一种汽车电机端盖模具的嵌件锁紧装置
1.本实用新型涉及一种模具的嵌件锁紧装置,尤其涉及一种汽车电机端盖模具的嵌件锁紧装置。
背景技术:
2.电机端盖是指电机机壳两端的盖子,一般分为前端盖和后端盖,端盖采用螺钉或铆接的方式固定在机座上,对电机转子起支撑和防护的作用。电机的轴承室一般位于电机前/后端盖的中心部位,用于安装和固定电机轴承。轴承室的结构强度以及安装精度会直接影响到电机轴承的精度、性能及寿命。基于电机减重和散热性的需求,目前设计的电机端盖大都采用了铝合金材料,为了保证端盖内轴承室的强度,一般会在铝合金端盖中镶嵌耐磨套(一般为钢套),后续对耐磨套进行加工,进而制成符合使用需求的电机轴承室。
3.铸造工艺被广泛用于该种电机端盖的生产,为了使得耐磨套与铸件本体具有良好的结合力,耐磨套会作为嵌件在浇铸前安装在模具上。目前,嵌件与模具之间通常采用的配合方法为:在安装部上设置几个过盈配合用的凸台,然后通过人工敲击的办法将嵌件与安装部固定在一起。但是,这种配合方式极难控制:过盈量过大,将导致嵌件安装和脱模困难;过盈量太小,嵌件又固定不牢,合模震动以及铝液冲刷等外力皆有可能导致嵌件偏移甚至脱落。另外,这种装配方式由于敲击时施力的不均匀,也难以准确定位嵌件。
4.综上所述,需要一种操作方便、定位准确、脱模顺畅的嵌件锁紧装置,另外从降低改造成本和提高改造效率上来说,该种锁紧装置需要结构简单。
技术实现要素:
5.本实用新型所要解决的技术问题是针对现有技术的现状提供一种操作方便、定位准确、脱模顺畅、结构简单的嵌件锁紧装置。
6.本实用新型解决上述技术问题所采用的技术方案为:该种汽车电机端盖模具的嵌件锁紧装置,包括设于其中一个半模上的型芯,所述型芯具有用于套设嵌件的安装部;所述型芯上设有转轴,所述转轴的上端安装有用于转动所述转轴的手柄,所述转轴的下端延伸至所述安装部。
7.所述安装部上具有供所述转轴露出的开口,从而使得所述嵌件与所述安装部过盈配合而固定;所述转轴上具有缺口,当所述缺口位置与所述开口位置吻合时,所述嵌件与所述安装部间隙配合。
8.为了防止没有支撑而拉断/拉弯手柄,所述手柄上设有支撑杆,所述支撑杆支撑于所述半模端面上。
9.为了结构简单,优选的手柄结构为,所述手柄包括用于与所述转轴固定的安装头,以及自所述安装头延伸出来的把手,所述支撑杆设于所述把手上。
10.为了能准确判断手柄是否转动到位,在所述手柄的转动路径上间隔设有第一抵挡部件、第二抵挡部件,当所述手柄与所述第一抵挡部件相抵时,所述嵌件与所述安装部过盈
配合;当所述手柄与所述第二抵挡部件相抵时,所述嵌件与所述安装部间隙配合。
11.为了防止手柄与转轴脱出,在所述第一抵挡部件和所述第二抵挡部件之间架设有挡板,所述手柄位于所述挡板与所述半模端面之间。
12.为了便于更换磨损的型芯、损坏的锁紧装置,所述型芯与所述半模为分体设置。
13.为了能够更好地定位嵌件,所述型芯包括与所述半模配合的配合部、以及所述安装部,所述安装部的直径小于所述配合部,从而在所述安装部与所述配合部之间形成用于定位所述嵌件的台阶。
14.为了能够更好地控制过盈量,所述配合部上具有侧凸部,用于安装所述转轴的安装孔自所述侧凸部向所述安装部延伸。
15.为了能够更好地固定型芯,所述配合部上设有用于与所述半模固定的固定耳。
16.为了固定地更为稳固均衡,所述固定耳在所述配合部上间隔均匀设有四个。
17.与现有技术相比,本实用新型的优点在于:本实用新型的锁紧装置只要将嵌件套设到安装部上后转动手柄,即可对嵌件进行固定,操作方便,从而提高生产效率;
18.该种锁紧装置可以在间隙配合状态,把嵌件位置准确地套设在安装部上,然后转动手柄而过盈配合固定,从而定位准确,防止嵌件在铸造过程中发生偏移,降低产品的废品率;
19.在需要脱模的时候转动手柄,使得嵌件与安装部间隙配合,即可顺畅进行脱模;该种锁紧装置仅包括型芯、转轴、手柄三个部分,结构简单,降低对模具的改造成本、提高改造效率。
附图说明
20.图1为本实用新型的实施例端盖铸件的结构示意图;
