一种磨削刀具的制作方法
1.本实用新型涉及厨具加工技术领域,特别是涉及一种磨削刀具。
背景技术:
2.厨具是厨房用具的统称。厨房用具主要包括以下5大类:第一类是储藏用具;第二类是洗涤用具;第三类是调理用具;第四类是烹调用具;第五类是进餐用具。
3.锅、碗和碟是人们日常生活中必备的厨具之一,不锈钢厨具具有美观大方、轻便好用、耐腐蚀不生锈的特点,颇受人们青睐,现有的不锈钢碗碟,在碗和碟的边缘为卷边结构设计,用户可以与手持卷边接触拿起碗碟,但清洗卷边处时却非常不便,容易藏污纳垢,滋生细菌,用户使用这种带有卷边的碗碟,常常无法达到安全卫生的要求。因此,传统卷边结构的厨具开始逐步被具有平整边缘的厨具所取代,而平整边缘的厨具通常分多个步骤打磨,打磨工序多,加工效率慢。
技术实现要素:
4.基于此,有必要提供一种磨削刀具。
5.一种磨削刀具,包括刀具本体,所述刀具本体的一端的端面间隔设置有至少两个磨削部,相邻的两个磨削部之间形成磨削槽口,所述磨削槽口的底部的宽度小于或等于所述磨削槽口的远离底部的一端的宽度。
6.在其中一个实施例中,所述刀具本体的中部开设有安装孔。
7.在其中一个实施例中,所述刀具本体的两端的端面分别设置有至少两个所述磨削部。
8.在其中一个实施例中,所述磨削槽口的底部的截面形状为弧形。
9.在其中一个实施例中,所述磨削槽口的底部的截面形状为倒圆角。
10.在其中一个实施例中,所述磨削槽口的底部的截面形状为倒斜角。
11.在其中一个实施例中,所述磨削槽口的底部的截面形状为多边形。
12.在其中一个实施例中,所述磨削槽口的数量为多个。
13.在其中一个实施例中,各所述磨削槽口以所述刀具本体的轴心线为旋转对称轴环绕设置于所述刀具本体的外表面。
14.在其中一个实施例中,各所述磨削槽口间隔均匀设置。
15.本实用新型的有益效果:所述磨削刀具包括刀具本体,所述刀具本体开设有磨削槽口,相邻的两个磨削部分别磨削厨具边缘相对的两侧,通过把厨具的边缘卡置于所述磨削槽口内,所述磨削刀具旋转对厨具的边缘进行磨削加工,由于所述磨削槽口的底部的宽度小于或等于所述磨削槽口的远离底部的一端的宽度,使得厨具边缘的厚度相同或者厚度从内向外变小,从而能够一次磨削加工出没有卷边的厨具。
附图说明
16.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
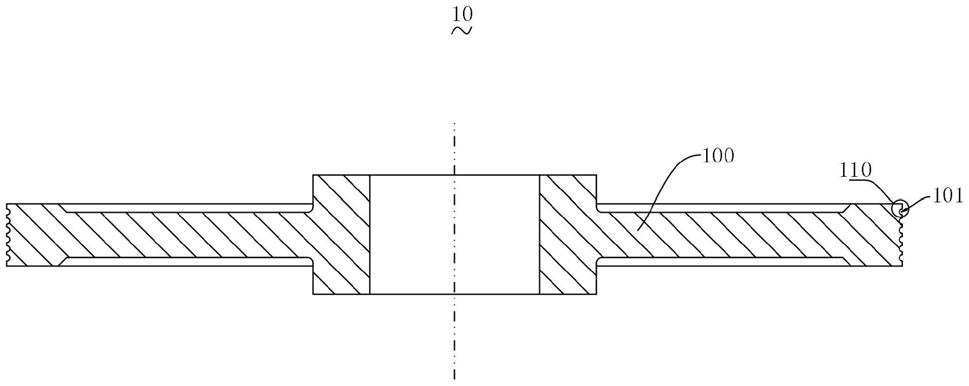
17.图1为一个实施例的磨削刀具的结构示意图;
18.图2为一个实施例的磨削刀具的磨削槽口放大的结构示意图;
19.图3为一个实施例的磨削刀具的磨削槽口放大的结构示意图;
20.图4为一个实施例的磨削刀具的磨削槽口放大的结构示意图;
21.图5为一个实施例的磨削刀具的磨削槽口放大的结构示意图。
22.附图标记:
23.10、磨削刀具;100、刀具本体;110、磨削部;101、磨削槽口。
具体实施方式
24.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
25.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
26.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
27.请一并参阅图1及图2,一种磨削刀具10,包括刀具本体100,所述刀具本体100的一端的端面间隔设置有至少两个磨削部110,相邻的两个磨削部110之间形成磨削槽口101,所述磨削槽口101的底部的宽度小于或等于所述磨削槽口101的远离底部的一端的宽度。
28.具体地,相邻的两个磨削部110分别磨削厨具边缘相对的两侧,通过把厨具的边缘卡置于所述磨削槽口101内,所述磨削刀具10旋转对厨具的边缘进行磨削加工,由于所述磨削槽口101的底部的宽度小于或等于所述磨削槽口101的远离底部的一端的宽度,使得厨具边缘的厚度相同或者厚度从内向外变小,从而能够一次磨削加工出没有卷边的厨具。
