真空度维持在 7*10
‑
1pa,离子源设定电流0.8a、电压1000v,清洗时间10 分钟。
19.作为本发明的进一步改进,还设有以下步骤:
20.步骤四:将着色后的工件进行水洗;
21.步骤五:将工件进行烘干。
22.作为本发明的进一步改进,所述真空电镀步骤如下:
23.(1)给真空炉的腔体抽真空到6*10
‑
3pa时,开启磁控溅射靶镀铬打底;
24.(2)给真空炉腔体充入氩气100sccm,腔体真空度维持在3.5*10
‑
1pa,靶直流电源设定电流15a、偏压电源设定电压 100v,镀铬打底时间10分钟;
25.(3)关闭磁控铬靶,开启磁控铝靶进行表面镀铝;
26.(4)给真空炉腔体充入氩气100sccm,腔体真空度维持在3.5*10
‑
1pa,靶中频电源设定电流20a、偏压电源设定电压 80v,镀铝时间90分钟。
27.作为本发明的进一步改进,步骤二中阳极氧化处理采用直流电流阳极氧化、交流电流阳极氧化或脉冲电流阳极氧化。
28.作为本发明的进一步改进,步骤二中阳极氧化处理时,工件浸入电解液的预设速度为匀速或变速。
29.本发明的有益效果是:本发明采用通过真空电镀工艺在工件表面先镀一层能够进行阳极氧化的镀膜层,然后通过阳极氧化的方式在镀膜层表面形成着色,产品表面着色层厚度薄,着色均匀、美观,且工件表面具有金属光泽,质感好,长期使用也不会脱色,避免了采用喷漆着色的方式,工艺步骤简单、形成的产品美观,且环保无污染。
附图说明
[0030][0031]
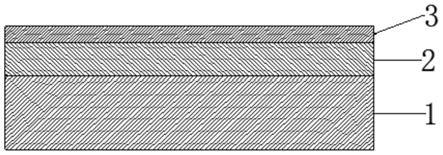
图1为采用本发明工艺方法获得的工件层间结构图。
[0032]
工件基材
‑‑‑
1 镀膜层
‑‑‑
2 阳极氧化着色层
‑‑‑3具体实施方式
[0033]
实施例:一种工件表面着色工艺,具体步骤如下:
[0034]
1.工件装夹在真空镀膜设备的工件转架上;
[0035]
2.关上真空炉的炉门,对真空陆内腔体抽真空,在腔体真空度抽到2*10
‑
1pa时,启动阳极层离子源对工件表面进行离子清洗;
[0036]
3.给真空炉的腔体内充入氩气150sccm,腔体真空度维持在7*10
‑
1pa,离子源设定电流0.8a、电压1000v,工作时间 10分钟;
[0037]
4.离子源关闭后继续给真空炉的腔体抽真空,腔体真空到 6*10
‑
3pa时,开启磁控溅射靶镀铬打底;
[0038]
5.给真空炉的腔体内充入氩气100sccm,腔体真空度维持在3.5*10
‑
1pa,靶直流电源设定电流15a、偏压电源设定电压 100v,镀铬打底时间10分钟;
[0039]
6.关闭磁控铬靶,开启磁控铝靶(2套、中频电源)进行表面镀铝;
[0040]
7.给真空炉的腔体内充入氩气100sccm,腔体真空度维持在3.5*10
‑
1pa,靶中频电源设定电流20a、偏压电源设定电压 80v,镀铝时间90分钟;
[0041]
8.工件表面真空镀铝膜完成后,将工件从真空炉中取出;
[0042]
9.将工件铝膜层作为阳极,并将其连接至外接直流电源的正极,采用硫酸溶液、硝酸盐系溶液、磷酸盐加硝酸盐系溶液、铬酸盐系或硅酸盐系溶液作为电解质,并使着色表面垂直于电解液的液面,将阳极氧化后的工件按预设速度浸入电解液后取出,工件浸入电解液的预设速度可为匀速,也可为变速,当其为匀速时,阳极氧化膜的厚度均沿垂直于液面的方向呈均匀变小;当其为变速,阳极氧化膜的厚度沿垂直于液面的方向可以形成不均匀的变小;
[0043]
10.将阳极氧化后的工件用水冲洗干净后,放入着色液中进行着色;
[0044]
11.将着色后的工件进行水洗;
[0045]
12.将工件进行烘干。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1