一种高强度高耐磨共晶型铸造铝合金及其制备方法和应用
1.本发明涉及金属材料技术领域,尤其涉及一种高强度高耐磨共晶型铸造铝合金及其制备方法和应用。
背景技术:
2.铝
‑
硅类铸造铝合金具有良好的铸造性能,在航空航天、汽车等工业领域有广泛的应用。铝
‑
硅类合金按硅含量的不同分为共晶型、亚共晶型和过共晶型,亚共晶型合金的力学性能较好,但其耐磨性较差;过共晶型合金耐磨性好、热膨胀系数小、体积稳定性好,但其强度较低、切削加工性能很差;共晶型的合金铸造性能最好,但其强度与耐磨性不高,现有合金还不能适应汽车等工业领域发展的需要,限制了其应用范围。
3.因此,针对现有铝硅合金应用于需要高强度、高耐磨的零件,如双离合器换挡毂、活塞等,存在的问题,有必要对此进行改进。
技术实现要素:
4.有鉴于此,本发明提出了一种高强度高耐磨共晶型铸造铝合金及其制备方法和应用,以解决现有技术中铝硅合金强度与耐磨性不高的技术缺陷。
5.第一方面,本发明提供了一种高强度高耐磨共晶型铸造铝合金,包括以下质量百分比的组分:si:11.0~13.0%、cu:1.0~3.0%、mg:0.5~1.5%、zn:1.0~5.0%、p:0.02~0.05%、mn≤0.3%、不可避免的杂质元素≤0.3%、余量的al。
6.可选的,所述的高强度高耐磨共晶型铸造铝合金,包括以下质量百分比的组分:si:11.5~12.5%、cu:1.9~2.1%、mg:0.9~1.1%、zn:3.0~4.0%、p:0.03~0.04%、不可避免的杂质元素≤0.3%、余量的al。
7.第二方面,本发明还提供了一种所述的高强度高耐磨共晶型铸造铝合金的制备方法,其特征在于,包括以下步骤:
8.s1、按配比称取金属或金属合金,熔炼后得到铝合金熔体;
9.s2、将铝合金进行金属型重力铸造,制得铝合金铸件;
10.s3、将铝合金铸件进行热处理,即制备得到铸造铝合金。
11.可选的,所述的高强度高耐磨共晶型铸造铝合金的制备方法,s1具体包括:
12.按配比将结晶硅、电解铜、铝锭放入电熔炉中,送电熔化;当温度升至740~760℃时停电,加入烘烤干燥的锌和镁,镁在铝液中完全熔化后,继续通电升温;
13.温度达到780~800℃时,将磷铜中间合金放入铝液内,直到熔解;
14.加入精炼剂进行精炼,精炼完毕后,在铝熔体表面撒扒渣剂,对铝熔体表面进行搅拌,静置10~15分钟,打捞熔渣,获得铝合金熔体。
15.可选的,所述的高强度高耐磨共晶型铸造铝合金的制备方法,s2中将铝合金进行金属型重力铸造时,控制浇注温度为720~730℃、金属型模具温度为220~230℃。
16.可选的,所述的高强度高耐磨共晶型铸造铝合金的制备方法,s3中将铝合金铸件
进行热处理具体包括:
17.将铝合金铸件于505~515℃下保温4~10h,得到固溶处理的铸件;
18.将固溶处理的铸件转移至20~40℃水中冷却,得到淬火处理的铸件;
19.将淬火处理的铸件于160~180℃下保温2~6h,最后在空气中冷却到室温。
20.可选的,所述的高强度高耐磨共晶型铸造铝合金的制备方法,将固溶处理的铸件转移至水中时间不超过10s。
21.可选的,所述的高强度高耐磨共晶型铸造铝合金的制备方法,当铝液的温度为720~750℃时加入精炼剂进行精炼。
22.可选的,所述的高强度高耐磨共晶型铸造铝合金的制备方法,所述精炼剂包括氯化锰、氯化锌、惰性气体中的一种;所述扒渣剂包括无钠扒渣剂。
