一种自动抓取闷盖的装置的制作方法
[0001]
本实用新型涉及气缸套离心铸造设备的技术领域,尤其涉及自动抓取闷盖的装置。
背景技术:
[0002]
在气缸套离心铸造的过程中,需要在模具本体的端面安装闷盖,以固定模具本体内部的铸型,当铸件浇铸完成后,需要将闷盖取下。以往常常采用人工方式,取下并收集闷盖,工人劳动强度大,作业环境差,工作效率低。随着离心铸造装备技术的发展,为了实现取闷盖工序的自动化,克服人工处理方式的不足,因此设计一种自动抓取闷盖的装置。
技术实现要素:
[0003]
本实用新型目的是提供一种减轻工人劳动强度,提高工作效率,实现工业自动化的自动抓取闷盖的装置。
[0004]
一种自动抓取闷盖的装置,包括传输带、工业机器人、夹爪装置,传输带的一侧设置一个工业机器人,所述工业机器人的手臂上设置用于抓取闷盖的夹爪装置。
[0005]
优选的是,本实用新型的工业机器人上设置位移传感器。
[0006]
优选的是,本实用新型夹爪装置的前端设置夹爪,夹爪装置的内部设置气缸,气缸内设置用于控制夹爪撑紧与放松的活塞杆。
[0007]
本实用新型在使用时,当转台上模具本体到达到取闷盖工位时,模具本体旋转由高速旋转变为低速旋转,工业机器人的手臂开始工作,将夹爪装置前端的夹爪移动并停止在模具本体中心与闷盖外端面平齐的位置。当模具本体的转速由低速旋转变为停止旋转时,安装在模具本体端面的闷盖落下,夹爪正好从闷盖内孔处接住闷盖,系统控制夹爪装置内部的小型气缸,使得夹爪从闷盖内孔处撑紧闷盖。工业机器人手臂运动,将闷盖转运至传输带上并放下闷盖,闷盖由传输带传送至安装闷盖工位处。
[0008]
本实用新型采用上述技术方案,与现有技术相比具有如下优点:1、本实用新型作为整体离心浇注机的辅助部分,与自动拔缸工位共用一台工业机器人,提高了资源利用率,实现了取闷盖作业的自动化,减轻工人劳动强度,改善工作环境,提高了工作效率。
[0009]
2、本实用新型利用工业机器人与转台模具配合使用,利用位移传感器对模具本体的位置进行进一步的判定,提高了夹爪装置抓取的准确性,提升了工作效率。
[0010]
3、本实用新型通过控制夹爪装置内部的小型气缸,使得夹爪从闷盖内孔处撑紧闷盖,工业机器人手臂运动,将闷盖转运至传输带上并放下闷盖,闷盖由传输带传送至安装闷盖工位处。结构简单,易于操作,减轻了工人的劳动强度,提升了工作效率。
附图说明
[0011]
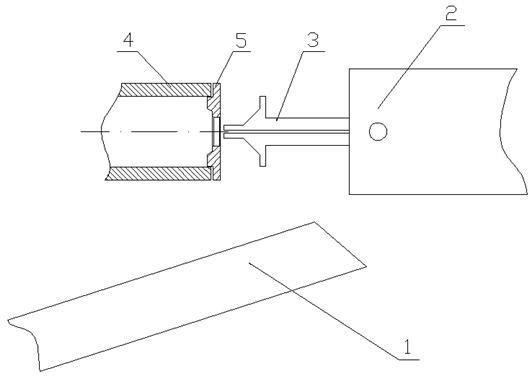
图1是本实用新型的一种结构示意图。
[0012]
其中,1、传输带,2、夹爪装置,3、夹爪,4、模具本体,5、闷盖。
具体实施方式
[0013]
下面结合附图对本实用新型的技术方案进行详细说明:如图1所示,一种自动抓取闷盖的装置,包括传输带1、工业机器人、夹爪装置2,传输带1的一侧设置一个工业机器人,工业机器人的手臂上设置用于抓取闷盖的夹爪装置2。
[0014]
本实用新型的工业机器人上设置位移传感器。通过位移传感器来确定带有闷盖5的模具本体4是否位于最佳的停止位置,从而保证了利用夹爪装置取放闷盖的准确性,提升工作效率。
[0015]
如图1所示,本实用新型夹爪装置2的前端设置夹爪3,夹爪装置2的内部设置气缸,气缸内设置用于控制夹爪撑紧与放松的活塞杆。系统控制夹爪装置2内部的小型气缸,使得夹爪3从闷盖内孔处撑紧闷盖5,工业机器人手臂运动,将闷盖5转运至传输带1上并放下闷盖5,闷盖5由传输带1传送至安装闷盖工位处。
[0016]
本实用新型在使用时,当转台上模具本体4到达到取闷盖工位时,模具本体4转速由高速旋转变为低速旋转,工业机器人的手臂开始工作,将夹爪装置2前端的夹爪3移动并停止在模具本体4的中心与闷盖5外端面平齐的位置。当模具本体4的转速由低速旋转变为停止旋转时,安装在模具本体4端面的闷盖5落下,夹爪3正好从闷盖内孔处接住闷盖5,系统控制夹爪装置2内部的小型气缸,使得夹爪3从闷盖内孔处撑紧闷盖5。工业机器人手臂运动,将闷盖5转运至传输带1上并放下闷盖5,闷盖5由传输带1传送至安装闷盖工位处。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1