热轧钢板及其制造方法与流程
1.本发明涉及热轧钢板及其制造方法,更详细而言,涉及被用于汽车等结构构件的、抗拉强度为980mpa以上的高强度且延展性、扩孔性和冲裁性优异的热轧钢板及其制造方法。
背景技术:
2.近年来,汽车行业中,从提高燃油效率的观点出发,要求车体轻量化。另一方面,由于对碰撞安全性的限制的强化,需要在车体骨架上追加加强部件等,从而导致重量增加。为了兼顾车体的轻量化和碰撞安全性,有效方法之一是使用的钢板的高强度化,在这样的背景下推进了高强度钢板的开发。
3.但是,随着钢板的高强度化,一般钢板的成形性降低,例如存在延展性和扩孔性(表示钢板的延伸凸缘性的指标)等机械特性降低的问题。因此,高强度钢板的开发中,在不降低这些机械特性的情况下实现高强度化成为重要的课题。
4.专利文献1记载了一种高强度高延展性钢板,其特征在于,成分组成以质量%计含有c:0.4~0.8%、si:0.8~3.0%、mn:0.1~0.6%,余量由铁和不可避免的杂质构成,钢组织以相对于全部组织的面积率计,含有80%以上的珠光体、5%以上的残余奥氏体,并且,所述珠光体的平均片层间距为0.5μm以下,由取向差15
°
以上的大角晶界包围的铁素体的有效结晶粒径为20μm以下,且等效圆直径0.1μm以上的碳化物在每400μm2为5个以下。另外,专利文献1记载了根据上述高强度高延展性钢板,以珠光体为主要组织,减小其片层间距,提高屈服强度(ys),同时使有效铁素体粒微细化来提高延伸凸缘性(λ),而且使残余奥氏体分散来提高伸长率(el),由此可确保抗拉强度(ts)为980mpa以上,屈强比yr(=ys/ts)为0.8以上,抗拉强度(ts)
×
伸长率(el)为14000mpa
·
%以上,且延伸凸缘性(λ)为35%以上。
5.专利文献2记载了一种高碳热轧钢板,其特征在于,以重量%计含有c:0.60~1.20%、si:0.10~0.35%、mn:0.10~0.80%、p:大于0且为0.03%以下和s:大于0且为0.03%以下,且含有0.25%以下(含0)的ni、0.30%以下(含0)的cr和0.25%以下(含0)的cu之中的一者以上,余量由fe及其他不可避免的杂质构成,且具有微细珠光体组织,该组织中渗碳体的宽度大于0且为0.2μm以下,所述渗碳体与渗碳体的间距大于0且为0.5μm以下。另外,专利文献2记载了上述高碳热轧钢板具有微细珠光体组织,所以能够使最终产品具有耐久性和强度。
6.专利文献3记载了一种高强度钢板,其特征在于,成分组成以质量%计含有c:0.3~0.85%、si:0.01~0.5%、mn:0.1~1.5%、p:0.035%以下、s:0.02%以下、al:0.08%以下、n:0.01%以下、cr:2.0~4.0%,余量由fe和不可避免的杂质构成,组织由轧制加工珠光体组织构成,由预定式计算的固溶c量的比例为50%以上。另外,专利文献3记载了根据上述高强度钢板,弯曲加工性优异,能够实现抗拉强度1500mpa以上的高强度化。
7.专利文献4记载了一种薄钢板的制造方法,具有:对c含量为0.8质量%以下的连铸板坯进行粗轧而制造粗条的工序;在(ar3相变点
‑
20)℃以上的精加工温度下对所述粗条进
行精轧而制造钢带的工序;将精轧后的所述钢带以超过120℃/秒的冷却速度进行一次冷却使其温度达到500~800℃的工序;将一次冷却后的所述钢带以1~30秒的时间放冷的工序;将放冷后的所述钢带以20℃/秒以上的冷却速度进行二次冷却的工序;以及将二次冷却后的所述钢带在650℃以下的卷绕温度下进行卷绕的工序。另外,专利文献4记载了根据上述制造方法,可得到包括延伸凸缘性在内的加工性优异、且机械性质均匀的具有各种强度水平的薄钢板。