23.第三方面,本发明还提供了一种所述的高强度高耐磨共晶型铸造铝合金在制备汽车双离合变速器换挡毂或活塞中的应用。
24.本发明的一种高强度高耐磨共晶型铸造铝合金及其制备方法和应用相对于现具有以下有益效果:
25.(1)本发明的高强度高耐磨共晶型铸造铝合金,通过加入磷和锌元素,两种元素分别起到为共晶硅相提供结晶核心和阻碍硅相长大的作用,二者综合作用细化了共晶硅,并使共晶硅在铝基体中分布均匀,锌还有强化铝基体的作用,从而使材料获得高的强度和耐磨性;
26.(2)本发明的高强度高耐磨共晶型铸造铝合金,选择共晶型的成分,具有优异在铸造性能,加工性能良好;
27.(3)本发明的高强度高耐磨共晶型铸造铝合金,制备工艺简单,可用于汽车双离合变速器换挡毂、活塞的生产制造。
附图说明
28.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
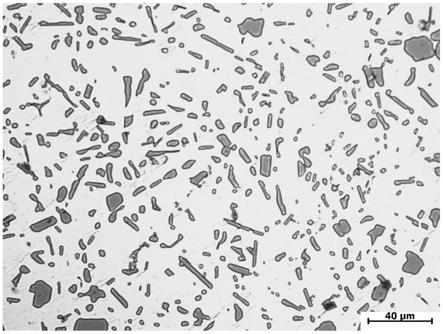
29.图1为本申请实施例3制备得到的铸造铝合金的金相组织图;
30.图2为本申请对比例zl108铸造铝合金的金相组织图;
31.图3为本申请实施例1
‑
4制备得到的铸造铝合金与对比例zl108铝合金共晶硅相平均尺寸。
具体实施方式
32.下面将结合本发明实施方式,对本发明实施方式中的技术方案进行清楚、完整的描述,显然,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
33.本发明提供了一种高强度高耐磨共晶型铸造铝合金,包括以下质量百分比的组
分:si:11.0~13.0%、cu:1.0~3.0%、mg:0.5~1.5%、zn:1.0~5.0%、p:0.02~0.05%、mn≤0.3%、不可避免的杂质元素≤0.3%、余量的al。
34.需要说明的是,本申请实施例中,不可避免的杂质元素包括fe、ca、sn等。
35.在一些实施例中,高强度高耐磨共晶型铸造铝合金,包括以下质量百分比的组分:si:11.5~12.5%、cu:1.9~2.1%、mg:0.9~1.1%、zn:3.0~4.0%、p:0.03~0.04%、不可避免的杂质元素≤0.3%、余量的al。
36.本申请的铸造铝合金材料通过加入磷和锌元素,两种元素分别起到为共晶硅相提供结晶核心和阻碍硅相长大的作用,二者综合作用细化了共晶硅,并使共晶硅在铝基体中分布均匀,锌还有强化铝基体的作用,从而使材料获得高的强度和耐磨性。
37.基于同一发明构思,本申请还提供了上述高强度高耐磨共晶型铸造铝合金的制备方法,包括以下步骤:
38.s1、按配比称取金属或金属合金,熔炼后得到铝合金熔体;
39.s2、将铝合金进行金属型重力铸造,制得铝合金铸件;
40.s3、将铝合金铸件进行热处理,即制备得到铸造铝合金。
41.具体的,s1具体包括:按质量配比将结晶硅、电解铜、铝锭按顺序放入电熔炉中,送电熔化;当温度升至740~760℃时停电,加入烘烤干燥的锌和镁,其中加镁时用压瓢将镁压入铝液内,来回搅动,镁在铝液中完全熔化后,继续通电升温;当温度达到780~800℃时,按质量配比将磷铜中间合金用漏瓢放入铝液内,直到熔解,然后用漏瓢扒去铝液表面渣物得到铝熔体;当铝熔体温度符合精炼温度720
‑
750℃时,加入精炼剂进行精炼,精炼完毕后,在铝熔体表面撒上扒渣剂,用漏瓢在铝熔体表面充分搅拌,静止10~20分钟,然后用漏瓢打捞熔渣,获得铝合金熔体。
