一种避免镍铬靶材边部产生裂纹的模具的制作方法
1.本实用新型涉及镍铬靶材模具加工制作领域,具体涉及一种避免镍铬靶材边部产生裂纹的模具。
背景技术:
2.镍铬靶材大量用于建筑玻璃、汽车玻璃、电阻电容等行业,市场潜力巨大。市场对镍铬靶材产品的质量要求非常严格,不容许镍铬靶材产品有任何裂纹,但由于镍铬铸造性能较差,流动性很差,导致在开模充型时,如果模具内壁不光滑或者有棱角,都会阻碍镍铬的流动,导致在收缩时,产生应力裂纹,造成镍铬靶材铸锭成材率的下降。申请人厂家原来使用传统的模具来铸造镍铬靶材,传统模具100的结构如说明书附图1和附图2所示:其包括前后相对的第一侧板101和第二侧板102、左右相对的第三侧板103和第四侧板104及底板105。该第一侧板101、第二侧板102、第三侧板103、第四侧板104及底板105均为长方体形状,由第一侧板101、第二侧板102、第三侧板103、第四侧板104及底板105围合成一个顶部开口的传统模具100,该传统模具100具有一个顶部开口的四方体的铸造腔106,往铸造腔106内浇铸相关原材料就可铸造出相应的镍铬靶材。通常情况下,为了安装方便,镍铬靶材生产厂家要对该传统模具100的散件进行组合,一般是将第一侧板101和第三侧板103焊接成一体的左模件11,将第二侧板102、第四侧板104及底板105焊接成一体的右模件12,并在左模件11和右模件12上开设对应的安装孔13,通过螺栓就可以将左模件11和右模件12组合成可铸造出镍铬靶材的传统模具100。但由于传统模具的铸造腔是方形的,具有明显的棱角,铸造出来的镍铬靶材的边部容易产生裂纹。因此必须对传统的模具进行改进。
技术实现要素:
3.本实用新型的目的在于克服现有技术中的缺点与不足,提供了一种避免镍铬靶材边部产生裂纹的模具,其具有弧面边部的铸造腔,使得铸造出来的镍铬靶材的边部不容易产生裂纹。
4.为了达到上述目的,本实用新型是通过以下技术方案实现的:
5.一种避免镍铬靶材边部产生裂纹的模具,包括前后相对的第一侧板和第二侧板、左右相对的第三侧板组和第四侧板组,以及底板;所述第三侧板组、第四侧板组及底板夹在第一侧板和第二侧板之间,且第一侧板、第三侧板组、第二侧板、第四侧板组及底板依次贴靠围合成一个顶部开口的四方体模具,该四方体模具中央具有一顶部开口的铸造腔,其特征在于:
6.所述第三侧板组包括第一弧面板和第二弧面板,该第一弧面板和第二弧面板并排贴靠,且第一弧面板的一侧面贴靠在所述第一侧板的内侧面、第二弧面板的一侧面贴靠在所述第二侧板的内侧面;所述第一弧面板的朝向所述铸造腔的侧面具有第一倒角弧面,所述第二弧面板的朝向所述铸造腔的侧面具有第二倒角弧面;
7.所述第四侧板组包括第三弧面板和第四弧面板,该第三弧面板和第四弧面板并排
贴靠,且第三弧面板的一侧面贴靠在所述第一侧板的内侧面、第四弧面板的一侧面贴靠在所述第二侧板的内侧面;所述第三弧面板的朝向所述铸造腔的侧面具有第三倒角弧面,所述第四弧面板的朝向所述铸造腔的侧面具有第四倒角弧面。
8.进一步,所述第一弧面板和所述第四弧面板相互镜像,且是以所述铸造腔的纵轴为镜像轴;所述第二弧面板和所述第三弧面板相互镜像,且是以所述铸造腔的纵轴为镜像轴。
9.进一步,所述第一侧板的内侧面、第一倒角弧面、第二倒角弧面、第二侧板的内侧面、第四倒角弧面、第三倒角弧面以及所述底板的顶面共同围合成所述铸造腔。
10.进一步,所述底板是具有四边倒角的四方体,使得该底板的顶面和底面均与所述铸造腔腔底的轮廓外型匹配。
