一种可拆分的多轴超高速激光熔覆喷头的制作方法
[0001]
本实用新型涉及激光加工领域,具体的涉及一种可拆分的多轴超高速激光熔覆喷头。
背景技术:
[0002]
激光熔覆技术是新兴起的一种材料表面修复处理技术,激光熔覆技术是利用激光器发出的高能量激光束将合金粉末涂层瞬间熔化于基体表面从而形成冶金结合,通过在不同的基体材料上采用合适的激光工艺参数熔覆合适的材料来制备具有良好力学性能的涂层,提升基体材料表面的硬度、耐腐蚀、耐氧化、耐磨、减摩等性能。以达到金属工件表面强化改性的目的。激光熔覆技术因其稀释率低、热影响区小、能实现冶金结合等特点受到广泛关注,尤其是在煤矿、水泥等行业的大型轴类、平板类零件,由于工作环境恶劣复杂,设备易出现划伤、磨损以及腐蚀等现象,导致零件失效。激光熔覆可对零件表面进行修复和再制造,满足了煤矿机械的迫切需求。
[0003]
超高速激光熔覆技术改变激光与粉末的作用过程,熔覆过程中对粉末粒子进行超高家加速,与传统的激光熔覆相比较,极大的提高熔覆效率,提高粉末利用率,大大的缩短了工件的生产周期。超高速激光熔覆的熔覆层层表面光洁度好,搭接痕迹不明显,熔覆层与基体呈冶金结合且无缺陷,熔覆层可以直接加工,节约材料,降低成本。
[0004]
超高速激光熔覆送粉装置大多数为传统激光熔覆送粉装置改进而来,多为直管同轴送粉装置,由于送粉通道较长,尺寸较小,容易出现堵粉、送粉不流畅、不均匀、粉末粒子加速效果较差、获得的涂层缺陷多。同时由于送粉通道尺寸较小,熔覆喷头加工要求较高,在制作过程中加工难度大、废品率较高,所以制作成本提高;并且在使用过程中,容易出现堵粉现象,不易拆装检查和清洗,送粉通道在使用过程中磨损也较为严重,一旦出现破损分,需要重新更换制作喷头,浪费了资源,提高了成本。
技术实现要素:
[0005]
为克服上述现有技术中存在的问题,本实用新型提供一种可拆分的多轴超高速激光熔覆喷头,本实用新型的可拆分的多轴超高速激光熔覆喷头为可拆分式的,方便喷头的清洗和检查,也便于对喷头中磨损或损坏的部件快速更换。
[0006]
本实用新型采用的技术方案如下:
[0007]
一种可拆分的多轴超高速激光熔覆喷头,包括第一模块、第二模块和第三模块,第一模块、第二模块和第三模块均为回转体,第二模块和第三模块同轴设置,第二模块的下端和第三模块的上端可拆卸连接,第二模块的上端可拆卸连接有若干第一模块,第一模块关于第二模块的轴线对称分布;第二模块的上端在其轴心的位置设有连接头,连接头、第二模块和第三模块在轴心位置开设有激光器光路通道,连接头上套设有可上下调节位置的连接器,连接器用于与激光器光路系统连接;第一模块的轴心、第二模块和第三模块中均开设有送粉通道,第一模块、第二模块和第三模块中的送粉通道组成拉法尔送粉通道,所有拉法尔
送粉通道的轴线与二模块的轴线呈预设夹角,且所有拉法尔送粉通道的轴线与激光器光路通道的轴线在第三模块的下方相交于一点;第二模块上设有冷却水进水口和冷却水出水口,第二模块内部设有冷却水通道,冷却水通道的两端分别与冷却水进水口和冷却水出水口连通。
[0008]
优选的,连接器为圆筒状结构并套设在连接头上,连接器的侧壁上螺纹连接有调节螺栓,调节螺栓贯穿连接器的侧壁。
[0009]
优选的,连接器的上设有保护气进气口,保护气进气口与激光器光路通道连通。
[0010]
优选的,第一模块的一端在第一模块的轴心设有第一螺纹孔,第二模块上在送粉通道的上端设有与第一螺纹孔适配的中空的第一外螺纹段,第一模块与第二模块通过第一螺纹孔和第一外螺纹段螺纹连接。
[0011]
优选的,第一模块中的送粉通道为拉法尔送粉通道的收缩段,第一外螺纹段的内腔为拉法尔送粉通道的喉部,第三模块内的送粉通道为拉法尔送粉通道的扩张段。
[0012]
