水平度检测装置及包括其的差压铸造机的制作方法
1.本实用新型涉及差压铸造机领域,特别涉及一种水平度检测装置及包括其的差压铸造机。
背景技术:
2.差压铸造,又称反压铸造,压差铸造,是一种压力下充型和凝团结晶的铸造工艺方法,兼有低压铸造和压力釜铸造的特点;有些铸件的内部质量要求高,希望在较高的压力下结晶,但一般低压铸造时的结晶压力不能太大。因而发展出压差法低压铸造。其工艺过程是将坩埚炉和铸型全部进行密封,同时向密封罩和坩埚炉内通入系统压力p(如2000mbar)的压缩空气,这时由于铸型与增锅内部的压力相等,金属液不会上升,然后再向坩埚炉内增加
△
p(如600mbar) 压力,使坩埚炉内金属液通过深夜管上升充填型腔,并且铸型内的金属液在高压下结晶凝固。它是低压铸造与压力釜铸造两种铸造方法的结合,这种方法使铸件得到较致密的结晶组织,提高了铸件的机械性能。
3.图1为现有技术中差压铸造机的结构示意图。如图1所示,差压铸造机由下至上分别安装有底座板10、中间板11、密封舱12、支撑柱13、移动板14、移动板平衡缸15、顶板16和主油缸17。其中工作部分为主油缸17驱动的移动板14和上模,移动板14运动由支撑柱13提供导向。
4.由于cpc(差压铸造机)模具长时间使用后模具发生变形、模具安装不当、密封舱变形等情况,在铸造过程中易造成合模间隙过大,同时移动板也跟随倾斜。由于移动板与导向柱之间有间隙,四个导向孔处的摩擦力也不一致,模具合模时移动板有可能是倾斜的,导致上下模分型面局部接触,容易造成充型金属液泄漏,同时降低了模具使用寿命。现有的差压铸造机没有水平度检测装置去监控模具合模状态和移动板水平度,不能预防铸造过程中模具漏铝风险。
5.有鉴于此,本领域技术人员研制了一种水平度检测装置及包括其的差压铸造机,以期克服上述技术问题。
技术实现要素:
6.本实用新型要解决的技术问题是为了克服现有技术中差压铸造机没有水平度检测装置监控模具合模状态和移动板水平度的缺陷,提供一种水平度检测装置及包括其的差压铸造机。
7.本实用新型是通过下述技术方案来解决上述技术问题的:
8.一种水平度检测装置,其特点在于,所述水平度检测装置包括上固定支架、绝对值传感器本体、固定导套、检测组件和下固定座,所述绝对值传感器本体的上端固定在所述上固定支架的上端,所述绝对值传感器本体的下端固定在所述固定导套上;
9.所述检测组件的一端套设在所述绝对值传感器主体上,另一端穿过所述固定导套与所述下固定座连接,且所述检测组件与待检测物体连接,随着待检测物体一起移动,从而
检测所述待检测物体的倾斜值。
10.根据本实用新型的一个实施例,所述检测组件包括检测磁环、滑动支架和滑杆,所述检测磁环套设在所述绝对值传感器本体上,所述滑动支架的一端套设在所述绝对值传感器本体上,且所述检测磁环位于所述滑动支架的一端上;
11.所述滑杆的一端与所述滑动支架的另一端连接,所述滑杆的另一端穿过所述固定导套与所述下固定座连接。
12.根据本实用新型的一个实施例,所述滑动支架的两端均设置有一向外延伸的凸出部。
13.根据本实用新型的一个实施例,所述绝对值传感器本体位于所述上固定支架的一侧部。
14.根据本实用新型的一个实施例,所述上固定支架的另一侧部设置有一直线导轨,所述滑动支架的另一端与所述直线导轨滑动连接;
15.当所述滑杆上下移动时,带动所述滑动支架沿所述直线导轨移动,所述检测磁环沿所述绝对值传感器本体移动。
16.根据本实用新型的一个实施例,所述上固定支架的顶端设置有一向外延伸的连接部,所述绝对值传感器本体的上端固定在所述连接部上。
17.根据本实用新型的一个实施例,所述固定导套固定在所述绝对值传感器本体和所述直线导轨的底端。
18.根据本实用新型的一个实施例,所述固定导套呈l型。
19.本实用新型还提供了一种差压铸造机,其特点在于,所述差压铸造机包括至少三组如上所述的水平度检测装置,所述水平度检测装置分别安装在所述差压铸造机的移动板的各个角上,用于检测所述移动板的倾斜值。
20.根据本实用新型的一个实施例,所述水平度检测装置通过卡板固定在所述差压铸造机上,所述下固定座与所述移动板固定连接,当所述移动板移动时,所述水平度检测装置的检测组件一起移动。
21.本实用新型的积极进步效果在于:
22.本实用新型水平度检测装置及包括其的差压铸造机,设置了至少三组绝对值位移传感器装置,用于监测移动板倾斜值,为移动板的水平度调整提供数据支持,从而预防模具变形或模具安装不当造成铸造过程中的漏铝问题。差压铸造机的应用越来越多,这种改进可以实时监控设备移动板的水平度,可以精准地控制模具的合模精度,将在今后的设备开发中广泛应用。
附图说明
23.本实用新型上述的以及其他的特征、性质和优势将通过下面结合附图和实施例的描述而变的更加明显,在附图中相同的附图标记始终表示相同的特征,其中:
24.图1为现有技术中差压铸造机的结构示意图。
25.图2为本实用新型水平度检测装置与差压铸造机的相关部件的安装示意图一。
26.图3为本实用新型水平度检测装置与差压铸造机的相关部件的安装示意图二。
27.图4为本实用新型水平度检测装置中绝对值位移传感器位移差的原理图。
28.【附图标记】
29.底座板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
30.中间板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
31.密封舱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
32.支撑柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
33.移动板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
34.移动板平衡缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15
35.顶板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16
36.主油缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
