能够控制印刷过程中形成的熔池大小的三维印刷系统和方法与流程
1.本公开涉及三维(3d)印刷,更具体地,涉及能够控制3d印刷过程中形成的熔池大小的3d印刷系统和方法。
背景技术:
2.3d印刷被称为用于产生3d物体的制造技术。对于3d物体的3d印刷,其以根据3d模型数据处理信息逐层堆叠的方式进行处理。3d印刷技术的优点在于易于实现复杂的形状、在产品内部形成形状等。由于这些优点,3d印刷技术作为一种高附加值的技术而备受关注,其使得制造诸如各种工业零件和医疗材料的各种产品变得容易。
3.3d印刷过程可通过将3d产品的形状划分为多个具有均匀或可变厚度的2d截面,并形成2d截面以逐一堆叠来执行。有几种已知的3d印刷方法,例如材料挤出法、材料喷射法、粘合剂喷射法、薄片层压法、还原(vat)光聚合法、粉末床熔融法、定向能量沉积(ded)法等。其中,ded法是将激光能量施加到待熔化和熔融的金属粉末或丝材料上的方法,并由于其与其他方法相比可使用廉价的商业材料、在已有的3d形状上进行层压、且与其他方法相比具有卓越的机械性能的优点,因此被广泛使用。
4.在根据ded法的3d印刷中,当激光源照射的激光束照射到基板时,形成熔池,并且将金属粉末供应到熔池上以形成叠层。在3d处理中,在基材中产生的熔池的大小,例如熔池的长度、宽度和深度,是确定3d印刷层压质量的重要因素。控制熔池的大小是提高层压质量的必要技术。然而,还没有开发出用于实时控制熔池大小的技术。
技术实现要素:
5.在认识到传统技术的上述问题的情况下做出本公开。本公开的一些实施例提供了能够在3d印刷过程中实时控制在基材上产生的熔池大小的3d印刷系统和方法。
6.在一个方面,本公开的一些实施例提供了一种实时控制在3d印刷过程中形成的熔池大小的方法。该方法包括:使用热成像相机拍摄在3d印刷过程中形成的熔池的热图像;在代表熔池表面温度的热图像中指定超过基金属熔点的温度界面;通过使用温度界面估计熔池的长度、宽度和深度来获得熔池的大小;构建人工神经网络模型,该模型配置为通过机器学习的用于3d印刷的工艺参数(包括激光束强度、处理速度、激光束大小,以及基材的喷射量)和熔池大小(包括熔池的长度、宽度和深度)之间的相关性、根据工艺变量的输入值来预测熔池的大小;使用人工神经网络模型得出熔池对应于当前测量的热图像中当前应用的工艺变量的预测大小值;根据使用热成像相机当前测量的熔池的表面温度得出实际熔池的测量大小值;计算熔池使用人工神经网络模型的预测大小值与实际熔池的测量大小值之间的误差;以及通过调整工艺变量的值来实时控制熔池的大小,使得计算出的误差不超过公差阈值。
7.在一个实施例中,基于通过机器学习获得的工艺变量与熔池大小之间的相关性自动选择工艺变量,该工艺变量的值可在“控制熔池大小”中调整。
8.在一个实施例中,可重复执行通过调整工艺变量的值来控制熔池的大小,直到误差不超过公差阈值为止。
9.在一个实施例中,可基于熔池的长度和宽度来估计熔池的深度。
10.在一个实施例中,可通过熔池温度关系φ=t(x,y=0,z)
‑
t
m
在长度方向上导数为0的点(x
max
,0,z
max
)的z轴坐标值(z
max
)确定熔池估计的最大深度(d),其中t(x,y=0,z)是假定熔池的最大深度(d)点位于熔池的宽度方向(y轴方向)的中心(y=0)时熔池的温度。
11.在一个实施例中,“控制熔池大小”可包括基于计算的误差是否超过公差阈值来检测异常质量;当检测到异常质量时实时反馈计算出的误差;以及通过实时反馈来调整3d印刷的工艺变量。
12.在一个实施例中,3d印刷过程可以是基于定向能量沉积(ded)法的3d印刷过程。
13.在一个实施例中,熔池的基材可以是金属材料。