8.专利文献5记载了一种软质高碳钢板,其特征在于,以质量%计含有c:0.70~0.95%、si:0.05~0.4%、mn:0.5~2.0%、p:0.005~0.03%、s:0.0001~0.006%、al:0.005~0.10%和n:0.001~0.01%,余量由fe和不可避免的杂质构成,并且,组织在每1mm2观察组织具有100个以上的孔洞(void)。另外,专利文献5记载了通过具有上述结构,能够提供冲裁性优异的软质高碳钢板。此外,专利文献5为了得到上述软质高碳钢板,教导了以下制造方法,该方法包括在预定条件下对热轧钢板进行冷却、卷绕、酸洗后,实施软质化箱式退火。
9.现有技术文献
10.专利文献1:日本特开2016
‑
098414号公报
11.专利文献2:日本特表2011
‑
530659号公报
12.专利文献3:日本特开2011
‑
099132号公报
13.专利文献4:日本特开2001
‑
164322号公报
14.专利文献5:日本特开2011
‑
012316号公报
技术实现要素:
15.专利文献1中,通过对不含cr或以比较少的量含有cr的钢材热轧,接着冷轧,然后进行预定热处理来制造钢板。但是,采用这样的成分组成和制造方法,珠光体的平均片层间距不一定能够足够小,因此专利文献1所记载的高强度高延展性钢板中,在机械特性的提高方面依然存在改善的余地。
16.专利文献2记载的高碳热轧钢板与专利文献1记载的高强度高延展性钢板的情况相同,不含cr或仅以比较少的量含有cr。另外,如上所述,专利文献2中虽然记载了具有微细珠光体组织,所以能够使最终产品具有耐久性和强度,但并未公开具体的抗拉强度。此外,专利文献2中,从提高其它机械特性、例如延展性和扩孔性等机械特性的观点来看,没有进行任何充分的研究。
17.专利文献3虽然公开了抗拉强度为1500mpa以上的高强度钢板,但从提高扩孔性等机械特性的观点来看,没有进行任何充分的研究。实际上,专利文献3记载的高强度钢板是通过利用退火炉进行珠光体化处理而调制以珠光体组织为主相的钢片,然后对其实施轧制率为90%以上的冷轧而制造的,在这样的制造方法的情况下,通过上述冷轧,形成珠光体中的层状渗碳体的方向与轧制方向一致的微观组织。但是,这样的微观组织使扩孔性降低,所以专利文献3记载的高强度钢板难以实现适合用于汽车用钢板的扩孔性。
18.另外,汽车部件等的加工中,大多包括利用压制机械进行的冲裁工序,特别是在对高强度钢板进行冲裁加工时,存在因钢板的高强度化而在冲裁端面容易产生裂纹(冲裁裂纹)的问题。另一方面,专利文献1~4中,从改善高强度钢板的冲裁性的观点来看,也没有进
行任何充分的研究。
19.与此相关,专利文献5虽然如上所述地记载了能够提供冲裁性优良的软质高碳钢板,但专利文献5中作为用于得到该软质高碳钢板的热处理进行了软质化箱式退火,所以碳化物球状化,无法得到细微的片层组织。因此,专利文献5记载的软质高碳钢板关于机械特性的提高依然存在改善的余地。
20.因此,本发明的目的是通过新的技术构成,提供一种热轧钢板及其制造方法,该热轧钢板具有抗拉强度980mpa以上的高强度,且延展性、扩孔性和冲裁性优异。
21.为了实现上述目的,本发明人对热轧钢板的化学组成和组织进行了研究。结果,本发明人发现,使热轧钢板的组织以强度
‑
延展性平衡优异的珠光体为主体,在此基础上适当地控制该珠光体的微观组织是重要的。更具体而言,本发明人能够通过在热轧钢板中以面积率计含有90%以上的珠光体来确保延展性,并且能够通过不包含残余奥氏体来确保冲裁性,此外,能够通过使珠光体块(相当于构成珠光体的铁素体的晶体取向一致的区域)微细化来抑制局部变形时的龟裂产生,从而确保扩孔性,进而,能够通过在保持珠光体分率为90%以上的状态下使该珠光体的片层间距微细化,由此实现热轧钢板的高强度化而不损害延展性和扩孔性,从而完成了本发明。由于珠光体的片层间距的微细化带来的热轧钢板的高强度化与延展性和扩孔性的提高没有竞合关系,所以通过如上所述地控制组织,即使在更高强度下也能够实现优异的延展性和扩孔性。
