铸件生产用的砂模制备装置的制作方法
1.本技术涉及铸造设备技术的领域,尤其是涉及铸件生产用的砂模制备装置。
背景技术:
2.砂型铸造是铸造工艺中的一种,砂型铸造所用铸型一般由外砂型和型芯组合而成。由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
3.在砂型铸造件生产过程中,砂箱是一种必不可少的工装,合理的砂箱结构和尺寸对获得优质的铸件、提高铸造生产效率起到很大的作用。通常情况下,由于铸造的产品形状、大小、体积、长短各异,为了降低砂箱成本,往往采用几款固定型号的砂箱进行各种型号零部件的铸造,一般不会为每一款零部件单独制造砂箱。
4.针对上述中的相关技术,发明人认为采用几款固定型号的砂箱进行各种型号零部件的铸造时,会使某些小零件的铸造也会用到大的砂箱,而使用大砂箱铸造小零件时就会需要使用更多的型砂进行填充,导致型砂的浪费,从而提高铸造成本。
技术实现要素:
5.为了减少使用大砂箱制作小零件时造成型砂的浪费,本技术提供一种铸件生产用的砂模制备装置。
6.铸件生产用的砂模制备装置,包括第一折弯板和第二折弯板,第一折弯板表面等距开设有若干第一卡槽,第二折弯板表面等距开设有若干第二卡槽,第一折弯板嵌入第二折弯板的第二卡槽,第二折弯板也嵌入第一折弯板的第一卡槽,第一折弯板与第二折弯板围合成一个框架。
7.通过采用上述技术方案,根据需要浇铸的零件大小,调节第一折弯板和第二折弯板的插接位置,来组成与需要浇铸的零件相匹配的砂箱,减少了型砂的浪费。
8.可选的,第一卡槽顶部开设有第一安装口,第一折弯板背离第一安装口的一侧开设有第二安装口,第二卡槽底部开设有第三安装口,第二折弯板背离第三安装口的一侧开设有第四安装口,第一安装口、第二安装口、第三安装口和第四安装口均固定有固定块。
9.通过采用上述技术方案,第一折弯板和第二折弯板相互插接时,由于第一卡槽和第二卡槽的宽度大于第一折弯板和第二折弯板的厚度,这样第一折弯板和第二折弯板之间卡接的位置存在间隙,在砂模铸造时可能会出现抖动时型砂之间连接不够紧密,固定块分别连接第一折弯板和第二折弯板,减少了第一折弯板和第二折弯板出现抖动或者晃动的可能性,从而提高砂模制作和浇铸的稳定性。
10.可选的,固定块包括第一固定块和第二固定块,第一固定块安装于相交叉的第一安装口和第四安装口、相交叉的第二安装口和第三安装口,第二固定块安装于其余未交叉的第一安装口、第二安装口、第三安装口和第四安装口。
11.通过采用上述技术方案,第二固定块将第一折弯板和第二折弯板的缺口堵住,减
少了第一折弯板和第二折弯板组成的砂箱制作砂模时砂模从第一安装口和第二安装口漏出的可能性,并且第一固定块将第一折弯板和第二折弯板固定住,减少了第一折弯板和第二折弯板出现抖动或者晃动的可能性,从而提高砂模制作和浇铸的稳定性。
12.可选的,第一安装口、第二安装口、第三安装口和第四安装口的底部开设有螺孔,第一固定块和第二固定块的表面开设有多个沉头孔,沉头孔和螺孔旋有沉头螺栓。
13.通过采用上述技术方案,使用双层砂箱进行浇铸时,需要将两层砂箱完成造型的一侧相扣合,上层砂箱和下层砂箱需要紧密贴合,固定块表面开设有沉头螺孔通过沉头螺栓固定于第一折弯板和第二折弯板,能够保证第一折弯板和第二折弯板插接时两侧的平整度,使第一折弯板和第二折弯板再进行双层砂箱进行浇铸时能够与另一层的折弯板紧密贴合,提高了使用两层砂箱浇筑时合模的精度。
14.可选的,第一折弯板和第二折弯板折弯的外侧分别设有若干个有滑轨,滑轨分别固定于第一卡槽之间和第二卡槽之间,滑轨均穿设有滑块,滑块背离滑轨的一侧固定有连接板,连接板固定有将第一卡槽和第二卡槽堵住的防漏机构。