14.在另一方面,本公开的一些实施例提供一种3d印刷系统,包括激光源,基材供应源、热成像相机和控制单元。激光源配置为通过照射激光束以熔化供应到层压3d物体的基材而在层压3d物体中形成熔池。基材供应源配置为向层压3d物体供应基材。热成像相机配置为拍摄熔池的热图像以测量熔池的表面温度。控制单元配置为实时控制在3d印刷过程中形成的熔池的大小。控制单元包括以下功能:利用热成像相机拍摄在3d印刷过程中形成的熔池的热图像;在表示熔池表面温度的热图像中指定超过基金属熔点的温度界面;通过使用温度界面估计熔池的长度、宽度和深度来获得熔池的大小;构建人工神经网络模型,该模型配置为通过机器学习用于3d印刷的工艺变量(包括激光束强度、处理速度、激光束大小;基材的喷射量)与熔池大小(包括熔池的长度,宽度和深度)之间的相关性、根据工艺参数的输入值来预测熔池的大小;使用人工神经网络模型得出熔池对应于当前测量的热图像中当前应用的工艺变量值的预测大小值;根据使用热成像相机当前测量的熔池的表面温度得出实际熔池的测量大小值;计算熔池使用人工神经网络模型的预测大小值与实际熔池的测量大小值之间的误差;以及通过调整工艺变量值实时控制熔池大小,使得计算出的误差不超过公差阈值。
15.在一个实施例中,热成像相机可布置成使得热成像相机的光路的至少一部分与激光源照射的激光束同轴,该激光束将供应至层压印刷物体的基材熔化。
16.在一个实施例中,该系统可进一步包括:布置在激光源照射的光束路径上的分束器,以及设置在分束器和热成像相机之间以改变光路的光路转换器,其中热成像相机与激光源同轴设置。
17.在一个实施例中,分束器可设置在激光源和聚焦透镜之间,激光源照射的激光束穿过该聚焦透镜。
18.在一个实施例中,可根据获得的熔池的长度和宽度来估计熔池的深度。
19.在一个实施例中,可通过熔池温度关系φ=t(x,y=0,z)
‑
t
m
在长度方向上导数为0的点(x
max
,0,z
max
)的z轴坐标值(z
max
)来确定熔池估计的最大深度(d),其中t(x,y=0,z)是假定熔池的最大深度(d)点位于熔池的宽度方向(y轴方向)的中心(y=0)时熔池的温度。
20.在一个实施例中,控制单元可基于通过机器学习获得的工艺变量与熔池大小之间的相关性自动选择待调节的工艺变量,使得计算出的误差不超过公差阈值。
21.在一个实施例中,控制单元可通过调整工艺变量值来重复执行控制熔池大小,直
到计算出的误差不超过公差阈值为止。
22.根据本公开的实施例,通过使用热成像相机估计3d印刷过程中形成的熔池的大小并通过分析用于3d印刷的工艺变量和熔池大小之间的相关性来估计熔池的大小。可实时控制大小。
23.另外,根据本公开的实施例,在分析用于3d印刷的工艺变量与3d印刷过程中熔池大小之间的相关性之后,构建了人工神经网络。可使用人工神经网络模型预测熔池的大小。通过将预测大小与实际熔池的测量大小进行比较,可容易地确定熔池的质量异常。
24.另外,根据本公开的实施例,当在3d印刷过程中检测到质量错误时,可通过调整3d印刷工艺变量来实时控制熔池的大小。
25.根据本公开的实施例,由于在调节3d印刷工艺变量的同时实时地执行工艺控制,所以可提高零件的质量和工艺效率。
附图说明
26.结合附图考虑以下的详细描述将更清楚地理解说明性的非限制性示例实施例。
27.图1是根据本公开示例实施例的3d印刷系统的配置图。
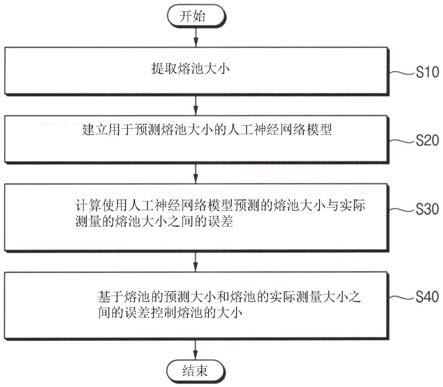
28.图2是示出根据本公开实施例、控制3d印刷系统中熔池大小的方法的流程图。
29.图3是示出根据本公开实施例、在3d印刷系统中控制熔池大小的方法中提取熔池大小的详细步骤的流程图。
30.图4是示出根据本公开实施例、计算使用人工神经网络模型预测的熔池大小与3d印刷系统中实际测量的熔池大小之间的误差的详细步骤的流程图。