42.具体的,s2中将铝合金进行金属型重力铸造时,控制浇注温度为720~730℃、金属型模具温度为220~230℃。
43.具体的,s3中将铝合金铸件进行热处理具体包括固溶处理、淬火处理、时效处理,具体的,固溶处理为:将铝合金铸件置于加热炉中于505~515℃下保温4~10h,得到固溶处理的铸件;淬火处理为:将固溶处理的铸件转移至20~40℃水中冷却,得到淬火处理的铸件,其中将固溶处理的铸件从加热炉中转移至水中的时间不超过10s;时效处理为:将淬火处理的铸件于160~180℃下保温2~6h,最后在空气中冷却到室温。
44.需要说明的是,本申请实施例中精炼剂包括氯化锰、氯化锌、惰性气体氮、氩等,扒渣剂为无钠扒渣剂,具体包括jy
‑
d3铝合金打渣剂、铝无钠打渣剂
‑
az6等。
45.本申请的高强度高耐磨共晶型铸造铝合金的制备方法,选择共晶型的成分,具有优异在铸造性能,加工性能良好,本申请的制备方法,制备工艺简单,可用于汽车双离合变速器换挡毂、活塞的生产制造。
46.基于同一发明构思,本申请还提供了一种高强度高耐磨共晶型铸造铝合金在制备汽车双离合变速器换挡毂或活塞中的应用,需要说明的是本申请的铸造铝合金不仅仅限于上述应用,实际中,需要高强度、高耐磨的零件均可采用本申请的铝合金材料制备得到。
47.以下进一步以具体实施例说明书本申请的高强度高耐磨共晶型铸造铝合金及其制备方法。
48.实施例1
49.本实施提供的高强度高耐磨铸造铝合金包含以下重量百分比的各组分:si:12.31%、cu:1.95%、mg:0.95%、zn:0.96%、p:0.04%、mn:0.26%、不可避免的杂质元素≤0.3%、al余量。
50.上述铸造铝合金的制备方法为:
51.s1、按配比称取金属或金属合金,熔炼后得到铝合金熔体;
52.s2、将铝合金进行金属型重力铸造,制得铝合金铸件;
53.s3、将铝合金铸件进行热处理,即制备得到铸造铝合金。
54.具体的,s1具体包括:按质量配比将结晶硅、电解铜、铝锭按顺序放入电熔炉中,送电熔化;当温度升至740~750℃时停电,加入烘烤干燥的锌和镁,其中加镁时用压瓢将镁压入铝液内,来回搅动,镁在铝液中完全熔化后,继续通电升温;当温度达到780~790℃时,按质量配比将磷铜中间合金用漏瓢放入铝液内,直到熔解,然后用漏瓢扒去铝液表面渣物得到铝熔体;当铝熔体温度为740~750℃时,加入精炼剂氯化锰进行精炼,精炼完毕后,在铝熔体表面撒上扒渣剂,用漏瓢在铝熔体表面充分搅拌,静止10~20分钟,然后用漏瓢打捞熔渣,获得铝合金熔体;其中,扒渣剂为铝无钠打渣剂
‑
az6。
55.具体的,s2中将铝合金进行金属型重力铸造时,控制浇注温度为720~730℃、金属型模具温度为220~230℃。
56.具体的,s3中将铝合金铸件进行热处理具体包括固溶处理、淬火处理、时效处理,具体的,固溶处理为:将铝合金铸件置于加热炉中于510℃下保温8h,得到固溶处理的铸件;淬火处理为:将固溶处理的铸件转移至20~30℃水中冷却,得到淬火处理的铸件,其中将固溶处理的铸件从加热炉中转移至水中的时间不超过10s;时效处理为:将淬火处理的铸件于170℃下保温4h,最后在空气中冷却到室温。
57.实施例2
58.本实施提供的高强度高耐磨铸造铝合金包含以下重量百分比的各组分:si:12.34%、cu:1.94%、mg:0.97%、zn:1.93%、p:0.04%、mn:0.26%、不可避免的杂质元素≤0.3%、al余量。
