气缸套贝氏体淬火篓的制作方法
1.本实用新型涉及热处理技术领域,尤其涉及一种气缸套贝氏体淬火篓。
背景技术:
2.气缸套在生产的过程中需要进行热处理,其中需要进行淬火形成贝氏体,而传统采用淬火的装置为整体铸造的料框,由于料框较重,同样重量的淬火工件数量少,相对增加电耗。因此,需要提供一种结构合理、质量轻,淬火工件量能提升的淬火篓。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提供一种结构合理、质量轻,淬火工件量能提升的淬火篓。
4.本实用新型解决其技术问题所采用的技术方案是:所述气缸套贝氏体淬火篓,包括上箍圈、下箍圈、多根立柱和中部箍圈,所述上箍圈和下箍圈相对同轴设置,每根所述立柱呈“凵”型,多根宽度不同的立柱底部的两侧相平行的焊接于所述下箍圈,每根所述立柱的顶部设有挂钩,所述挂钩勾住所述上箍圈,多个所述中部箍圈焊接连接每一所述立柱。
5.在本实用新型提供的气缸套贝氏体淬火篓的一种较佳实施例中,所述淬火篓的顶部还设有多个吊耳。
6.在本实用新型提供的气缸套贝氏体淬火篓的一种较佳实施例中,所述吊耳由所述立柱弯曲一体成型,且与所述上箍圈焊接。
7.在本实用新型提供的气缸套贝氏体淬火篓的一种较佳实施例中,所述立柱由整根圆钢折弯一体成型。
8.在本实用新型提供的气缸套贝氏体淬火篓的一种较佳实施例中,相邻两所述立柱之间的间距大于气缸套的外径且小于气缸套的法兰的直径。
9.在本实用新型提供的气缸套贝氏体淬火篓的一种较佳实施例中,所述中部箍圈为整体结构,焊接于所述立柱的内侧或外侧。
10.在本实用新型提供的气缸套贝氏体淬火篓的另一种较佳实施例中,所述中部箍圈由多段弧形圆钢组成,每一所述弧形圆钢的两端焊接所述立柱形成整圆。
11.在本实用新型提供的气缸套贝氏体淬火篓的一种较佳实施例中,所述淬火篓采用直径为18mm、材质为316l的圆钢制成。
12.与现有技术相比,本实用新型提供的气缸套贝氏体淬火篓的有益效果是:
13.一、本实用新型由上箍圈、下箍圈、立柱和中部箍圈组成的篓状体,相对于传统的整体铸造的料框,质量更轻,在相同重量下,可以放置更多的工件;同时所述立柱的结构以及其与上箍圈、下箍圈的连接方式,大大减少了焊点,提高了结构强度,同时也简化了制作工序;
14.二、所述吊耳由立柱直接成型,使吊耳直接与淬火篓一体成型,提高了吊耳的结构强度;
15.三、相邻两所述立柱的间隙满足气缸套的伸出,但不会掉落,增加了淬火篓的工件容纳量。
附图说明
16.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
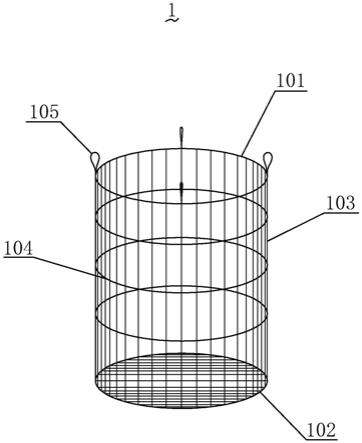
17.图1是本实用新型提供的气缸套贝氏体淬火篓的结构示意图;
18.图2是图1提供的所述立柱与上箍圈和下箍圈的连接结构图;
19.图3是图1提供的所述吊耳与所述上箍圈的连接结构图;
20.图4是图1提供的相邻两所述立柱与气缸套的俯视位置关系图;
21.图5是图1提供的立柱与所述中部箍圈的一较佳实施例的连接结构图;
22.图6是图1提供的立柱与所述中部箍圈的另一较佳实施例的连接结构图。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
24.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制;术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性;此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
25.实施例一
26.请参阅图1和图2,本实施例的所述气缸套贝氏体淬火篓1包括上箍圈101、下箍圈102、多根立柱103和中部箍圈104,所述上箍圈101和下箍圈102相对同轴设置,每根所述立柱103呈“凵”型,多根宽度不同的立柱103底部的两侧相平行的焊接于所述下箍圈102,每根所述立柱103的顶部设有挂钩1031,所述挂钩1031勾住所述上箍圈101,多个所述中部箍圈104焊接连接每一所述立柱103。
27.优选地,本实施例的所述立柱由整根圆钢折弯一体成型,具体制作时,只需将立柱的底部与下箍圈焊接,而顶部为挂钩结构与上箍圈连接,如图2所示,可以无需焊接或者采用点焊焊接。一体成型的立柱,大大减少了所述立柱与上箍圈和下箍圈的焊接点,大大节省了淬火篓的制作时间,同时也提供了淬火篓的结构强度。
28.实施例二
29.在实施例一的基础上,本实施例的所述淬火篓的顶部还设有多个吊耳105。
30.优选地,所述吊耳105由所述立柱103弯曲一体成型,且与所述上箍圈101焊接,如图3所示,所述吊耳与立柱设计为一体成型结构,结构强度高,一般地,所述吊耳通常尽可能大的设计,保证能快速进行吊装。
31.实施例三
32.在实施例一或实施例二的基础上,本实施例的相邻两所述立柱103之间的间距大于气缸套20的外径且小于气缸套的法兰的直径,如图4所示,使相邻两所述立柱的间隙满足气缸套的伸出,但不会掉落,增加了淬火篓的工件容纳量。
33.实施例四
34.在上述任一所述实施例的基础上,本实施例的所述中部箍圈104为整体结构,焊接于所述立柱103的内侧或外侧,如图6所示。
35.实施例五
36.在上述任一所述实施例的基础上,本实施例的所述中部箍圈104由多段弧形圆钢组成,每一所述弧形圆钢的两端焊接所述立柱103形成整圆,如图5所示。
37.优选地,上述实施例的所述淬火篓1采用直径为18mm、材质为316l的圆钢制成,316l的材质比传统的310s材质,耐硝盐腐蚀,价格低,耐高温能力略差,但淬火温度未超过其耐火温度,不影响寿命。
38.值得说明的是:在其它实施例中,所述淬火篓还可以采用扁钢或其它类型的钢材制成。
39.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1