31.图5是示出根据本公开实施例、基于3d印刷系统中熔池的预测大小和测量大小之间的误差来控制熔池大小的详细步骤的流程图。
32.图6a是预测熔池温度分布的模型,其是在基材上形成的熔池长度、宽度和深度的示意图,图6b和6c是熔池的截面图和平面图。
33.图7a是用于获得形成于基材上的熔池的边界面的坐标系的图,图7b是对应于熔池截面图中熔池深度的坐标的图。
34.图8是通过测量熔池提取熔池特征的示意图。
35.图9是使用机器学习来分析工艺变量与熔池大小之间的相关性的示意图。
36.图10是通过预测大小值和测量大小值之间的误差分析的实时监视处理图。
37.图11是当检测到质量异常时通过反馈控制来控制工艺变量的过程的图。
具体实施方式
38.在下文中,将参考附图详细描述本公开的实施例。本公开可以各种不同形式实现,并不限于在此描述的实施例。在附图中,为了清楚地描述本公开,省略了与描述无关的部分,并且在整个说明书中,相同的附图标记指定相同或相似的元件。
39.根据本公开实施例的3d印刷系统是一种能够使用激光熔化基材以形成三维物体,并且还实时估计3d印刷过程中熔化的熔池的温度的系统。在这种情况下,根据本公开实施例的3d印刷系统可以是能够通过用激光熔化金属粉末或金属线来形成3d物体的ded型3d印刷系统。
40.图1示出根据本公开实施例的3d印刷系统的配置。
41.参照图1,在示例实施例中,3d印刷系统1可包括用于3d印刷的激光源20、基材供应源30、聚焦透镜40、喷嘴50以及热成像相机70和控制单元80。
42.在示例实施例中,激光源20可照射激光束22到层压印刷物体4上。激光源20照射的激光束22穿过聚焦透镜40并入射到层压印刷物体4上。激光源20照射的激光束22可穿过用于供应基材的喷嘴50,同时激光束22到达熔池2。
43.在示例实施例中,基材供应源30供应的基材可通过单独的供应管32以例如金属粉末或金属丝的形式供应到喷嘴50。为了供应基材至层压印刷物体4,喷嘴50中基材的移动路径可形成为与激光束22通过的路径平行或倾斜的。供给至层压印刷物体4的基材可由激光源20熔化,以在层压印刷物体4中形成熔池2。
44.层压印刷物体4可通过层压多个层来形成为三维物体。在图1中,示出了示例性状态,其中层压印刷物体4由例如第一层6和第二层8形成,熔池2形成于第二层8上。
45.在根据本公开实施例的3d印刷系统1中,激光源20、基材供应源30和供应管32、聚焦透镜40和喷嘴50可形成一般的ded型3d印刷机10。可应用于根据本公开示例实施例的3d印刷系统1的3d印刷机10不限于ded型3d印刷机。如果任何3d印刷机可使用金属作为基材来形成熔池2,可将其应用于3d印刷系统1。
46.在3d印刷系统1中,可提供热成像相机70以测量形成于层压印刷物体4中的熔池2的表面温度。
47.为了用热成像相机70测量熔池2的表面温度,可在激光源20和聚焦透镜40之间安装分束器60。
48.分束器60可设置在激光源20照射的激光束22行进至熔池2的路径上,并改变从熔池2反射的光的路径。由分束器60改变的光可穿过光路转换器62并由热成像相机70进行拍摄。转换光路的光路转换器62可以是例如反射镜。因此,热成像相机70可测量熔池2的表面温度。
49.在示例实施例中,热成像相机70可与照射激光的喷嘴50同轴布置。由于热成像相机70与3d印刷机的喷嘴50同轴安装,因此可以对层压印刷物体4进行连续拍摄,而无需控制热成像相机70的位置。
50.在示例实施例中,热成像相机70可与光路转换器62和分束器60一起安装在3d印刷机中,以测量3d印刷机的熔池2的表面温度。
51.在根据示例实施例的3d印刷系统1中,可设置控制单元80以通过使用热成像相机70测量的熔池2的表面温度来估计熔池2的深度。