59.上述铸造铝合金的制备方法为:
60.s1、按配比称取金属或金属合金,熔炼后得到铝合金熔体;
61.s2、将铝合金进行金属型重力铸造,制得铝合金铸件;
62.s3、将铝合金铸件进行热处理,即制备得到铸造铝合金。
63.具体的,s1具体包括:按质量配比将结晶硅、电解铜、铝锭按顺序放入电熔炉中,送电熔化;当温度升至740~750℃时停电,加入烘烤干燥的锌和镁,其中加镁时用压瓢将镁压入铝液内,来回搅动,镁在铝液中完全熔化后,继续通电升温;当温度达到780~790℃时,按质量配比将磷铜中间合金用漏瓢放入铝液内,直到熔解,然后用漏瓢扒去铝液表面渣物得到铝熔体;当铝熔体温度为740~750℃时,加入精炼剂氯化锰进行精炼,精炼完毕后,在铝熔体表面撒上扒渣剂,用漏瓢在铝熔体表面充分搅拌,静止10~20分钟,然后用漏瓢打捞熔渣,获得铝合金熔体;其中,扒渣剂为铝无钠打渣剂
‑
az6。
64.具体的,s2中将铝合金进行金属型重力铸造时,控制浇注温度为720~730℃、金属型模具温度为220~230℃。
65.具体的,s3中将铝合金铸件进行热处理具体包括固溶处理、淬火处理、时效处理,
具体的,固溶处理为:将铝合金铸件置于加热炉中于510℃下保温8h,得到固溶处理的铸件;淬火处理为:将固溶处理的铸件转移至20~30℃水中冷却,得到淬火处理的铸件,其中将固溶处理的铸件从加热炉中转移至水中的时间不超过10s;时效处理为:将淬火处理的铸件于170℃下保温4h,最后在空气中冷却到室温。
66.实施例3
67.本实施提供的高强度高耐磨铸造铝合金包含以下重量百分比的各组分:si:12.31%、cu:2.00%、mg:0.94%、zn:3.01%、p:0.04%、mn:0.26%、杂质元素≤0.3%、al余量。
68.上述铸造铝合金的制备方法为:
69.s1、按配比称取金属或金属合金,熔炼后得到铝合金熔体;
70.s2、将铝合金进行金属型重力铸造,制得铝合金铸件;
71.s3、将铝合金铸件进行热处理,即制备得到铸造铝合金。
72.具体的,s1具体包括:按质量配比将结晶硅、电解铜、铝锭按顺序放入电熔炉中,送电熔化;当温度升至740~750℃时停电,加入烘烤干燥的锌和镁,其中加镁时用压瓢将镁压入铝液内,来回搅动,镁在铝液中完全熔化后,继续通电升温;当温度达到780~790℃时,按质量配比将磷铜中间合金用漏瓢放入铝液内,直到熔解,然后用漏瓢扒去铝液表面渣物得到铝熔体;当铝熔体温度为740~750℃时,加入精炼剂氯化锰进行精炼,精炼完毕后,在铝熔体表面撒上扒渣剂,用漏瓢在铝熔体表面充分搅拌,静止10~20分钟,然后用漏瓢打捞熔渣,获得铝合金熔体;其中,扒渣剂为铝无钠打渣剂
‑
az6。
73.具体的,s2中将铝合金进行金属型重力铸造时,控制浇注温度为720~730℃、金属型模具温度为220~230℃。
74.具体的,s3中将铝合金铸件进行热处理具体包括固溶处理、淬火处理、时效处理,具体的,固溶处理为:将铝合金铸件置于加热炉中于510℃下保温8h,得到固溶处理的铸件;淬火处理为:将固溶处理的铸件转移至20~30℃水中冷却,得到淬火处理的铸件,其中将固溶处理的铸件从加热炉中转移至水中的时间不超过10s;时效处理为:将淬火处理的铸件于170℃下保温4h,最后在空气中冷却到室温。
75.实施例4
