一种防止薄片不锈钢模具钢板淬火粘连变形的保护装置的制作方法
1.本实用新型涉及模具钢加工技术领域,特别涉及一种防止薄片不锈钢模具钢板淬火粘连变形的保护装置。
背景技术:
2.在模具加工中涉及薄片状模板的热处理,往往是大量的薄片状模板叠放同时放在真空加热炉中进行热处理,这样在热处理时薄片模板之间容易发生粘连,也容易导致薄片状模板发生变形,影响产品质量。
技术实现要素:
3.为了解决上述技术问题,本实用新型公开了一种防止薄片不锈钢模具钢板淬火粘连变形的保护装置。
4.具体技术方案如下:
5.一种防止薄片不锈钢模具钢板淬火粘连变形的保护装置,包括一对端板、薄片模具钢板、隔片和四组定位柱;所述端板为方形,中心开有型孔,四角开有连接孔,四边中部各开设一个定位孔;薄片模具钢板中心为钢板型孔,相邻两角分别开设定位凹槽一和定位凹槽二;所述定位柱两端分别通过上封堵螺母和下封堵螺母固定在两块端板之间,定位柱中部等间距均匀加工出突出的限距隔板,与钢板型孔对应位置的定位柱相邻两个限距隔板中间加工成突出定位块,定位块对着型孔方向,突出高度高于限距隔板,定位块与上下限距隔板之间的缝隙放置隔片,定位块与定位凹槽一或定位凹槽二卡合取齐;两块端板相对安装,通过螺杆穿过连接孔后螺母固定,将薄片模具钢板和隔片按次序夹在中间。
6.所述端板相对两边向下弯折形成定位延。
7.所述端板的型孔比薄片模具钢板的钢板型孔直径大1.5
‑
2cm。
8.所述定位块的厚度为薄片模具钢板厚度的1.2倍,定位块与上下限距隔板的间距等于隔片的厚度。
9.所述隔片为纸片或氧化铝棉片。
10.与现有技术相比,本实用新型具有如下有益技术效果:
11.(1)本实用新型通过定位柱中部等间距均匀加工出的突出的限距隔板和定位块配合,将薄片模具钢板和隔片按次序夹在两块端板中间,相邻两块薄片模具钢板间有隔片阻隔,将多组保护装置同时放入真空加热炉中进行热处理,热处理后隔片会化为灰烬形成灰层,不仅起到隔离相邻两块薄片模具钢板的作用,避免热处理时薄片模板之间发生粘连变形,保证产品质量,灰层方便清除,不和薄片模具钢板发生反应,不影响产品质量。
12.(2)本实用新型端板相对两边向下弯折形成定位延,在薄片模具钢板数量较多的情况下起到一定的防滑脱作用。端板的型孔比薄片模具钢板的钢板型孔直径大1.5
‑
2cm,不影响型孔处的热处理。
附图说明
13.图1为本实用新型端板结构示意图;
14.图2为本实用新型待热处理薄片模具钢板结构示意图;
15.图3为本实用新型定位柱安装示意图;
16.图4为本实用新型定位柱结构示意图;
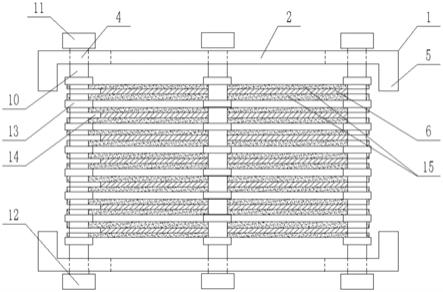
17.图5为本实用新型保护装置工作示意图;
18.图中,1—端板;2—型孔;3—连接孔;4—定位孔;5—定位延;6—薄片模具钢板;7—钢板型孔;8—定位凹槽一;9—定位凹槽二;10—定位柱;11—上封堵螺母;12—下封堵螺母;13—限距隔板;14—定位块;15—隔片。
具体实施方式
19.下面结合附图对本实用新型进行进一步说明,但本实用新型的保护范围不仅限于附图。
20.图1为本实用新型端板结构示意图,图2为本实用新型待热处理薄片模具钢板结构示意图,图3为本实用新型定位柱安装示意图,图4为本实用新型定位柱结构示意图,如图所示:本实用新型防止薄片不锈钢模具钢板淬火粘连变形的保护装置包括一对端板1、薄片模具钢板6、隔片15和四组定位柱10;所述端板1为方形,中心开有型孔2,四角开有连接孔3,四边中部各开设一个定位孔4;薄片模具钢板6中心为钢板型孔7,相邻两角分别开设定位凹槽一8和定位凹槽二9;所述定位柱10两端分别通过上封堵螺母11和下封堵螺母12固定在两块端板1之间,定位柱10中部等间距均匀加工出突出的限距隔板13,与钢板7型孔对应位置的定位柱10相邻两个限距隔板13中间加工成突出定位块14,定位块14向型孔方向,突出高度高于限距隔板13,定位块14与上下限距隔板13之间的缝隙放置隔片15,定位块14与定位凹槽一8或定位凹槽二9卡合取齐;两块端板1相对安装,通过螺杆穿过连接孔3后螺母固定,将薄片模具钢板6和隔片15按次序夹在中间。
21.所述端板1相对两边向下弯折形成定位延5。
22.所述端板1的型孔2比薄片模具钢板6的钢板型孔7直径大1.5
‑
2cm。
23.所述定位块14的厚度为薄片模具钢板6厚度的1.2倍,定位块14与上下限距隔板13的间距等于隔片15的厚度。
24.所述隔片15为纸片或氧化铝棉片。
25.图5为本实用新型保护装置工作示意图,如图所示:工作时,先将一块端板1的四个定位柱10通过下封堵螺母12固定,然后按照定位块14与上下限距隔板13之间的缝隙插入放置隔片15、定位块14与定位凹槽一8或定位凹槽二9卡合取齐放置薄片模具钢板6的方式依次将隔片15和薄片模具钢板6叠放好,盖上上面的端板1,通过上封堵螺母11将定位柱10与上面端板1固定,然后通过螺杆穿过端板的四个连接孔3后螺母固定,将薄片模具钢板6和隔片15按次序夹紧在中间,此为一组保护装置,定位柱10长短及距隔板13的数量、定位块14数量可根据该组需加工的薄片模具钢板6数量进行酌情增减。
26.安装好之后,可将多组保护装置同时放入真空加热炉中进行热处理,热处理后隔片15会化为灰烬形成灰层,起到隔离相邻两块薄片模具钢板6的作用,避免热处理时薄片模板之间发生粘连变形,保证产品质量,拆除时按照安装的倒序方向操作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1