优选的,第二模块下端的轴心处设有第二外螺纹段,第二外螺纹段为中空结构,第二外螺纹段的内腔为激光器光路通道,第三模块上端的轴心处设有第二螺纹孔,第二模块和第三模块通过二外螺纹段和第二螺纹孔连接。
[0013]
优选的,冷却水通道位于激光器光路通道与拉法尔送粉通道之间的区域。
[0014]
优选的,第二模块的上端面为凸起的圆锥面,第二模块的下端面为平面,第二模块的侧面为一端圆锥面;第三模块为圆台结构,第三模块上端面为平面。
[0015]
优选的,所有拉法尔送粉通道的轴线与激光器光路通道的轴线相交于第三模块对应圆锥的顶点处。
[0016]
优选的,第三模块的下端面为内凹面,激光器光路通道以及所有拉法尔送粉通道的下端口均位于该内凹面上。
[0017]
本实用新型具有如下有益效果:
[0018]
本实用新型可拆分的多轴超高速激光熔覆喷头的第一模块与第二模块可拆卸连接,第二模块和第三模块可拆卸连接,连接头、第二模块和第三模块在轴心位置开设有激光器光路通道,第一模块的轴心、第二模块和第三模块中均开设有送粉通道,第一模块、第二模块和第三模块中的送粉通道组成拉法尔送粉通道,由此可以看出,本实用新型可拆分的多轴超高速激光熔覆喷头第一模块、第二模块和第三模块这三个部分都可随意拆装,方便喷头的清洗和检查,也便于对喷头中磨损或损坏的部件快速更换。同时由于具有拉法尔送粉通道,因此能够保证送粉均匀、流畅、不堵粉,粉末粒子加速效果明显,对粉末粒子能够进行超高加速,实现超高速激光熔覆,获得无气孔、表面光洁度较高、结合力好、沉积涂层厚的高质量涂层。连接头上套设有可上下调节位置的连接器,因此能够调节本实用新型可拆分的多轴超高速激光熔覆喷头的上下安装距离;设置水冷结构能够利用冷却水进水口、冷却水出水口以及冷却水通道对整个喷头尤其是第二模块进行降温,防止使用过程中过热。
[0019]
进一步的,连接器为圆筒状结构,侧壁上螺纹连接有调节螺栓,连接器的结构简单,调节方便。
[0020]
进一步的,连接器的上设有保护气进气口,保护气进气口与激光器光路通道连通,利用保护器进口能够向激光器光路通道内通入保护气体,能够对激光镜片起保护作用。
[0021]
进一步的,第一模块与第二模块通过第一螺纹孔和第一外螺纹段螺纹连接,通过
螺纹连接的形式使得第一模块与第二模块拆卸连接更加快捷方便,而且便于加工。
[0022]
进一步的,第二模块和第三模块通过二外螺纹段和第二螺纹孔连接,通过螺纹连接的形式使得第二模块和第三模块拆卸连接更加快捷方便,而且便于加工。
[0023]
进一步的,冷却水通道位于激光器光路通道与拉法尔送粉通道之间的区域,因此能够对整个喷头的发热区域进行有效的降温,保证喷头的使用效果和寿命。
[0024]
进一步的,第二模块的上端面为凸起的圆锥面,便于第一模块与第二模块可拆卸连接时的结构设计,第二模块的下端面为平面,第三模块为圆台结构,第三模块上端面为平面,使得第二模块的下端面和第三模块上端面紧密贴合,保证送粉效果;并且第二模块的侧面为一端圆锥面,使得第二模块和第三模块连接成的整体结构更加美观。
[0025]
进一步的,所有拉法尔送粉通道的轴线与激光器光路通道的轴线相交于第三模块对应圆锥的顶点处,能够使得激光与粉末的接触点与第三模块之间的距离适中,过近会导致对第三模块下端面烧蚀严重,过远则使得热量以及粉末的动能损失较多不利于沉积。
[0026]
进一步的,第三模块的下端面为内凹面,激光器光路通道以及所有拉法尔送粉通道的下端口均位于该内凹面上,利用该内凹面便于束粉,可以防止从送粉管道送出来的粉末在出口处飞散。
附图说明
[0027]
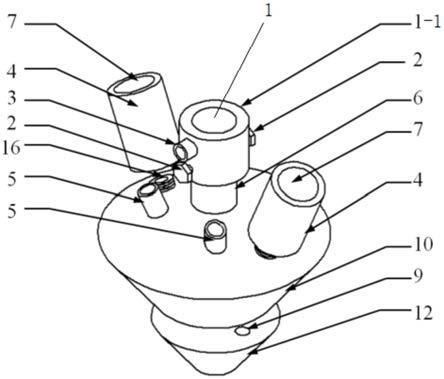
图1为本实用新型可拆分的多轴超高速激光熔覆喷头的整体形貌图;
[0028]
图2为本实用新型第二模块的形貌图;
[0029]
图3为本实用新型可拆分的多轴超高速激光熔覆喷头冷却通道形貌图;
[0030]
图4为本实用新型第一模块的结构图;
