压铸专用高温模温机控制系统的制作方法
1.本发明涉及温度控制设备技术领域,特别是涉及一种加热温度为350℃的压铸专用高温模温机控制系统。
背景技术:
2.现有的压铸方法主要是将熔融材料在高压、高速条件下于模具中充型,并在高压下冷却凝固成形的精密铸造方法,而在实际的压铸生产过程中,需要使用模温机对模具的高低温快速切换以保证产品的良品率。但是目前市场上的压铸模温机的加热温度仅能做到320℃,其加热效果有限,使用范围以被大大限制,且在高温加热下模温机的整体安全性能较差,无法满足更高加热温度的安全性能;同时,现有的模温机的抽油效率不佳,往往会在抽油结束后系统内还残留有部分冷却液,对生产造成较大的影响。
技术实现要素:
3.本发明提出一种压铸专用高温模温机控制系统,从而解决了现有技术中存在的压铸模温机的加热温度较低、安全性能差以及抽油效果不佳的技术问题。
4.本发明采用的技术方案是:一种压铸专用高温模温机控制系统,包括:连通用热设备以形成循环回路的传热介质循环路;用于对传热介质进行加热或冷却的热交换模块,所述热交换模块包括集成设置的加热器和换热器,所述传热介质从所述热交换模块的换热器端流入并从所述加热器端流出;设于所述传热介质循环路并与所述加热器端连通的循环泵;设于所述循环泵与热交换模块之间的传热介质循环路上的稳压组件;与所述热交换模块、循环泵和稳压组件电连接的控制器。
5.进一步地,所述压铸专用高温模温机控制系统还包括冷却水入口和冷却水出口,所述冷却水入口和冷却水出口与所述换热器连通。
6.进一步地,所述热交换模块还设有排油口。
7.进一步地,所述稳压组件包括设于所述传热介质循环路上的缓冲罐以及与所述缓冲罐连通的膨胀槽。
8.进一步地,所述传热介质循环路包括连通在从用热设备到热交换模块之间的回液管和连通在从热交换模块到用热设备之间的出液管,所述出液管包括连通在所述热交换模块与缓冲罐之间的第一管段,所述膨胀槽包括出气口和排气口,所述排气口与所述第一管段连通,所述出气口与所述回液管连通。
9.进一步地,所述排气口与所述第一管段连通的管路上设有排气电磁阀。
10.进一步地,所述出气口与所述回液管连通的管路上设有单向阀。
11.进一步地,回液管与用热设备的连通处设有第一温度传感器,所述出液管与用热设备的连通处设有第二温度传感器,所述第一温度传感器和第二温度传感器与所述控制器电连接。
12.进一步地,所述出液管包括连通在所述循环泵与用热设备之间的第二管段,所述
压铸专用高温模温机控制系统还包括连通从所述第二管段到所述回液管之间的旁通流路,所述旁通流路上设有单向阀。
13.与现有技术比较,本发明中压铸专用高温模温机控制系统,通过设置集成加热器和换热器作为整体使用的热交换模块,且传热介质在循环泵的作用下从热交换模块的换热器端流入并从加热器端流出,从而保证了系统中管路传热介质的纯净度,进而确保传热介质在用热设备中换热的稳定性和高效性,从而大大提升了对传热介质的加热效率,使传热介质温度最高能加热至350℃,大大提高了模温机的加热温度,且在稳压组件的作用下维持系统的压力稳定,提高了模温机中的热油在高温运行下整个系统的安全性能,并在循环泵的反抽油功能直接从系统中抽油,极大的提高了对油的抽取效果,使系统的油抽取的更为干净。
附图说明
14.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
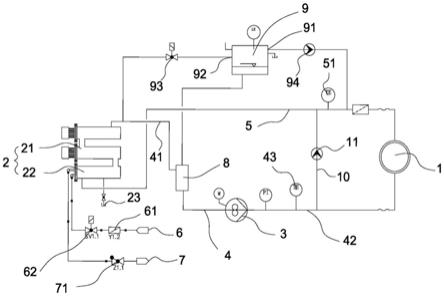
15.图1为本发明中压铸专用高温模温机控制系统的结构原理图。
具体实施方式
16.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
17.本发明提出了压铸专用高温模温机控制系统,如图1所示,其包括用热设备1,系统中的传热介质循环路将系统中的各设备单元与该用热设备串联之后形成传热介质循环回路;所述各个设备单元具体包括:热交换模块2,热交换模块2设置在传热介质循环回路上,其用于对传热介质进行快速加热升温或换热降温,从而保证为用热设备1提供合适的温度;循环泵3,循环泵3为传热介质的循环流动提供动力;稳压组件,稳压组件用于稳定系统的压力稳定,为系统的稳定性提供保障;控制器(图中未示),控制器与热交换模块2、循环泵3和稳压组件电连接以协调控制各个设备的运行。