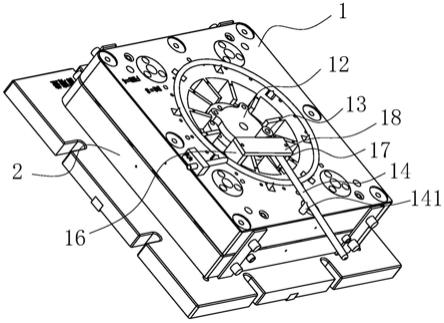
21.图2为本实用新型的实施例的锁紧装置与模具配合的结构示意图;
22.图3为图2的剖视示意图;
23.图4为本实用新型的实施例的锁紧装置与端盖铸件配合的结构示意图;
24.图5为图4的剖面示意图;
25.图6为图5的a部分的局部放大图;
26.图7为本实用新型的实施例的锁紧装置的总体结构示意图;
27.图8为图7的分解结构示意图。
具体实施方式
28.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。
29.如图1所示,为本实用新型制备的端盖铸件5,该种端盖铸件5的轴承室内镶嵌有钢套即嵌件3。
30.如图2至8所示,该种汽车电机端盖模具包括上模1和下模2两个半模,本实施例的嵌件锁紧装置包括,其中上模1设有型芯12,型芯12具有用于套设嵌件3的安装部121;型芯12上设有转轴13,转轴13的上端安装有用于转动转轴13的手柄14,转轴13的下端延伸至安装部121;安装部121上具有供转轴13露出的开口15,从而使得嵌件3与安装部121过盈配合而固定;转轴13上具有缺口131,当缺口131位置与开口15位置吻合时,嵌件3与安装部121间
隙配合。本实施例的锁紧装置设在上模1上,除此之外还可以根据需要设在下模2、侧模等其他位置。本实施例的嵌件3为钢套。本实施例图示的嵌件3与安装部121之间处于间隙配合状态。
31.为了防止没有支撑而拉断/拉弯手柄14,手柄14上设有支撑杆141,支撑杆141支撑于半模端面上。为了结构简单,优选的手柄14结构为,手柄14包括用于与转轴13固定的安装头142,以及自安装头142延伸出来的把手143,支撑杆141设于把手143上。
32.为了能准确判断手柄14是否转动到位,在手柄14的转动路径上间隔设有第一抵挡部件16、第二抵挡部件17,当手柄14与第一抵挡部件16相抵时,嵌件3与安装部121过盈配合;当手柄14与第二抵挡部件17相抵时,嵌件3与安装部121间隙配合。为了防止手柄14与转轴13脱出,在第一抵挡部件16和第二抵挡部件17之间架设有挡板18,从而将手柄14限位于挡板18与半模端面之间。
33.为了便于更换磨损的型芯12、损坏的锁紧装置,型芯12与半模为分体设置。
34.为了能够更好地定位嵌件3,型芯12包括与半模配合的配合部122、以及安装部121,安装部121的直径小于配合部122,从而在安装部121与配合部122之间形成用于定位嵌件3的台阶。为了能够更好地控制过盈量,配合部122上具有侧凸部123,用于安装转轴13的安装孔124自侧凸部123向安装部121延伸。侧凸部123的设置可以根据需要在合适的位置设置安装孔124,从而能够根据产品的需要调节转轴13露出于开口15的体积,从而控制过盈量的大小。
35.为了能够更好地固定型芯12,配合部122上设有用于与半模固定的固定耳125。为了固定地更为稳固均衡,固定耳125在配合部122上间隔均匀设有四个。
36.使用本实施例的锁紧装置包括以下步骤:备模完成后,打开上模1,完全露出型芯12;使用胎具将准备好的嵌件3预安置在型芯12上,使嵌件3内侧面与型芯的安装部121紧密贴合在一起;顺时针转动手柄14,使手柄14与第一抵挡部件16相抵,此时嵌件3与安装部121过盈配合,嵌件安装完成;合模、进行铸造;铸造结束后打开上模1,逆时针转动手柄14,使手柄14与第二抵挡部件17相抵,此时嵌件3与安装部121间隙配合,使用顶杆将嵌件与铸件本体一同顶出,完成铸造。
37.使用本实用新型的锁紧装置进行生产,因嵌件放置不到位、铸造过程中嵌件偏移等造成的废品率由之前的5.1%降至1%以下,嵌件一次安装成功率提高,生产效率显著提高。
38.本实施例将该种锁紧装置用于低压铸造端盖模具上,除此之外还能将该种锁紧装置用于重力铸造端盖的模具或是其它具有类似嵌件结构的产品铸造模具。
39.本实用新型方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1