[0031]
图5为本实用新型第二模块的形貌图;
[0032]
图6为本实用新型第二模块的纵剖图;
[0033]
图7为本实用新型第三模块的纵剖图;
[0034]
图8为本实用新型中拉法尔送粉通道的结构示意图;
[0035]
图9为传统激光熔覆涂层微观组织;
[0036]
图10为利用本实用新型可拆分的多轴超高速激光熔覆喷头获得的涂层微观组织。
[0037]
图中,1、激光器光路通道;1-1、连接器;2、调节螺栓;3、保护气进气口;4、第一模块;5、冷却水进水口;6、连接头;7、第一送粉通道;8、第二送粉通道;9、第三送粉通道;10、第二模块;11、第二外螺纹段;12、第三模块;13、扩张段;14、汇聚点;15、收缩段;16、第一外螺纹段;17、扩张段;18、冷却水出水口;19、第二螺纹孔;20、冷却水交叉点;21、第一螺纹孔;22、冷却水通道。
具体实施方式
[0038]
以下结合附图对本实用新型的技术方案进行详细的描述,以使本领域技术人员能够更加清楚的理解本实用新型,但并不因此限制本实用新型的保护范围
[0039]
参照图1-图7,本实用新型可拆分的多轴超高速激光熔覆喷头,包括第一模块4、第二模块10和第三模块12,第一模块4、第二模块10和第三模块12均为回转体,第二模块10和第三模块12同轴设置,第二模块10的下端和第三模块12的上端可拆卸连接,第二模块10的
上端可拆卸连接有若干第一模块4,第一模块4关于第二模块10的轴线对称分布;第二模块10的上端在其轴心的位置设有连接头6,连接头6、第二模块10和第三模块12在轴心位置开设有激光器光路通道1,连接头6上套设有可上下调节位置的连接器1-1,连接器1-1用于与激光器光路系统连接;第一模块4的轴心、第二模块10和第三模块12中均开设有送粉通道,第一模块4、第二模块10和第三模块12中的送粉通道组成拉法尔送粉通道,所有拉法尔送粉通道的轴线与二模块10的轴线呈预设夹角,且所有拉法尔送粉通道的轴线与激光器光路通道1的轴线在第三模块12的下方相交于一点;第二模块10上设有冷却水进水口5和冷却水出水口18,第二模块10内部设有冷却水通道22,冷却水通道的两端分别与冷却水进水口5和冷却水出水口18连通。
[0040]
作为本实用新型优选的实施方案,参照图1、图5和图6,连接器1-1为圆筒状结构并套设在连接头6上,连接器1-1的侧壁上螺纹连接有调节螺栓2,调节螺栓2贯穿连接器1-1的侧壁。
[0041]
作为本实用新型优选的实施方案,参照图1和图5,连接器1-1的上设有保护气进气口3,保护气进气口3与激光器光路通道1连通。
[0042]
作为本实用新型优选的实施方案,参照图1-图6,第一模块4的一端在第一模块4的轴心设有第一螺纹孔21,第二模块10上在送粉通道的上端设有与第一螺纹孔21适配的中空的第一外螺纹段16,第一模块4与第二模块10通过第一螺纹孔21和第一外螺纹段16螺纹连接。
[0043]
作为本实用新型优选的实施方案,参照2、图4、图6-图8,第一模块4中的送粉通道为拉法尔送粉通道的收缩段15,第一外螺纹段16的内腔为拉法尔送粉通道的喉部,第三模块12内的送粉通道为拉法尔送粉通道的扩张段。
[0044]
作为本实用新型优选的实施方案,参照1、图2、图5-图7,第二模块10下端的轴心处设有第二外螺纹段11,第二外螺纹段11为中空结构,第二外螺纹段11的内腔为激光器光路通道,第三模块12上端的轴心处设有第二螺纹孔19,第二模块10和第三模块12通过二外螺纹段11和第二螺纹孔19连接。
[0045]
作为本实用新型优选的实施方案,参照图2、图3和图6,冷却水通道22位于激光器光路通道1与拉法尔送粉通道之间的区域。
[0046]
作为本实用新型优选的实施方案,参照图1-图3、图5-图7,第二模块10的上端面为凸起的圆锥面,第二模块10的下端面为平面,第二模块10的侧面为一端圆锥面;第三模块12为圆台结构,第三模块12上端面为平面。