76.本实施提供的高强度高耐磨铸造铝合金包含以下重量百分比的各组分:si:12.41%、cu:1.96%、mg:0.99%、zn:4.04%、p:0.04%、mn:0.26%、杂质元素≤0.3%、al余量。
77.上述铸造铝合金的制备方法为:
78.s1、按配比称取金属或金属合金,熔炼后得到铝合金熔体;
79.s2、将铝合金进行金属型重力铸造,制得铝合金铸件;
80.s3、将铝合金铸件进行热处理,即制备得到铸造铝合金。
81.具体的,s1具体包括:按质量配比将结晶硅、电解铜、铝锭按顺序放入电熔炉中,送电熔化;当温度升至740~750℃时停电,加入烘烤干燥的锌和镁,其中加镁时用压瓢将镁压入铝液内,来回搅动,镁在铝液中完全熔化后,继续通电升温;当温度达到780~790℃时,按质量配比将磷铜中间合金用漏瓢放入铝液内,直到熔解,然后用漏瓢扒去铝液表面渣物得到铝熔体;当铝熔体温度为740~750℃时,加入精炼剂氯化锰进行精炼,精炼完毕后,在铝
熔体表面撒上扒渣剂,用漏瓢在铝熔体表面充分搅拌,静止10~20分钟,然后用漏瓢打捞熔渣,获得铝合金熔体;其中,扒渣剂为铝无钠打渣剂
‑
az6。
82.具体的,s2中将铝合金进行金属型重力铸造时,控制浇注温度为720~730℃、金属型模具温度为220~230℃。
83.具体的,s3中将铝合金铸件进行热处理具体包括固溶处理、淬火处理、时效处理,具体的,固溶处理为:将铝合金铸件置于加热炉中于510℃下保温8h,得到固溶处理的铸件;淬火处理为:将固溶处理的铸件转移至20~30℃水中冷却,得到淬火处理的铸件,其中将固溶处理的铸件从加热炉中转移至水中的时间不超过10s;时效处理为:将淬火处理的铸件于170℃下保温4h,最后在空气中冷却到室温。
84.测试上述实施例1~4制备得到的高强度高耐磨铸造铝合金以及对比例zl108铝合金的抗拉强度(mpa)、屈服强度(mpa)、硬度(hb)和热裂倾向性系数,结果如下表1所示,其中,根据gb/t228
‑
2010《金属材料室温拉伸试验方法》测试强度,根据gb/t231.1
‑
2009《金属材料布氏硬度测试第1部分:试验方法》测试硬度,采用mmx
‑
3g型多功能摩擦磨损试验机测试耐磨性,采用金属型约束热裂试棒法测量热裂倾向性系数。
85.表1
‑
不同实施例制备得到的铝合金性能
86.实施例抗拉强度(mpa)屈服强度(mpa)硬度(hb)相对耐磨性热裂倾向性系数实施例1372.5288.31341.1152实施例2376.0308.01391.1743实施例3376.9310.01441.3847实施例4378.0311.41451.2048zl108铝合金301.4253.21151.0053
87.由上表1可知,本申请制备得到的铝合金相比zl108铝合金具有良好的抗拉强度、屈服强度和硬度,可用于需要高强度、高耐磨的零件的制备。
88.本申请实施例3中制备得到的铸造铝合金的金相组织图如图1所示,从图1中可以看出,共晶硅呈细小杆状均匀分布。而zl108铝合金的金相组织图如图2所示,由图1~2对比可知,本申请制备得到的铸造铝合金共晶硅尺寸明显小于zl108铝合金。测试本申请实施例1~4制备得到的铝合金和对比例zl108铝合金的共晶硅相平均尺寸,结果如图3所示,从图3中可知,本申请制备得到的铸造铝合金共晶硅平均尺寸小于zl108铝合金的共晶硅相平均尺寸。
89.以上述仅为本发明的较佳实施方式而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1