15.通过采用上述技术方案,移动滑块,使防漏机构堵住第一折弯板和第二折弯板围合的框架内的第一卡槽和第二卡槽,在砂模制作时,减少部分型砂会从第一折弯板和第二折弯板围合的框架内的第一卡槽和第二卡槽漏出的可能性,从而提高砂模的稳固性。
16.可选的,防漏机构包括固定于连接板朝向第一折弯板和第二折弯板折弯的一侧的支撑座、穿设于支撑座的螺杆和固定于螺杆的堵漏板,堵漏板朝向螺杆的一侧固定有与螺杆连接的轴承。
17.通过采用上述技术方案,旋转螺杆使堵漏板往靠近卡槽的发现移动,螺杆末端的轴承能够使堵漏板能够在螺杆旋转时仅做直线运动,使堵漏板堵住卡槽,并且堵漏板减少了型砂会从第一折弯板和第二折弯板围合的框架内的卡槽漏出的可能性。
18.可选的,第一折弯板和第二折弯板折弯处的外侧设有紧固装置的一侧分别固定有把手。
19.通过采用上述技术方案,方便将由第一折弯板和第二折弯板组成的砂模制备装置抬起。
20.可选的,把手与第一折弯板和第二折弯板之间设有支撑板,支撑板底部固定有定位杆,定位杆包括第一连杆和第二连杆,第一连杆固定于把手底部,第二连杆固定于第一连杆底部,支撑板的表面开设有贯穿支撑板和第一连杆的定位孔。
21.通过采用上述技术方案,使用双层砂箱进行浇铸时,将两层砂箱完成造型的一侧相扣合,上层砂箱和下层砂箱紧密贴合,使上一层砂箱的定位杆插入下一层的定位孔,实现两层砂箱的快速定位。
22.综上所述,本技术包括以下至少一种铸件生产用的砂模制备装置有益技术效果:
23.1.调节第一折弯板和第二折弯板相互插接的位置,调节第一折弯板和第二折弯板围合的框架大小,使该砂模制备装置适应于不同尺寸大小的铸件制作,并且能够减少型砂的浪费;
24.2.固定块分别固定连接第一折弯板和第二折弯板,减少了第一折弯板和第二折弯板出现抖动或者晃动的可能性,从而提高砂模制作和浇铸的稳定性;
25.3.使用双层砂箱进行浇铸时,上层砂箱的定位杆插接于下层砂箱的定位孔,实现
上层砂箱与下层砂箱的快速定位。
附图说明
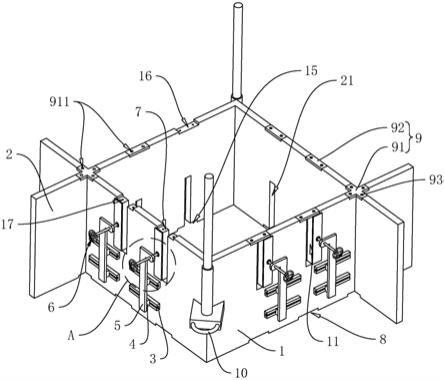
26.图1是铸件生产用的砂模制备装置的结构示意图。
27.图2是防漏机构的结构示意图。
28.图3是把手的剖视图。
29.附图标记说明:1、第一折弯板;11、第一卡槽;2、第二折弯板;21、第二卡槽;3、滑轨;4、滑块;5、连接板;6、防漏机构;61、支撑座;62、螺杆;63、转轮;64、堵漏板;65、轴承;7、第一安装口;8、第二安装口;9、固定块;91、第一固定块;911、沉头孔;92、第二固定块;93、沉头螺栓;10、把手;12、支撑板;13、定位杆;131、第一连杆;132、第二连杆;14、定位孔;15、第三安装口;16、第四安装口;17、螺孔。
具体实施方式
30.以下结合附图1
‑
3对本技术作进一步详细说明。
31.本技术实施例公开铸件生产用的砂模制备装置。
32.参照图1,铸件生产用的砂模制备装置包括第一折弯板1和第二折弯板2,第一折弯板1和第二折弯板2均带有直角折弯,第一折弯板1沿折弯处到两端面等距开设有多个贯穿第一折弯板1的第一卡槽11,第二折弯板2沿折弯处到两端面也等距开设有多个贯穿第二折弯板2的第二卡槽21,第一卡槽11和第二卡槽21的长度均为第一折弯板1高度的一半,第一折弯板1和第二折弯板2相互插接,第一折弯板1和第二折弯板2围合成一个框架。
33.使用时,根据需要浇铸的模型的尺寸大小,调节第一折弯板1插接于第二折弯板2的第二卡槽21的不同位置、第二折弯板2插接于第一折弯板1的第一卡槽11的不同位置,从而形成不同大小的砂箱框架,来适应多种尺寸大小的浇铸模型,提高第一折弯板1和第二折弯板2的适应性并且减少了型砂的浪费。