29.值得说明的是,为了使厨具的边缘无卷边,厨具边缘靠近厨具对称中心的厚度大于或者等于靠近厨具外沿的厚度,通过把厨具的边缘卡置于所述磨削槽口101内,厨具边缘靠近厨具外沿的一侧被所述磨削槽口101的底部磨削,厨具边缘靠近厨具对称中心的一侧被所述磨削槽口101远离底部的一端磨削,如此,所述磨削刀具10能够一次性加工出没有卷边的厨具。
30.一个实施例中,所述刀具本体100的中部开设有安装孔。具体地,所述安装孔用于
与驱动器的驱动轴相连接,驱动器的驱动轴安装于安装孔内,驱动器通过驱动轴带动磨削刀具10旋转,进而对厨具的边缘进行磨削加工。
31.一个实施例中,为了提高磨削效率,所述刀具本体100的两端的端面分别设置有至少两个所述磨削部110。具体地,在所述刀具本体100的两端的端面分别至少设置两个所述磨削部110,使得所述刀具本体100在旋转一周的情况下,两个所述磨削部110对厨具的边缘各进行一次磨削加工,即,所述刀具本体100旋转一周,厨具的边缘被所述磨削刀具10两次磨削加工。
32.为了能够使得所述磨削刀具10能够生产出无卷边的厨具,一个实施例中,请参阅图2,所述磨削槽口101的底部的截面形状为弧形。一个实施例中,请参阅图3,所述磨削槽口101的底部的截面形状为倒圆角。一个实施例中,请参阅图4,所述磨削槽口101的底部的截面形状为倒斜角。一个实施例中,请参阅图5,所述磨削槽口101的底部的截面形状为多边形。具体地,所述磨削槽口101的底部具有多种截面形状,各所述磨削槽口101需满足以下条件,所述磨削槽口101包括相对设置的第一磨削部110及第二磨削部110,所述第一磨削部110与所述第二磨削部110在第一端之间的最短距离大于或者等于在第二端之间的最短距离,第一端为第一磨削部110或者第二磨削部110远离刀具本体100轴心线的一端,第二端为第一磨削部110或者第二磨削部110靠近刀具本体100轴心线的一端。在一个实施例中,所述磨削槽口101的底部的截面形状可以为不规则的图形,如,所述磨削槽口101的底部的截面形状为直线和圆弧组成的刀片形状。
33.一个实施例中,为了提高磨削效率,所述磨削槽口101的数量为多个。具体地,通过在厨具固定治具上固定多个叠加的厨具,使得各厨具的边缘能够分别卡置于各所述磨削槽口101中,在所述磨削刀具10旋转时,所述磨削刀具10能够同时对多个厨具进行磨削加工。进一步地,当仅需要加工单个厨具时,使用带有多槽口的所述磨削刀具10,在加工过程中,厨具的边缘具有更多的选择,便于单个厨具的边缘选择一磨削槽口101进行对齐,降低了用于固定厨具的固定治具的固定要求。
34.一个实施例中,为了节省空间,提高空间利用效率,在加工同一种规格的厨具时,各厨具之间的间距相等,如此,各所述磨削槽口101间隔均匀设置。
35.一个实施例中,为了进一步提高磨削效率,各所述磨削槽口101以所述刀具本体100的轴心线为旋转对称轴环绕设置于所述刀具本体100的外表面。具体地,各所述磨削槽口101的横截面为圆环状,在所述磨削刀具10旋转时,所述磨削槽口101能够不间断地对厨具的边缘进行磨削加工,在实际使用中,用于固定厨具的固定治具也会进行旋转,并且,固定治具的旋转方向与所述磨削刀具10的旋转方向相反,进而,能够提升厨具在所述磨削槽口101内的摩擦力,提升磨削效率。
36.一个实施例中,所述磨削槽口101内电镀有磨砂层,所述磨砂层具有较高的粗糙度,能够提升磨削加工的效率。
37.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
38.以上所述实施方式仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通
技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1