17
37.上固定支架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
38.绝对值传感器本体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
39.固定导套
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
40.下固定座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
41.检测磁环
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
42.滑动支架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
61
43.滑杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
62
44.直线导轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70
45.连接部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
46.卡板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80
具体实施方式
47.为让本实用新型的上述目的、特征和优点能更明显易懂,以下结合附图对本实用新型的具体实施方式作详细说明。
48.现在将详细参考附图描述本实用新型的实施例。现在将详细参考本实用新型的优选实施例,其示例在附图中示出。在任何可能的情况下,在所有附图中将使用相同的标记来表示相同或相似的部分。
49.此外,尽管本实用新型中所使用的术语是从公知公用的术语中选择的,但是本实用新型说明书中所提及的一些术语可能是申请人按他或她的判断来选择的,其详细含义在本文的描述的相关部分中说明。
50.此外,要求不仅仅通过所使用的实际术语,而是还要通过每个术语所蕴含的意义来理解本实用新型。
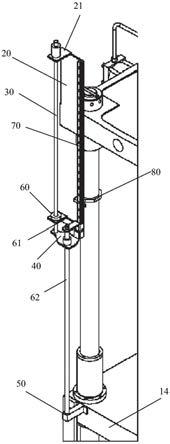
51.图2为本实用新型水平度检测装置与差压铸造机的相关部件的安装示意图一。图3为本实用新型水平度检测装置与差压铸造机的相关部件的安装示意图二。
52.如图2和图3所示,本实用新型公开了一种水平度检测装置,其包括上固定支架20、绝对值传感器本体30、固定导套40、检测组件和下固定座50,将绝对值传感器本体30的上端固定在上固定支架20的上端,绝对值传感器本体 30的下端固定在固定导套40上。所述检测组件的一端套设在绝对值传感器主体30上,另一端穿过固定导套40与下固定座50连接,且所述检测组件与待检测物体连接,随着待检测物体一起移动,从而检测所述待检测物体的倾斜值。
53.优选地,所述检测组件包括检测磁环60、滑动支架61和滑杆62,将检测磁环60套设在绝对值传感器本体30上,滑动支架61的一端套设在绝对值传感器本体30上,且检测磁环60位于滑动支架61的一端上。滑杆62的一端与滑动支架61的另一端连接,滑杆62的另一端穿过固定导套40与下固定座50 连接。
54.进一步地,滑动支架61的两端均设置有一向外延伸的凸出部。
55.优选地,绝对值传感器本体30位于上固定支架20的一侧部。上固定支架 20的另一侧部设置有一直线导轨70,将滑动支架61的另一端与直线导轨70 滑动连接。这样,当滑杆62上下移动时,带动滑动支架61沿直线导轨70移动,检测磁环60沿绝对值传感器本体30移动。
56.此外,上固定支架20的顶端设置有一向外延伸的连接部21,绝对值传感器本体30的上端固定在连接部21上。固定导套40固定在绝对值传感器本体 30和直线导轨70的底端。此处固定导套40优选为呈l型。
57.本实用新型还提供了一种差压铸造机,其包括至少三组如上所述的水平度检测装置,所述水平度检测装置分别安装在所述差压铸造机的移动板14的各个角上,用于检测移动板14的倾斜值。所述水平度检测装置通过卡板80固定在所述差压铸造机上,下固定座50与移动板14固定连接,当移动板14移动时,所述水平度检测装置的检测组件一起移动。
58.根据上述结构描述,本实用新型水平度检测装置及包括其的差压铸造机,在移动板三个角上增加三组绝对值位移传感器进行了监测移动板水平度值的改进。所述水平度检测装置的结构具体为:绝对值传感器本体30上端固定在上固定支架20上,下端固定在固定导套40上。检测磁环60与滑动支架61、滑杆62、下固定座50与移动板14固定在一起,移动板14移动时这些零件一起移动,检测磁环60可沿绝对值传感器本体30自由滑动。
59.图4为本实用新型水平度检测装置中绝对值位移传感器位移差的原理图。
60.如图4所示,所述差压铸造机利用三组绝对值位移传感器位移差来检测移动板水平度。本实用新型水平度检测装置及包括其的差压铸造机的原理为:三组位移传感器调整0点高度一致,当移动板运动一定距离后,移动板三个角上的位移传感器会测得三组值记为l1、l2和l3,倾斜值δl1=|l1
‑
l2|绝对值,倾斜值δl2=|l3
‑
l2|绝对值,倾斜值δl1用于检测移动板左右方向的水平度,倾斜值δl2用于检测移动板前后方向的水平度。当倾斜值δl超出设定值时, plc判定倾斜度超差,立即中断铸造动作。
61.综上所述,本实用新型水平度检测装置及包括其的差压铸造机,设置了至少三组绝对值位移传感器装置,用于监测移动板倾斜值,为移动板的水平度调整提供数据支持,从而预防模具变形或模具安装不当造成铸造过程中的漏铝问题。差压铸造机的应用越来越多,这种改进可以实时监控设备移动板的水平度,可以精准地控制模具的合模精度,将在今后的设备开发中广泛应用。
62.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这些仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式作出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1