打磨装置的制作方法
1.本技术涉及机械生产领域,尤其涉及一种打磨装置。
背景技术:
2.机械刚生产出来的工件通常都带有毛刺、刀纹等问题,需要对生产出来的工件进行打磨,以去掉其毛刺和刀纹,目前通常通过打磨带打磨工件的周侧,但打磨效果差,容易在工件产生打磨的砂带纹、打磨塌边、工件的拐角出现打磨不到位的问题。
技术实现要素:
3.有鉴于此,有必要提供一种能够解决上述问题的打磨装置。
4.本技术的实施例提供一种打磨装置,包含:传动组件及打磨带,所述打磨带连接所述传动组件,用于在所述传动组件的带动下打磨工件;所述打磨装置还包含调节组件,所述调节组件包含底座、第一滑块和弹性件,所述第一滑块设于所述底座上,与所述底座形成移动副,且移动方向与所述打磨带垂直;所述弹性件,连接所述第一滑块,用于使所述第一滑块抵持所述打磨带,以调节所述打磨带与所述工件之间的作用力。
5.进一步地,在本技术的一些实施例中,所述调节组件进一步包含第二滑块,所述第二滑块设于所述底座上,与所述底座的相对位置可调整,所述弹性件,一端连接所述第一滑块,另一端连接所述第二滑块,进一步用于将所述第二滑块与所述底座的结合力,转换为所述第一滑块抵持所述打磨带的压力。
6.进一步地,在本技术的一些实施例中,其中所述底座包含固定部,所述固定部用于固定所述第二滑块,以形成所述第二滑块与所述底座的结合力。
7.进一步地,其中所述固定部包含固定孔,所述第二滑块包含通孔,与所述固定孔对应设置;所述固定部还包含销轴,贯穿所述固定孔及所述通孔,用于将所述第二滑块固定于所述底座上,并形成所述第二滑块与所述底座的结合力。
8.进一步地,在本技术的一些实施例中,其中所述底座还包含滑轨,所述滑轨连接所述第一滑块,用于保持所述第一滑块的移动方向与所述打磨带垂直。
9.进一步地,在本技术的一些实施例中,其中所述传动组件包含安装板和导轮组件,所述导轮组件包含主动轮和从动轮,所述主动轮,设于所述安装板上;所述从动轮,设于所述安装板上,通过所述打磨带与所述主动轮连接;所述打磨带,进一步用于传导所述主动轮的扭力至所述从动轮。
10.进一步地,在本技术的一些实施例中,所述安装板包含滑动槽,所述从动轮包含转动部和固定杆,所述转动部通过所述打磨带与所述主动轮连接,所述固定杆连接所述转动部,且贯穿所述滑动槽,用于通过所述滑动槽,调整所述固定杆在所述安装板上的位置,以调整所述打磨带的张紧度。
11.进一步地,在本技术的一些实施例中,安装板进一步包含支撑组件,所述支撑组件包含支撑架和连接架,所述支撑架,用于承载所述安装板,所述连接架,连接所述支撑架,用
于调整所述支撑架的高度。
12.进一步地,在本技术的一些实施例中,所述支撑组件进一步包含加强架,所述加强架连接所述支撑架及所述连接架,用于提高所述支撑架与所述连接架的结合力。
13.进一步地,在本技术的一些实施例中,其中所述打磨带的材料为氧化锆、氧化铝及树脂中的任意一种。
14.上述打磨装置通过弹性件推顶所述第一滑块,使所述第一滑块在所述底座上滑移以支撑所述打磨带,使打磨带凸出设置,根据打磨位置的不同,通过弹性件自适应调整对打磨带的支撑强度,凸出部分对工件进行打磨,保证打磨效果,解决打磨产生的砂带纹、打磨塌边和工件的拐角出现打磨不到位的问题。
附图说明
15.图1示意了一实施方式中打磨装置的结构示意图。
16.图2示意了一实施方式中支架组件的结构示意图。
17.图3示意了一实施方式中打磨组件的结构示意图。
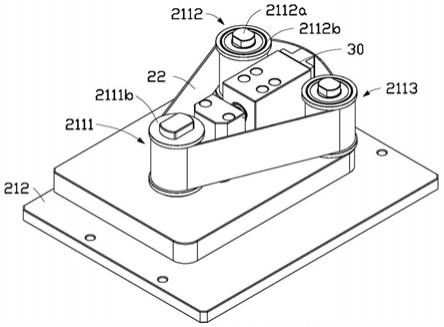
18.图4示意了一实施方式中另一视角的打磨组件的结构示意图。
19.图5示意了一实施方式中调节组件的结构示意图。
20.图6示意了一实施方式中四轴校正装置的结构示意图。
21.主要元件符号说明
22.[0023][0024]
如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
[0025]
下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。