22.本发明是基于上述见解完成的,具体如下。
23.(1)一种热轧钢板,其特征在于,化学组成以质量%计为
24.c:0.50~1.00%、
25.si:0.01~0.50%、
26.mn:0.50~2.00%、
27.p:0.100%以下、
28.s:0.0100%以下、
29.al:0.100%以下、
30.n:0.0100%以下、
31.cr:0.50~2.00%、
32.cu:0~1.00%、
33.ni:0~1.00%、
34.mo:0~0.50%、
35.nb:0~0.10%、
36.v:0~1.00%、
37.ti:0~1.00%、
38.b:0~0.0100%、
39.ca:0~0.0050%、
40.rem:0~0.0050%、以及
41.余量的fe和杂质,
42.金属组织以面积率计为
43.珠光体:90~100%、
44.退化珠光体:0~10%、以及
45.先共析铁素体:0~1%,
46.所述珠光体的平均片层间距为0.20μm以下,
47.所述珠光体的平均珠光体块径为20.0μm以下。
48.(2)根据上述(1)记载的热轧钢板,其特征在于,
49.所述化学组成以质量%计含有以下之中的1种或2种以上,
50.cu:0.01~1.00%、
51.ni:0.01~1.00%、
52.mo:0.01~0.50%、
53.nb:0.01~0.10%、
54.v:0.01~1.00%、以及
55.ti:0.01~1.00%。
56.(3)根据上述(1)或(2)记载的热轧钢板,其特征在于,
57.所述化学组成以质量%计含有
58.b:0.0005~0.0100%。
59.(4)根据上述(1)~(3)中任一项记载的热轧钢板,其特征在于,
60.所述化学组成以质量%计含有以下之中的1种或2种,
61.ca:0.0005~0.0050%、
62.rem:0.0005~0.0050%。
63.(5)根据上述(1)~(4)中任一项记载的热轧钢板,其特征在于,
64.具有980mpa以上的抗拉强度。
65.(6)一种热轧钢板的制造方法,其特征在于,包括:
66.将具有上述(1)~(4)中任一项记载的化学组成的板坯加热到1100℃以上的工序;
67.包括对被加热的板坯进行精轧的热轧工序,所述精轧的出侧温度为820~920℃;
68.进行一次冷却将得到的钢板以40~80℃/秒的平均冷却速度冷却到ae1点温度,接着以小于20℃/秒的平均冷却速度从ae1点温度进行二次冷却,冷却到卷绕温度的工序;以及
69.以540~700℃的卷绕温度卷绕所述钢板的工序。
70.根据本发明,能够得到抗拉强度为980mpa以上的高强度且延展性、扩孔性和冲裁性优异的热轧钢板。
附图说明
71.图1是表示珠光体、退化珠光体和先共析铁素体的参考图。
具体实施方式
72.<热轧钢板>
73.本发明的实施方式的热轧钢板的化学组成以质量%计为
74.c:0.50~1.00%、
75.si:0.01~0.50%、
76.mn:0.50~2.00%、
77.p:0.100%以下、
78.s:0.0100%以下、
79.al:0.100%以下、
80.n:0.0100%以下、
81.cr:0.50~2.00%、
82.cu:0~1.00%、
83.ni:0~1.00%、
84.mo:0~0.50%、
85.nb:0~0.10%、
86.v:0~1.00%、
87.ti:0~1.00%、
88.b:0~0.0100%、
89.ca:0~0.0050%、
90.rem:0~0.0050%、以及
91.余量的fe和杂质,
92.金属组织以面积率计为
93.珠光体:90~100%、
94.退化珠光体:0~10%、以及
95.先共析铁素体:0~1%,
96.所述珠光体的平均片层间距为0.20μm以下,
97.所述珠光体的平均珠光体块径为20.0μm以下。