[0047]
作为本实用新型优选的实施方案,参照图7,所有拉法尔送粉通道的轴线与激光器光路通道1的轴线相交于第三模块12对应圆锥的顶点处。
[0048]
作为本实用新型优选的实施方案,参照图7,第三模块12的下端面为内凹面,激光器光路通道1以及所有拉法尔送粉通道的下端口均位于该内凹面上。
[0049]
使用本实用新型可拆分的多轴超高速激光熔覆喷头进行激光熔覆具体步骤包括:
[0050]
(1)检查激光发生器、冷水机、送粉器、光路系统是否正常;
[0051]
(2)将可拆分的多轴超高速激光熔覆喷头的各部分进行组装,然后将整个喷嘴安装于光路系统上并调节好固定的位置;
[0052]
(3)将待加工工件的基体表面用砂纸进行打磨,然后用酒精清洗干净,固定于工作
台上;
[0053]
(4)选择合适的金属粉末为超高速激光熔覆材料粉末,干燥后装配指定于的送粉器容器内;
[0054]
(5)调节激光发生器输出激光的功率为0.3-5kw,调节光路系统的光束光斑直径在0.5-5mm;
[0055]
(6)调节待加工工件与激光喷头之间的距离在5-30mm;
[0056]
(7)根据需要调节送粉器的送粉量;
[0057]
(8)根据需要调节送粉速度为5-300m/s;
[0058]
(9)打开冷水机,开启水冷系统;
[0059]
(10)开启送粉器,使激光熔覆粉末通过送粉气管送到第一模块4的进口(即上端口),经过收缩段收缩,然后到达喉部,经过喉部向扩张段进行超高加速,粉末与激光腔室发射出的激光束在基体表面上方0.1-10mm交汇形成激光粉末汇聚点,并在激光能量作用下在待加工工件基体表面形成熔池,快速冷却后形成沉积层或块体材料;
[0060]
(11)激光沉积完毕后,将各设备关闭,取下加工件,进行后期加工。
[0061]
以上仅是对本实用新型的优选实施方式进行了描述,并不将本实用新型的技术方案限制于此,本领域技术人员在本实用新型的主要技术构思的基础上所作的任何公知变形都属于本实用新型所要保护的技术范畴,本实用新型具体的保护范围以权利要求书的记载为准。下面结合实施例,对本实用新型作进一步的详细说明。
[0062]
1、本实施例为煤矿液压支架油缸活塞杆的表面基体进行激光熔覆,活塞杆的直径为70mm,熔覆区域长度60mm,活塞杆的材质为27simn。用砂纸将活塞杆表面进行打磨,然后用酒精清洗干净,固定于车床上;
[0063]
2、本实施例中激光发生器采用武汉锐科光纤激光技术股份有限公司的2000w光纤输出半导体激光器,设置激光功率为1800w,激光波长为1064nm,调节光路系统使激光束在活塞杆表面形成的光斑尺寸为φ3mm;
[0064]
3、选用进口的铁基激光熔覆粉末,粉末为100-300目,放入送粉器的容器内;
[0065]
4、调节激光束,使激光束垂直于与活塞杆的外圆表面,使激光喷嘴与活塞杆的表面距离为15mm,调节激光沉积喷嘴移动速度范围为25mm/s;
[0066]
5、设定熔覆路径为自左向右螺旋熔覆。
[0067]
6、开启冷水机、送粉器、激光器,启动设定好的熔覆路径,激光熔覆粉末经过拉法尔送粉通道加速达到超高速。
[0068]
7、熔覆不久后,该活塞杆表面丝材激光熔覆完成。
[0069]
通过本实施例方案,在该活塞杆上得到的熔覆层厚度为1.2mm,并且得到的熔覆层平整、光滑,通过熔覆层成分测定及取样观察微观组织,熔覆层内部致密无缺陷,传统的激光熔覆喷头获得的涂层界面如图9,存在明显的裂纹;而本实用新型获得的熔覆涂层,熔覆层与基体呈冶金结合,界面处没有出现裂纹和其他缺陷,结合较好如图10,加工后完全满足液压支架油缸活塞杆使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1