11.进一步,本案的避免镍铬靶材边部产生裂纹的模具还包括有若干装配孔,所述装配孔在第一侧板和第二侧板的外侧面上成u形排列;且位于u形的第一竖边上的装配孔横向贯穿所述第一侧板、第一弧面板、第二弧面板、第二侧板;位于u形的第二竖边上的装配孔横向贯穿所述第一侧板、第三弧面板、第四弧面板、第二侧板;而位于u形的横边上的装配孔横向贯穿所述第一侧板、底板、第二侧板。
12.优选地,所述第一侧板的外侧面和第二侧板的外侧面上分别相对设置有两根吊杆。
13.优选地,所述装配孔共设置有十四个,其中位于u形的第一竖边上的装配孔为六个、位于u形的第二竖边上的装配孔为六个、位于u形的横边上的装配孔为两个。
14.优选地,所述第一弧面板的宽度是第三侧板组宽度的四分之三,所述第二弧面板的宽度是第三侧板组宽度的四分之一;所述第三弧面板的宽度是第四侧板组宽度的四分之一,所述第四弧面板的宽度是第四侧板组宽度的四分之三。
15.优选地,所述第一侧板和第二侧板均为四方形长板。
16.相比于现有技术,本实用新型的有益效果在于:
17.本案的避免镍铬靶材边部产生裂纹的模具将传统模具中的一整块的第三侧板分解成两部分,即第一弧面板和第二弧面板;将传统模具中的一整块的第四侧板分解成两部分,即第三弧面板和第四弧面板,并分别对第一弧面板、第二弧面板、第三弧面板和第四弧面板进行倒角处理,使得将铸造腔的边部倒角成弧面的工艺变得更简单,只需使用常用的加工工具就能打造出具有弧面边部的铸造腔,改造成本低,进而使得铸造出来的镍铬靶材的边部不容易产生裂纹。
18.为了能更清晰的理解本发明,以下将结合附图说明阐述本发明的较佳的实施方式。
附图说明
19.图1为背景技术中传统模具的装配示意图;
20.图2为背景技术中传统模具的俯视的装配示意图;
21.图3为本实用新型的结构示意图;
22.图4为本实用新型的俯视的结构示意图;
23.图5为本实用新型的分解示意图;
24.图6为本实用新型的俯视的分解示意图;
25.图7为本实用新型的左模件和右模件的结构示意图。
具体实施方式
26.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
27.请同时参阅图3至图7,一种避免镍铬靶材边部产生裂纹的模具3,包括前后相对的第一侧板30和第二侧板31、左右相对的第三侧板组32和第四侧板组33,以及底板34。所述第一侧板30和第二侧板31均为四方形长板;所述第三侧板组32、第四侧板组33及底板34夹在第一侧板30和第二侧板31之间,且第一侧板30、第三侧板组32、第二侧板31、第四侧板组33及底板34依次贴靠围合成一个顶部开口的四方体模具,该四方体模具中央具有一顶部开口的铸造腔35。所述第一侧板30和第二侧板31相对位于该铸造腔35的前后两侧,所述第三侧板组32和第四侧板组33相对位于该铸造腔35的左右两侧,所述底板34位于该铸造腔35的底部。
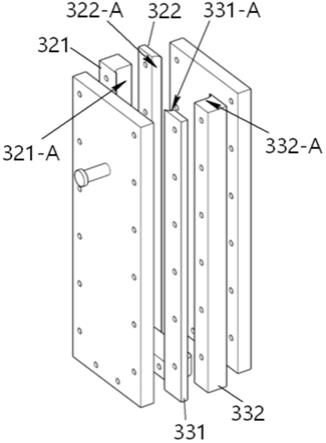
28.进一步地,所述第三侧板组32包括第一弧面板321和第二弧面板322。该第一弧面板321 和第二弧面板322并排贴靠,且第一弧面板321的一侧面贴靠在所述第一侧板30的内侧面、第二弧面板322的一侧面贴靠在所述第二侧板31的内侧面。所述第一弧面板321的朝向所述铸造腔35的侧面具有第一倒角弧面321-a,使得该第一弧面板321与第一侧板30的转角处形成倒角;所述第二弧面板322的朝向所述铸造腔35的侧面具有第二倒角弧面322-a,使得该第二弧面板322与第二侧板31的转角处形成倒角。