52.在下文中,将参照不同附图描述使用3d印刷系统1的控制单元80控制熔池2的大小的方法。
53.图2是根据示例实施例、在3d印刷系统中控制熔池大小的方法的流程图。图3是根据示例实施例、提取熔池大小的详细过程的流程图。图4是根据示例实施例、计算基于人工神经网络模型预测的熔池大小与实际测量的熔池大小之间的误差的详细工艺的流程图。图5是根据示例性实施例、基于熔池预测大小与测量大小之间的误差来控制熔池大小的详细过程的流程图。
54.参照图2,控制3d印刷过程中形成的熔池2的大小的方法可包括以下步骤:提取熔
池2的大小(s10);建立用于预测熔池2的大小的人工神经网络模型(s20);计算使用人工神经网络模型预测的熔池2的大小与实际测量的熔池2的大小之间的误差(s30);以及基于熔池的预测大小和熔池2的实际测量大小之间的误差来控制熔池2的大小。
55.参照图3,提取熔池2的大小的步骤(s10)可包括测量熔池2的温度(s11),并设置温度边界面,即熔池2的温度界面(s12)。
56.在示例实施例中,测量熔池2的温度的步骤(s11)可包括使用3d印刷系统1的热成像相机70测量熔池2的表面温度。
57.在实施例中,控制单元80可从测量的温度图像中设置超过基材熔点的温度界面3(s12),并提取熔池2的长度和宽度(s13)。
58.图6a是用于预测熔池温度分布的模型,是形成于基材上的熔池的长度、宽度和深度的示意图,图6b和6c是熔池的截面图和平面图。
59.如图6a至6c所示,从熔池2的表面看,在熔池2中超过熔点的温度界面3的区域中,沿x轴方向和y轴方向的最大长度可定义为熔池2的长度a和熔池2的宽度b。另外,尽管不是通过表面温度来测量的,熔池2沿z轴方向的深度,其可由控制单元80基于熔池2的长度a和宽度b来估计,可定义为d。
60.这里,可基于超过基材熔点的温度界面3来获得熔池2的长度a和宽度b。这样确定的熔池2的长度a和宽度b可输入到熔池2的预设温度分布预测模型中,以导出熔池2的温度分布方程式1。
[0061][0062]
这里,k是基材的热导率,i0是强度比例因子。v是热成像相机70对基材表面拍摄热图像时热成像相机70的扫描速度,t
m
是基金属的熔点。
[0063]
通过如此导出的熔池2的温度分布方程,熔池2熔点的边界面3可设置为t(x,y,z)=t
m
,如图7a所示。
[0064]
那么,可将其表示为以下等式。
[0065]
φ=t(x,y,z)
‑
t
m
……
(2)
[0066]
假设熔池2的最大深度位于层压印刷物体4的熔池2宽度方向的中心处,则对应于熔池2最大深度的y轴坐标值可设置为0。
[0067]
当y=0时,等式(2)可写成如下形式。
[0068]
φ=t(x,y=0,z)
‑
t
m
……
(3)
[0069]
在y=0的情况下,当方程式(3)在x轴方向进行微分时,在熔池2最大深度点处φ的微分值将为0,可写成如下。
[0070][0071]
如图7b所示,x轴方向上梯度为0的点可定义为x轴方向上的点(x
max
,z
max
)。在此,z
max
的值估计为熔池2的深度(s14)。
[0072]
可确认熔池2的估计深度是否与熔池2的实际深度相同。为此,可切割实际的层压印刷物体4,并可测量截面长度以了解熔池2的实际深度。可通过比较熔池2测得的实际深度
与熔池2的估计深度来验证熔池2的估计深度值的有效性。
[0073]
基于热成像相机70测量的熔池2的长度和宽度以及熔池2的估计深度,可提取熔池2诸如熔池2的大小的特征,如图7a、7b和8所示(s15)。
[0074]
控制单元80可如上所述反复进行提取熔池2的特征(例如熔池2的大小)的过程,并分析用于3d印刷的3d印刷工艺变量与熔池2的特征之间的相关性。基于如上所述获得的相关性数据,控制单元80可建立用于预测熔池大小的人工神经网络模型(s20)。