[0026]
需要说明的是,当组件被称为“装设于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。
[0027]
除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的
技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。本文所使用的术语“或/及”包含一个或多个相关的所列项目的任意的和所有的组合。
[0028]
本技术的实施例提供一种打磨装置,包含:传动组件及打磨带,所述打磨带连接所述传动组件,用于在所述传动组件的带动下打磨工件;所述打磨装置还包含调节组件,所述调节组件包含底座、第一滑块和弹性件,所述第一滑块设于所述底座上,与所述底座形成移动副,且移动方向与所述打磨带垂直;所述弹性件,连接所述第一滑块,用于使所述第一滑块抵持所述打磨带,以调节所述打磨带与所述工件之间的作用力。
[0029]
上述打磨装置通过弹性件推顶所述第一滑块,使所述第一滑块在所述底座上滑移以支撑所述打磨带,使打磨带凸出设置,根据打磨位置的不同,通过弹性件自适应调整对打磨带的支撑强度,凸出部分对工件进行打磨,保证打磨效果,解决打磨产生的砂带纹、打磨塌边和工件的拐角出现打磨不到位的问题。
[0030]
下面结合附图,对本技术的一些实施方式作详细说明。
[0031]
请参阅图1和图4,图中示意了一实施方式中打磨装置100的立体图,该打磨装置100用于对工件进行打磨,去除工件表面的毛刺、刀纹等瑕疵。打磨装置100包含支架组件10、打磨组件20和调节组件30。所述打磨组件20和所述调节组件30设置于支架组件10上。
[0032]
上述的一实施方式中的打磨装置100通过调节组件30支撑打磨组件20的打磨带以对工件进行打磨。
[0033]
以下将参阅附图2至图5对打磨装置100的支架组件10、打磨组件20和调节组件30的构造和作用在一些具体实施方式进行说明。
[0034]
首先,将参阅图2说明支架组件10的构造。
[0035]
支架组件10包含支撑架11和连接架12,连接架12可调整地连接于支撑架11。在一实施方式中,连接架12设有若干平行设置的连接槽121,连接架 12通过螺丝、螺杆等固定件穿过连接槽121固定于支撑架11,连接架12能够相对固定件形成移动副,例如滑动,以调整连接架12相对支撑架11的高度。在一实施方式中,通过调整支撑架11的高度即可调整连接于支撑架11的打磨组件20的高度,以确定打磨带22的初始位置,即确定打磨带22的平面度和直线度。在一实施方式中连接架12设有连接部122,连接部122滑动设置于连接架12上,连接部122用于将连接架12固定于外部设备上,连接部122设有调节槽1221,连接部122上还设置有连接柱1222,通过连接柱1222与调节槽1221 的配合,用于调整连接架12在水平方向的位置。
[0036]
可以理解的是,支架组件10还包含加强架13,加强架13分别固定于支撑架11和连接架12,用于提高支撑架11和连接架12的结合力,以稳固支架组件10的整体结构。在一实施方式中,加强架13设有若干第二调节槽131,用于调整加强架13在连接架12上的高度。在一实施方式中,加强架13为三角支架。
[0037]
接着,将参阅图3和图4说明打磨组件20的构造。
[0038]
打磨组件20包含传动组件21、打磨带22和驱动件(图未示),传动组件 21固定于支撑架11上且分别连接打磨带22和驱动件。
[0039]
传动组件21包含导轮组件211和安装板212,导轮组件211连接于安装板 212,安装板212固定于支撑架11。
[0040]