98.首先,对本发明实施方式的热轧钢板及其制造中使用的板坯的化学组成进行说明。以下说明中,只要没有特别说明,热轧钢板和板坯所含的各元素的含量单位“%”就是指“质量%”。
99.[c:0.50~1.00%]
[0100]
c是为确保热轧钢板的强度所必需的元素。为了充分获得这样的效果,c含量为0.50%以上。c含量可以为0.53%以上、0.55%以上、0.60%以上或0.65%以上。另一方面,如果过度含有c,则渗碳体析出,有时得不到足够的珠光体分率,或者延展性和/或焊接性降低。因此,c含量为1.00%以下。c含量可以为0.95%以下、0.90%以下、0.85%以下、0.80%以下或0.75%以下。另外,本发明实施方式的热轧钢板中,固溶c量(c含量减去以渗碳体形式析出的c量后的量)相对于钢中的总c量(c含量)的比例一般低于50%。更具体而言,在冷轧中以高压下率进行强化加工的情况下,固溶c量有时增加,但在不进行这种冷轧的本发明实施方式的热轧钢板中,固溶c量的比例一般比50%低得多,例如为30%以下、20%以下或10%以下。
[0101]
[si:0.01~0.50%]
[0102]
si是用于钢的脱氧的元素。但是,如果si含量过剩,则化学转化处理性降低,同时,在钢板的微观组织中残余奥氏体残留,由此钢板的冲裁性恶化。因此,si含量为0.01~0.50%。si含量可以为0.05%以上、0.10%以上或0.15%以上,和/或可以为0.45%以下、
0.40%以下或0.30%以下。
[0103]
[mn:0.50~2.00%]
[0104]
mn是用于延缓钢的相变,防止在冷却过程中产生相变的有效元素。但是,如果mn含量过剩,则容易发生微观偏析或宏观偏析,使扩孔性劣化。因此,mn含量为0.50~2.00%。mn含量可以为0.60%以上、0.70%以上或0.90%以上,和/或可以为1.90%以下、1.70%以下、1.50%以下或1.30%以下。
[0105]
[p:0.100%以下]
[0106]
p含量越低越好,如果过量,则会对成形性和焊接性造成不良影响,同时疲劳特性也会降低,因此为0.100%以下。优选为0.050%以下,更优选为0.040%以下或0.030%以下。p含量可以为0%,但由于过度降低会导致成本上升,因此优选为0.0001%以上。
[0107]
[s:0.0100%以下]
[0108]
s形成mns,作为破坏的起点起作用,使钢板的扩孔性显著降低。因此,s含量为0.0100%以下。s含量优选为0.0090%以下,更优选为0.0060%以下或0.0010%以下。s含量可以为0%,但由于过度降低会导致成本上升,因此优选为0.0001%以上。
[0109]
[al:0.100%以下]
[0110]
al是用于钢的脱氧的元素。但是,如果al含量过剩,则夹杂物增加,使钢板的加工性劣化。因此,al含量为0.100%以下。al含量可以为0%,但优选为0.005%以上或0.010%以上。另一方面,al含量可以为0.080%以下、0.050%以下或0.040%以下。
[0111]
[n:0.0100%以下]
[0112]
n与钢中的al结合而形成aln,通过钉扎效应来阻碍珠光体块径变大。但是,如果n含量过剩,则其效果饱和,反而引起韧性降低。因此,n含量为0.0100%以下。n含量优选为0.0090%以下、0.0080%以下或0.0050%以下。从这样的观点出发,不需要设置n含量的下限,可以是0%,但为了将n含量降低到低于0.0010%会使炼钢成本增加。因此,n含量优选为0.0010%以上。
[0113]
[cr:0.50~2.00%]
[0114]