29.所述第四侧板组33包括第三弧面板331和第四弧面板332。该第三弧面板331和第四弧面板332并排贴靠,且第三弧面板331的一侧面贴靠在所述第一侧板30的内侧面、第四弧面板332的一侧面贴靠在所述第二侧板31的内侧面。所述第三弧面板331的朝向所述铸造腔 35的侧面具有第三倒角弧面331-a,使得该第三弧面板331与第一侧板30的转角处形成倒角;所述第四弧面板332的朝向所述铸造腔35的侧面具有第四倒角弧面332-a,使得该第四弧面板332与第二侧板31的转角处形成倒角。
30.进一步地,所述第一侧板30的内侧面、第一倒角弧面321-a、第二倒角弧面322-a、第二侧板31的内侧面、第四倒角弧面332-a、第三倒角弧面331-a以及所述底板34的顶面共同围合成所述铸造腔35。且所述第一弧面板321和所述第四弧面板332相互镜像,且是以所述铸造腔35的纵轴为镜像轴;所述第二弧面板322和所述第三弧面板331相互镜像,且是以所述铸造腔35的纵轴为镜像轴。
31.进一步地,所述底板34是具有四边倒角的四方体,使得该底板34的顶面和底面均与所述铸造腔35腔底的轮廓外型匹配。
32.更进一步地,本案的一种避免镍铬靶材边部产生裂纹的模具,还包括有若干装配孔36,所述装配孔36在第一侧板30和第二侧板31的外侧面上成u形排列。且位于u形的第一
竖边上的装配孔36横向贯穿所述第一侧板30、第一弧面板321、第二弧面板322、第二侧板31;位于u形的第二竖边上的装配孔36横向贯穿所述第一侧板30、第三弧面板331、第四弧面板 332、第二侧板31;而位于u形的横边上的装配孔36横向贯穿所述第一侧板30、底板34、第二侧板31。
33.同时,为了增强本模具的移动性能,在第一侧板30的外侧面和第二侧板31的外侧面上分别相对设置有两根吊杆37,两根吊杆37分别固定在第一侧板30及第二侧板31上,便于起重设备吊起本模具。
34.更进一步地,如图7所示,为了安装方便,节约生产前的装配时间,通常要对以上组成模具的散件进行组合,一般是将第一侧板30、第一弧面板321、第三弧面板331焊接成一体的左模件38,将第二侧板31、第二弧面板322、第四弧面板332及底板34焊接成一体的右模件39。这样在生产镍铬靶材前,只需通过螺栓穿过装配孔36,并配合螺丝就可以将左模件 38和右模件39组合成可铸造出镍铬靶材的模具,大大地缩短了模具的装配时间。
35.进一步地,作为优选,本案中,所述装配孔36共设置有十四个,其中位于u形的第一竖边上的装配孔36为六个、位于u形的第二竖边上的装配孔36为六个、位于u形的横边上的装配孔36为两个。所述第一弧面板321的宽度是第三侧板组32宽度的四分之三,所述第二弧面板322的宽度是第三侧板组32宽度的四分之一;所述第三弧面板331的宽度是第四侧板组33宽度的四分之一,所述第四弧面板332的宽度是第四侧板组33宽度的四分之三。
36.相比于现有技术,本实用新型的有益效果在于:本案的避免镍铬靶材边部产生裂纹的模具将传统模具中的一整块的第三侧板分解成两部分,即第一弧面板321和第二弧面板322;将传统模具中的一整块的第四侧板分解成两部分,即第三弧面板331和第四弧面板332,并分别对第一弧面板321、第二弧面板322、第三弧面板331、第四弧面板332进行倒角,使得将铸造腔35的边部倒角成弧面的工艺变得更简单,只需使用常用的加工工具就能打造出具有弧面边部的铸造腔35,改造成本低,进而使得铸造出来的镍铬靶材的边部不容易产生裂纹。
37.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1