[0075]
图9示出使用机器学习来分析工艺变量与熔池大小之间的相关性。
[0076]
参照图9,在本公开的实施例中,机器学习可用于分析3d印刷工艺变量和熔池之间的相关性。在3d印刷系统1中,控制单元80可将用于3d印刷的工艺变量数据用作机器学习算法的输入数据,并利用该输入数据执行机器学习。通过机器学习,控制单元80可构建特定的人工神经网络模型,通过该模型,可在工艺变量数据作为输入数据时预测熔池2的长度(a)、宽度(b)和深度(d)。
[0077]
具体地,控制单元80在上述工艺参数的基础上,基于熔池2测得的温度来反复学习熔池2的大小数据。并且,基于通过迭代学习累积的数据,控制单元80可通过分析工艺变量与熔池2大小之间的相关性来导出人工神经网络模型。用于执行这种机器学习的机器学习算法可以是针对本公开的已知算法或专用算法。
[0078]
在本公开的实施例中,应用于机器学习、用于3d印刷的工艺变量可包括激光束的强度、处理速度、激光束的大小以及基粉末的喷射量。应用于机器学习的工艺变量不限于此。
[0079]
图10示出通过预测大小值与测量大小值之间的误差分析的实时监视工艺。
[0080]
参照图10,在通过这种反复学习、在控制单元80中建立了人工神经网络模型之后,执行计算使用人工神经网络模型预测的熔池2大小与实际测量的熔池2大小之间的误差的步骤(s30)。详细地,在计算误差的步骤s30中,可通过将当前的工艺变量输入到人工神经网络模型中从最新测量的热图像中得出熔池2的预测大小(s31)。可基于使用热成像相机70测量的熔池表面温度来获得熔池2的实际测量大小(s32)。可通过比较熔池2的预测大小和实际测量大小来计算误差(s33)。
[0081]
在示例实施例中,熔池2的预测大小和实际测量大小之间的误差可用作确定熔池2质量异常的标准。即,可在控制单元80中设置熔池2预测大小与熔池2测量大小之间的误差标准,例如,公差阈值(容许的误差阈值)。当误差在公差阈值内时,确定满足了用于3d印刷工艺的预定质量标准,因此可继续3d印刷工艺。
[0082]
如果误差超过公差阈值,则可确定3d印刷质量异常(s41)。如果确定发生质量异常,则可如图11所示执行用于3d印刷工艺的实时反馈控制(s42)。通过反馈控制,可实时调整工艺变量,使误差落在公差阈值之内(s43)。
[0083]
在示例实施例中,考虑到基于人工神经网络模型学习的工艺变量和熔池2大小数据之间的相关性,可由控制单元80自动选择待控制的工艺变量。并且,可重复执行工艺变量的控制,直到误差不超过公差阈值为止。
[0084]
在上述示例实施例中,举例说明将误差超过公差阈值的情况确定为质量异常并通过反馈控制来调整工艺变量。然而,当误差不超过公差阈值而是达到接近公差阈值的风险水平时,可预先控制工艺变量以不超过公差阈值。
[0085]
如上所述,在根据本公开实施例的方法中,熔池2的实际大小可在3d印刷过程中使用热成像相机70实时测量。熔池2的大小可通过分析工艺变量与熔池2大小之间的相关性的机器学习人工神经网络模型来预测。然后,通过利用熔池2实际测量大小和熔池2预测大小之间的误差确定熔池2的大小是否异常。基于判断结果,对熔池2的大小进行反馈控制。在实时控制3d印刷工艺变量的同时,控制熔池2大小的方法可实时执行工艺控制,从而提高了3d印刷物体的质量和处理效率。
[0086]
前述内容是示例实施例的说明,不应解释为是对其的限制。尽管已经描述了一些示例实施例,但本领域技术人员应容易地认识到,在实质上不脱离本公开的新颖教导和优点的情况下,可对示例实施例进行许多修改。因此,所有这样的修改旨在包括在本发明如权利要求限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1