cr具有使珠光体的片层间距微细化的效果,由此能够确保钢板的强度。为了充分获得这样的效果,将cr含量的下限设为0.50%,优选设为0.60%。另一方面,由于过量添加cr,容易出现退化珠光体和贝氏体这样的组织,难以使珠光体分率达到90%以上。因此,cr含量的上限为2.00%、1.50%、1.25%,优选为1.15%。
[0115]
本发明实施方式的热轧钢板及其制造中使用的板坯的基本成分组成如上所述。此外,该热轧钢板和板坯可以根据需要含有以下任选元素。这些元素的含有不是必须的,这些元素的含量下限为0%。
[0116]
[cu:0~1.00%]
[0117]
cu是能够在不损害韧性的情况下固溶于钢中而提高强度的元素。cu含量可以为0%,但为了获得上述效果,也可以根据需要使其含有。但是,如果其含量过剩,则由于析出物的增加,热加工时有时会在表面产生微小裂纹。因此,cu含量优选为1.00%以下或0.60%以下,更优选为0.40%以下或0.25%以下。为了充分获得上述效果,cu含量优选为0.01%以上,更优选为0.05%以上。
[0118]
[ni:0~1.00%]
[0119]
ni是能够在不损害韧性的情况下固溶于钢中而提高强度的元素。ni含量可以为0%,但为了获得上述效果,也可以根据需要使其含有。但是,ni是昂贵的元素,过量添加会导致成本上升。因此,ni含量优选为1.00%以下或0.80%以下,更优选为0.60%以下或0.30%以下。为了充分获得上述效果,ni含量优选为0.10%以上,更优选为0.20%以上。
[0120]
[mo:0~0.50%]
[0121]
mo是提高钢强度的元素。mo含量可以为0%,但为了获得上述效果,也可以根据需要使其含有。但是,如果其含量过剩,则随着强度增加,韧性的降低变得显著。因此,mo的含量优选为0.50%以下或0.40%以下,更优选为0.20%以下或0.10%以下。为了充分获得上述效果,mo含量优选为0.01%以上,更优选为0.05%以上。
[0122]
[nb:0~0.10%]
[0123]
[v:0~1.00%]
[0124]
[ti:0~1.00%]
[0125]
nb、v和ti通过碳化物析出而有助于提高钢板强度,因此也可以根据需要单独含有从中选出的1种或者复合含有2种以上。但是,如果过量地含有任一元素,则会生成大量碳化物,使钢板的韧性降低。因此,nb含量优选为0.10%以下或0.08%以下,更优选为0.05%以下,v含量优选为1.00%以下或0.80%以下,更优选为0.50%以下或0.20%以下,ti含量优选为1.00%以下或0.50%以下,更优选为0.20%以下或0.04%以下。另一方面,nb、v和ti含量的下限值对于任一元素均可为0.01%或0.03%。
[0126]
[b:0~0.0100%]
[0127]
b具有向晶界偏析,使晶界强度提高的效果,因此也可以根据需要使其含有。但是,如果其含量过剩,则效果饱和,原料成本增加。因此,b含量为0.0100%以下。b含量优选为0.0080%以下、0.0060%以下或0.0020%以下。为了充分获得上述效果,b含量优选为0.0005%以上,更优选为0.0010%以上。
[0128]
[ca:0~0.0050%]
[0129]
ca是控制成为破坏起点而使加工性劣化的原因的非金属夹杂物的形态,提高加工性的元素,因此也可以根据需要使其含有。但是,如果其含量过剩,则效果饱和,原料成本增加。因此,ca含量为0.0050%以下。ca含量优选为0.0040%以下或0.0030%以下。为了充分获得上述效果,ca含量优选为0.0005%以上。
[0130]
[rem:0~0.0050%]
[0131]
rem是通过微量添加来提高焊接部韧性的元素。rem含量可以为0%,但为了获得上述效果,也可以根据需要使其含有。但是,如果过量添加,则焊接性反而恶化。因此,rem含量优选为0.0050%以下或0.0040%以下。为了充分获得上述效果,rem含量优选为0.0005%以上,更优选为0.0010%以上。再者,rem是sc、y和镧系元素的合计17种元素的总称,rem的含量是指上述元素的合计量。