在一实施方式中,导轮组件211包含主动轮2111、第一从动轮2112和第二从动轮2113,主动轮2111连接于驱动件,第一从动轮2112和第二从动轮2113 转动连接于安装板212,主动轮2111、第一从动轮2112和第二从动轮2113上设有打磨带23,通过驱动件驱动主动轮2111转动,通过打磨带22将主动轮2111 的扭力传导至从动轮2112,以带动从动轮2112转动,进而带动打磨带23传动。通过打磨带22起传动作用,能够使装置整体小型化,有效节省空间。
[0041]
在一实施方式中,主动轮2111包含传动杆2111a和本体2111b,传动杆2111a 一端连接所述本体2111b,另一端贯穿所述安装板212且连接于驱动件。
[0042]
在一实施方式中,第一从动轮2112包含固定杆2112a和设于固定杆2112a 上的转动部2112b,其中固定杆2112a贯穿安装板212。可以理解的是,固定杆 2112a也可以不贯穿安装板212,而是直接固定于安装板212。第二从动轮2113 与第一从动轮2112有相同或相似的结构。
[0043]
在一实施方式中,安装板212设有贯穿槽2121和滑动槽2122,贯穿槽2121 用于穿过驱动件和传动杆2111a,滑动槽2122用于装设第一从动轮2112的固定杆2112a,通过调整固定杆2112a在滑动槽2122内的位置,以调整第一从动轮2112与主动轮2111的间距,进而调整打磨带22的张紧度。可以理解的是,打磨带的张紧程度会影响加工精度,具体的,如果打磨带22的张紧度太紧会使打磨带在导轮组件211上拉偏,导致打磨带22容易从导轮组件211上脱落;如果打磨带22的张紧度太松,会导致打磨带22打滑,影响打磨效果。在本实施方式中,所述滑动槽2122的数量为一个。可以理解的是,所述滑动槽2122的数量可以根据需求设定,可以是一个、两个,也可以与从动轮的数量匹配。同理,包含两个从动轮时,第二从动轮2113与第一从动轮2112有相同或相似的结构,也起到相同或相似的功能。
[0044]
在一实施方式中,打磨带22的横向移动速度为200m/min,打磨带22的转速为2000r/min,如果打磨带22的转动过高,会导致打磨带22打磨的偏摆太大,如果打磨带22的转动过低,会导致打磨带22掉砂,打磨后的移除量为 0.004mm
‑
0.006mm。在一实施方式中,第一滑块31过压打磨带22到工件上的距离位移为0.1mm
‑
0.2mm。
[0045]
在一实施方式中,打磨带22优选氧化锆砂带。可以理解的是,打磨带22 的形状和种类可以根据导轮组件211的数量和固定位置进行调整,如矩形结构,不限于上述的三角打磨带。氧化锆是一种在常温下机械强度高、断裂韧性高的材料,具有良好的常温机械强度、常温断裂韧性、耐磨耗性、隔热性、电绝缘性及近似金属的热膨胀,被广泛运用在模具冶工具(各种模具、精密定位治具、绝缘治具)上。同理,也可以采用有相似物理化学特征的氧化铝及树脂,但不仅限于此。
[0046]
在一实施方式中,驱动件为电机,用于驱动主动轮2111转动。可以理解的是,在其他实施方式中,还可以省略驱动件,直接与机台设备的主轴连接,以驱动主动轮2111转动。
[0047]
接着,将参阅图4和图5说明调整组件30的构造。
[0048]
调整组件30包含底座31、滑动设置于底座31上的第二滑块32和第一滑块33以及连接第二滑块32和第一滑块33的弹性件34。
[0049]
底座31包含固定部311和滑轨312。在一种实施方式中,所述固定部311 为凹槽3111及其固定孔3112。滑轨312设置于凹槽3111内,第二滑块32和第一滑块33部分容置于凹槽3111且滑动设置于滑轨312上,凹槽3111的内壁分别与第二滑块32和第一滑块33贴合,用
于在所述第二滑块32和第一滑块 33滑动时,提供侧向支撑,避免第一滑块33脱离滑轨312,保证其滑动的稳定。在一实施方式中,凹槽3111内设有若干固定孔,若干固定孔阵列设置于滑轨 312两侧,用于将第二滑块32固定在底座31的不同位置。底座31固定于安装板212上。
[0050]