34.参照图1,第一卡槽11顶部开设有第一安装口7,第一折弯板1背离第一安装口7的一侧开设有第二安装口8,第一安装口7和第二安装口8沿第一卡槽11的槽底对称分布;第二卡槽21底部开设有第三安装口15,第二折弯板2背离第三安装口15的一侧开设有第四安装口16,第三安装口15和第四安装口16沿第二卡槽21的槽底对称分布,第一安装口7、第二安装口8、第三安装口15和第四安装口16安装有固定块9,固定块9包括第一固定块91和第二固定块92。
35.第一折弯板1和第二折弯板2相互插接,第一安装口7和第四安装口16形成一个交叉的凹槽,第二安装口8和第三安装口15也形成一个交叉的凹槽,第一固定块91嵌设于交叉的凹槽,第一固定块91,第二固定块92安装于其余未交叉第一安装口7、第二安装口8、第三安装口15和第四安装口16。
36.第一安装口7、第二安装口8、第三安装口15和第四安装口16的底部均开设有螺孔17,第一固定块91和第二固定块92表面分别开设有多个沉头孔911,沉头孔911插设有沉头螺栓93,沉头螺栓93也插设于螺孔17。
37.参照图1和图2,每两个相邻的第一卡槽11之间固定有两个滑轨3,两个滑轨3分别穿设有滑块4,滑块4远离滑轨3的一侧固定有连接板5,连接板5,连接板5朝向第一折弯板1
的折弯处的一侧固定有防漏机构6,防漏机构6包括固定于连接板5朝向折弯处一侧的支撑座61,支撑座61穿设有螺杆62,螺杆62末端固定有轴承65,轴承65为双向推力球轴承,轴承65背离螺杆62的一侧固定有堵漏板64,螺杆62远离堵漏板64的一端固定有转轮63,第二卡槽21之间也设有将第二卡槽21堵住的防漏机构6。
38.制作砂模前,将连接板5分别滑动到靠近第一折弯板1和第二折弯板2折弯处的一侧,旋转转轮63,转轮63带动螺杆62转动,螺杆62带动堵漏板64分别往靠近第一卡槽11和第二卡槽21的方向移动,直至堵漏板64分别将第一卡槽11和第二卡槽21堵住。
39.参照图1和图3,第一折弯板1和第二折弯板2折弯处的外侧均固定有支撑板12,支撑板12远离第一折弯板1和第二折弯板2的一侧固定有把手10,支撑板12底部固定有定位杆13,定位杆13包括固定于支撑板12底部的第一连杆131和固定于第一连杆131底部的第二连杆132,第一连杆131直径大于第二连杆132的直径,支撑板12表面开设有贯穿支撑板12和第一连杆131的定位孔14,定位孔14与第二连杆132的直径相同。
40.当使用双层的砂模制备装置进行浇铸时,将上层砂模制备装置放置于下层砂模制备装置顶部,使上层砂模制备装置的第二连杆132插入下层砂模制备装置的定位孔14,实现上层砂模制备装置和下层砂模制备装置的快速定位。
41.本技术实施例铸件生产用的砂模制备装置的实施原理为:
42.根据需要浇铸的模型的大小,调节第一折弯板1和第二折弯板2相互插接的位置,然后将第一固定块91通过沉头螺栓93固定于相互交叉的第一安装口7和第四安装口16、相互交叉的第二安装口8和第三安装口15,通过沉头螺栓93将第二固定块72固定于其余未交叉的第一安装口7、第二安装口8、第三安装口15和第四安装口16,然后将连接板5滑动到靠近第一折弯板1和第二折弯板2折弯处的一侧,旋转螺杆62使堵漏板64往远离支撑座61方向移动,直至堵漏板64远离螺杆62的一侧与第一折弯板1和第二折弯板2的内侧壁齐平,完成砂模制备装置的组装。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1