[0132]
本发明实施方式的热轧钢板中,上述成分以外的余量由fe和杂质构成。杂质是指工业上制造热轧钢板时,以矿石和废料等原料为首,因制造工序的各种原因而混入的成分等。
[0133]
接着,对本发明实施方式的热轧钢板的组织的限定理由进行说明。
[0134]
[珠光体:90~100%]
[0135]
通过将钢板的金属组织设为珠光体为主体的组织,能够形成保持高强度且延展性和扩孔性优异的钢板。如果珠光体以面积率计小于90%,则无法确保延展性和/或由于组织的不均匀性而无法确保扩孔性。因此,本发明实施方式的热轧钢板的金属组织中的珠光体含量,以面积率计为90%以上,优选为95%以上、96%以上、97%以上、98%以上或99%以上,也可以为100%。
[0136]
[退化珠光体:0~10%]
[0137]
[先共析铁素体:0~1%]
[0138]
珠光体以外的余量组织可以为0%,但在存在余量组织的情况下,其由退化珠光体和先共析铁素体中的至少一种构成。通过使余量组织由退化珠光体和先共析铁素体中的至少一种构成,即通过使余量组织中不包含残余奥氏体,能够确保良好的冲裁性。在本发明中,所谓“退化珠光体”,是指相对于铁素体相和渗碳体以层状(片层状)分散的珠光体,以块状分散了的渗碳体为主体的组织,更具体而言是指相对于该组织中的渗碳体总量,含有以面积率计超过50%的这种块状渗碳体的组织,也可以在一部分中含有片层状渗碳体。另外,本发明中,所谓“先共析铁素体”,是指在热轧后的冷却阶段中作为初晶析出的实质上不含渗碳体、即晶粒内的渗碳体的分率以面积率计小于1%的铁素体(例如参照图1(c)的参考图)。再者,退化珠光体以面积率计可以为0~10%,例如以面积率计可以为8%以下、6%以下、4%以下、3%以下、2%以下或1%以下。先共析铁素体以面积率计可以为0~1%,例如以面积率计可以为0.8%以下或0.6%以下。在本发明实施方式的热轧钢板中,金属组织中不存在或实质上不存在残余奥氏体、先共析渗碳体、贝氏体和马氏体。“实质上不存在”是指这些组织的面积率合计也小于0.5%。由于难以准确地测定这样微小组织的合计量,并且其影响也可以忽视,所以在这些组织的合计量小于0.5%的情况下,可以判断为不存在。
[0139]
[珠光体的平均片层间距:0.20μm以下]
[0140]
珠光体(不过将所述退化珠光体除外)的平均片层间距与钢板强度具有强相关性,平均片层间距越小,得到的强度越高。而且,如果是同一成分,平均片层间距越小,钢板的扩孔性就越高。如果平均片层间距超过0.20μm,则得不到抗拉强度980mpa以上的强度和/或扩孔性降低,因此,本发明实施方式的热轧钢板中的金属组织中的珠光体的平均片层间距为0.20μm以下,优选为0.15μm以下或0.10μm以下。再者,珠光体的平均片层间距的下限值没有特别限定,例如可以是0.05μm或0.07μm。
[0141]
[珠光体的平均珠光体块径:20.0μm以下]
[0142]
所谓珠光体块,相当于构成珠光体(不过将所述退化珠光体除外)的铁素体的晶体取向一致的区域。其中,珠光体的平均珠光体块径与钢板的局部延展性和韧性相关,平均珠光体块径越小,扩孔性越高。平均珠光体块径超过20.0μm时,扩孔性劣化,因此本发明实施方式的热轧钢板的金属组织中的平均珠光体块径为20.0μm以下,优选为18.0μm以下,更优选为16.0μm以下。再者,珠光体的平均珠光体块径的下限值没有特别限定,例如可以是3.0μm、5.0μm或7.0μm。
[0143]
[珠光体和余量组织的认定方法及测定方法]
[0144]
珠光体和余量组织的分率如下求出。首先,从钢板的距表面为板厚的1/4或3/4的位置制取试料,使与钢板的轧制方向和厚度方向平行的截面成为观察面。接着,对该观察面进行镜面研磨,用苦醛腐蚀液腐蚀后,使用扫描电子显微镜(sem)进行组织观察。倍率为
