一种增加耐高温及耐腐蚀的粉末冶金座圈材料的制作方法
1.本发明属于技术领域,具体涉及一种增加耐高温及耐腐蚀的粉末冶金座圈材料。
背景技术:
2.气门座圈主要作用是密封气门和承受高速冲击,在材料选择时必须考虑材料的物理性质和机械性能。由于粉末冶金材料具有成形尺寸精度高,合金选用和烧结后处理工艺灵活以及明显节约原材料、工时和能源等优点;因此与其它材料相比具有明显的竞争力,在内燃机中得到了日益广泛的应用,因此新型的粉末冶金材料组成生产的座圈已成为趋势。
技术实现要素:
3.本发明的目的在于提供一种增加耐高温及耐腐蚀的粉末冶金座圈材料,以解决上述背景技术中提出的问题。本发明提供的一种增加耐高温及耐腐蚀的粉末冶金座圈材料。
4.为实现上述目的,本发明提供如下技术方案:一种增加耐高温及耐腐蚀的粉末冶金座圈材料,所述该材料包括碳、铜、铬、钼、钴和铁,且该材料由如下质量百分比原料制成:0.67~1.58wt%的碳;8.0~21.0wt%的铜;4.5~11.0wt%的铬;3.9~11.0wt%的钼;4.85~10.88wt%钴;余量为铁。
5.在本发明中进一步地,所述该材料生产出的座圈材料硬度:28
‑
55 hrc,材料密度: 7.1
‑
8.4g/cm3,压馈强度:≥680mpa。
6.在本发明中进一步地,所述铁采用原铁粉,碳采用碳粉。
7.在本发明中进一步地,配粉前所述碳粉必须烘干处理,其中烘干温度为200摄氏度,烘干4小时,原铁粉要求:松装密度在2.5
‑
3.2之间。
8.综上所述,借助本发明上述的技术方案配比,在使用上述材料进行配比制作的适用于柴油机、天然气发动机的气门座圈,增加耐高温、耐腐蚀、耐磨强化组织,增加其使用的寿命,减少了使用的成本。
附图说明
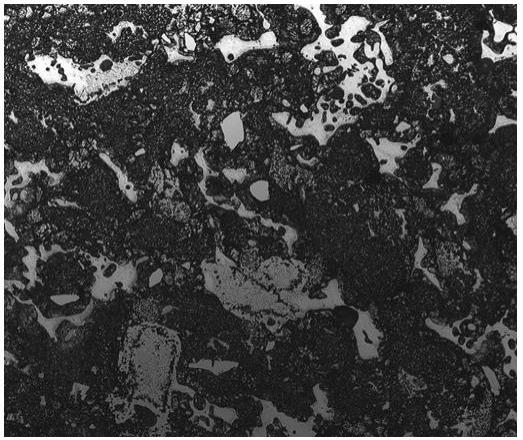
9.图1为本发明实施例中的金相组织结构示意图。
具体实施方式
10.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本发明保护的范围。
11.实施例1请参阅图1,本发明提供以下技术方案:一种增加耐高温及耐腐蚀的粉末冶金座圈材料,所述该材料包括碳、铜、铬、钼、钴和铁,且该材料由如下质量百分比原料制成:0.67wt%的碳;8.0wt%的铜;4.5wt%的铬;3.9wt%的钼;4.85wt%钴;余量为铁。
12.进一步地,该材料生产出的座圈材料硬度:28
‑
55 hrc,材料密度: 7.1
‑
8.4g/cm3,压馈强度:≥680mpa。
13.进一步地,铁采用原铁粉,碳采用碳粉。
14.进一步地,配粉前碳粉必须烘干处理,其中烘干温度为200摄氏度,烘干4小时,原铁粉要求:松装密度在2.5
‑
3.2之间。
15.实施例2请参阅图1,本发明提供以下技术方案:一种增加耐高温及耐腐蚀的粉末冶金座圈材料,所述该材料包括碳、铜、铬、钼、钴和铁,且该材料由如下质量百分比原料制成:9.1wt%的碳;13wt%的铜;6.5wt%的铬;7.1wt%的钼;6.03wt%钴;余量为铁。
16.进一步地,该材料生产出的座圈材料硬度:28
‑
55 hrc,材料密度: 7.1
‑
8.4g/cm3,压馈强度:≥680mpa。
17.进一步地,铁采用原铁粉,碳采用碳粉。
18.进一步地,配粉前碳粉必须烘干处理,其中烘干温度为200摄氏度,烘干4小时,原铁粉要求:松装密度在2.5
‑
3.2之间。
19.实施例3请参阅图1,本发明提供以下技术方案:一种增加耐高温及耐腐蚀的粉末冶金座圈材料,所述该材料包括碳、铜、铬、钼、钴和铁,且该材料由如下质量百分比原料制成:1.58wt%的碳;21.0wt%的铜;11.0wt%的铬;11.0wt%的钼;10.88wt%钴;余量为铁。
20.进一步地,该材料生产出的座圈材料硬度:28
‑
55 hrc,材料密度: 7.1
‑
8.4g/cm3,
压馈强度:≥680mpa。
21.进一步地,铁采用原铁粉,碳采用碳粉。
22.进一步地,配粉前碳粉必须烘干处理,其中烘干温度为200摄氏度,烘干4小时,原铁粉要求:松装密度在2.5
‑
3.2之间。
23.金相组织结构如图1所示,图中金相组织:基体由回火马氏体+硬质相+铜+固体润滑剂组成。
24.其中,实施过程中采用以下工艺进行制作:1.配粉配粉前碳粉必须烘干处理(200摄氏度,烘干4小时);铁粉要求:松装密度在2.5
‑
3.2之间;高速钢基粉要求:
‑
200目至
‑
320目之间,流速在50g,30s,热处理、回火之后的(原材料厂家完成的);其他粉料要求:
‑
200目至
‑
320目之间;2.混粉:将配好的粉料混合均匀,设备采用vi
‑
300/vi
‑
200型混料机其中材料所含铜,为单独混粉;3.压制:将混好的成品粉压制成产品毛坯设备:粉末压制成型机60t
‑
100t;材料所含铜,单独压制为铜片。设备:粉末压制成型机20t
‑
100t。
25.4.烧结:采用680
‑
1200摄氏度连续烧结5小时至9小时,产品毛坯和铜片叠放2层至10层,当温度大于1083摄氏度时,铜片融化延产品毛坯的孔隙渗入产品内从而将产品压制时不能完全消除的孔隙填充,时产品达到耐高温、耐腐蚀、耐磨强化性能。
26.5.冷处理:消除产品内应力
‑
200至
‑
120摄氏度,1
‑
2小时,设备:深冷处理设备6.回火:提高产品韧性,优化产品物理性能,500
‑
750摄氏度,设备:高温回火炉。
27.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1