18.具体地,热交换模块2包括加热器21和换热器22,加热器21和换热器22集成设置于一体,传热介质在流经热交换模块2时,先从换热器22的一端流入,然后再从加热器21的一端流出,将加热器21和换热器22集成设于一体,大大方便了控制器自动切换热交换模块2进行加热或冷却,简化了系统的结构,节约了成本,避免了复杂且凌乱的线路的连接,提高了冷却器(换热器)和加热器的灵活性。同时,加热器21最为热交换模块2的出液端,换热器22作为热交换模块2的进液端,使得当传热介质流经换热器22换热后得到纯液态传热介质,纯液态传热介质再进入到加热器21中进行加热,从而保证了系统中管路传热介质的纯净度,进而确保传热介质在用热设备中换热的稳定性和高效性,从而大大提升了对传热介质的加热效率,使传热介质温度最高能加热至350℃。
19.优选地,加热器21和换热器22之间采用特殊的陶瓷纤维进行隔热以满足对传热介
质温度的精准控制。
20.进一步地,压铸专用高温模温机控制系统还包括冷却水入口6和冷却水出口7,冷却水入口6和冷却水出口7与换热器22连通,且从冷却水入口6到换热器22之间依次设有过滤器61和第一开关阀62,过滤器61避免换热器22结垢,开关阀62以控制冷却水的通断,冷却水出口7到换热器22之间设有第二开关阀71,控制冷却水通断以此为流经该换热器22的传热介质进行降温。
21.优选地,热交换模块2还设有排油口23,排油口23用于将热交换模块2中的传热介质排出以便进行维修保养等工作。
22.优选地,本申请中的循环泵3选用磁性耦合侧动泵以作为带动不传热介质循环的循环泵,提高传热介质的密封性。
23.进一步地,传热介质循环路包括出液管4和回液管5,出液管4连通在从热交换模块2到用热设备1之间,由热交换模块2中出来的传热介质从出液管4流入到用热设备1,从热交换模块2到用热设备1之间依次设有稳压组件和循环泵3;回液管5连通在从用热设备1到热交换模块2之间,从用热设备1中流出的传热介质由回液管5流回至热交换模块2继续换热。
24.出液管4包括第一管段41和第二管段42,第一管段41设置在热交换模块2与稳压组件之间,第二管段42设置在循环泵3与用热设备1之间。
25.进一步地,稳压组件包括缓冲罐8以及膨胀槽9,缓冲罐8设置在传热介质循环流路上,其两端分别连接热交换模块2和循环泵3,缓冲罐8的设置极大的减小了循环泵3吸入流量的不均匀,减小了传热介质的惯性损失,提高了循环泵3的吸入性能。
26.膨胀槽9设置在缓冲罐8的上方并与缓冲罐8连通,这样便使得缓冲罐8上方的气态传热介质能够流人到膨胀槽9中,膨胀槽9中设有泄压阀、排气阀等结构,膨胀槽9能够排气进行泄压。
27.具体地,膨胀槽9包括出气口91和排气口92,排气口92与第一管段41连通,出气口91与回液管5连通,且出气口91与回液管5连通的管路上设有单向阀94,单向阀94在系统对用热设备1调温时不运行,其只在系统进行抽油时运行,如循环泵3反转抽取系统中的传热介质,此时单向阀94开启,系统抽取膨胀槽9中的气体从而使气体定向流通,进而将系统中的传热介质抽取走并从排油口23中排出,以便对系统进行保养、维修等工作。
28.同时,排气口92与第一管段41连通的管路上设有排气电磁阀93,当系统温度快速升高而导致压力过大时,排气电磁阀93将系统中气体排放至膨胀槽9中,膨胀槽9收纳气体并进行排气稳压,这样便进一步地保证了系统中的压力值的正常,极大的提高了整个系统在高温运行下的安全性。
29.优选地,本申请还在回液管5与用热设备1的连通处设有第一温度传感器51,所述出液管4与用热设备的连通处设有第二温度传感器43,第一温度传感器51和第二温度传感器43与控制器电连接,从而将实时检测到的系统温度值反馈至控制器,控制器控制换热交换模块2切换至加热器开启或者换热器开启,亦或是通过改变加热器的功率来调节系统的传热介质温度,实现温度快速切换和精准控制。
30.优选地,压铸专用高温模温机控制系统还包括连通从第二管段42到回液管5之间的旁通流路10,其能够保证当系统开始运行客户端不通时,系统中的传热介质能暂时从旁通流路流通,防止系统堵塞,导致如循环泵3等设备故障;另外,系统旁通流路10上设有单向
阀11,从而保证当系统进行反抽油时,系统中的传热介质从该旁通流路10回流。
31.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1