第二滑块32设有第一容置槽321和若干通孔322,第一容置槽321用于容纳弹性件34,若干通孔322同于与底座31的固定孔3112配合,通过固定件3113 将第二滑块32固定在底座31的不同位置。在一实施方式中,固定件3113为销轴,销轴贯穿固定孔3112和通孔322,将第二滑块32固定于底座31上,并形成第二滑块32与底座31的结合力。在一实施方式中,第二滑块32大致为长方体结构,第一容置槽321大致为圆柱结构。
[0051]
第一滑块33包含滑块主体331和固定于滑块主体331上的支撑块332,滑块主体331滑动设置于滑轨312上。滑块主体331设有第二容置槽3311,用于容纳弹性件34。在一实施方式中,滑块主体331大致为长方体结构,支撑块332 大致为凸形结构,用于支撑打磨带22,以使打磨带22凸出设置,提升打磨效果。在一实施方式中,第二滑块32和第一滑块33设置于第一从动轮2112和第二从动轮2113之间,所述第二滑块32、第一滑块33和主动轮2111位于同一直线。
[0052]
弹性件34两端分别设置于第一容置槽321和第二容置槽3311内。在一实施方式中,弹性件34为弹簧。
[0053]
将第二滑块32和第一滑块33设置在底座31上,固定第二滑块32在底座31上的位置,以在第二滑块32与底座31之间产生结合力,将弹性件34装设于第二滑块32和第一滑块33上,通过弹性件34的反作用力转换第二滑块32 与底座31之间的结合力的方向,使其与第一滑块31的滑动方向一致,进而将第一滑块31结合力转换为第一滑块31抵持打磨带22的压力,使第一滑块32 抵接的打磨带22紧贴工件22,通过调整第一滑块31和第二滑块32之间的作用力即可调整第一滑块32抵接打磨带22的作用力,进而调整打磨带22与工件之间的作用力。具体的,将调整组件30固定于安装板212上,在安装板212 上设置主动轮2111、第一从动轮2112和第二从动轮2113,将打磨带22安装于主动轮2111、第一从动轮2112和第二从动轮2113上,调整组件30位于打磨带22内部,通过弹性件34推顶第一滑块33在滑轨312上移动,使支撑块332 的一端支撑打磨带22,使打磨带22凸出设置,进而使凸出位置的打磨带22对工件进行打磨。可以理解的是,在确定了第一滑块33的位置后,还可以通过固定件将滑块主体331固定于底座31上。可以理解的是,支撑块332的支撑强度可以通过调整第二滑块32和\或第一滑块33的位置或弹性件34的弹力进行调整。
[0054]
请参阅图6,在一实施方式中,打磨装置100还包含校正装置40,校正装置40用于承载待打磨的工件以及调整工件在打磨时的平面度和直线度。在一实施方式中,校正装置40为四轴校正装置。在一实施方式中,校正装置40还包含真空吸治具,用于固定带打磨工件。
[0055]
由于砂轮会有孔隙,打磨后烧结时可能产生4
‑
5um左右的凹型条状缝隙,原因是刚性的打磨方式时,会产生掉砂,尤其是刚刚开始时掉砂严重。
[0056]
打磨工件时,塌边和拐角出现打磨不到位,都是因为打磨带与工件贴合不够紧密造成的。在有一点偏离时,如打磨带松脱,容易让边缘也被打磨到,引起塌边,上述打磨装置通过设置调节组件,利用第二滑块32、第一滑块33和弹性件34的配合,对打磨带22进行支撑,通过增加打磨带22与工件之间的压力,能够使打磨带22牢固贴在工件上,防止边缘也被打磨到,刚性的打磨方式,会产生掉砂,尤其是刚刚开始时掉砂严重,由于砂轮会有孔隙,打
磨后烧结时可能产生4
‑
5um左右的凹型条状缝隙,产生砂带纹,根据打磨位置的不同,通过弹性件34自适应调整对打磨带22的支撑强度,保证打磨效果,解决打磨产生的砂带纹、打磨塌边和工件的拐角出现打磨不到位的问题。
[0057]
本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本技术,而并非用作为对本技术的限定,只要在本技术的实质精神范围内,对以上实施方式所作的适当改变和变化都落在本技术公开的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1