5000倍(测定区域:80μm
×
150μm),采用点算法从得到的组织照片中将渗碳体成为层状的区域认定为珠光体(例如参照图1(a)的参考图),算出其分率。另一方面,在铁素体相和渗碳体不是以层状分散,而是以块状分散了的渗碳体为主体的组织的情况下,认定为退化珠光体(例如参照图1(b)的参考图),算出其分率。另外,将板条状晶粒的集合体,且板条内部具有多个长径20nm以上的铁系碳化物,且这些碳化物属于单一变体、即沿同一方向伸长的铁系碳化物群的组织认定为贝氏体。另外,将块状或膜状的铁系碳化物,且等效圆直径300nm以上的区域认定为先共析渗碳体。在图1(a)或(b)那样的组织的情况下,观察到的夹杂物基本上是渗碳体,不需要使用带有能量色散型x射线谱仪的扫描电子显微镜(sem
‑
eds)等鉴定各个夹杂物是渗碳体或铁系碳化物。仅在是渗碳体或铁系碳化物存在疑义的情况下,可以根据需要与sem观察分开地使用sem
‑
eds等分析夹杂物。在先共析铁素体和残余奥氏体的内部,渗碳体的面积分率均小于1%,如果有这样的组织,则在sem组织观察后,使用电子束背散射衍射法(electron back scatter diffraction、ebsd)进行分析,将bcc结构的组织判定为先共析铁素体,将fcc结构的组织判定为残余奥氏体。
[0145]
[平均片层间距的测定方法]
[0146]
平均片层间距如下求出。首先,从钢板的距表面为板厚的1/4或3/4的位置制取试料,使与钢板的轧制方向和厚度方向平行的截面成为观察面。接着,对该观察面进行镜面研磨,用苦醛腐蚀液腐蚀后,使用扫描电子显微镜(sem)进行组织观察。倍率为5000倍(测定区域:80μm
×
150μm),选择10个以上的渗碳层相对于组织照片的纸面垂直地横穿的部位。通过用苦醛腐蚀液腐蚀进行测定,可得到深度方向的信息,因此可知渗碳层垂直地横穿的部位。通过选择并测定10以上这样的部位,在各个部位求得片层间距s,并取其平均值来获得平均片层间距。各部位的片层间距的测定方法如下所示。首先,以横穿10~30个渗碳层的方式垂直于渗碳层引直线,将该直线的长度设为l。另外,设该直线横穿的渗碳层的数量为n。此时,通过s=l/n求出该部位的片层间距s。
[0147]
[平均珠光体块径的测定方法]
[0148]
使用ebsd测定平均珠光体块径。首先,从钢板的距表面为板厚的1/4或3/4的位置制取试料,使与钢板的轧制方向和厚度方向平行的截面成为观察面。接着,对观察面进行镜面研磨,使用ebsd测定铁的晶体取向,求出晶界。晶界定义为晶体取向变化15
°
的边界。测定区域为100μm
×
200μm,测定点间距为0.2μm间距。最后,根据由上述晶界包围的区域的面积求出等效圆直径,将对测定区域内的所有晶粒计算出的等效圆直径的由area fraction法得到的平均值定义为平均珠光体块径。
[0149]
[机械特性]
[0150]
根据具有上述化学组成和组织的热轧钢板,能够实现高抗拉强度,具体而言能够实现980mpa以上的抗拉强度。抗拉强度为980mpa以上是为了满足汽车车体轻量化的要求。抗拉强度优选为1050mpa以上,更优选为1100mpa以上。对于上限值无需特别规定,例如,抗拉强度可以为1500mpa以下、1400mpa以下或1300mpa以下。同样,根据具有上述化学组成和组织的热轧钢板,能够实现高延展性,更具体而言能够实现13%以上、优选15%以上、更优选17%以上的总伸长率。对于上限值无需特别规定,例如,总伸长率可以在30%以下或25%以下。进而,根据具有上述化学组成和组织的热轧钢板,能够实现优异的扩孔性,更具体而言能够实现45%以上、优选50%以上、更优选55%以上的扩孔率。对于上限值无需特别规
定,例如,扩孔率可以为80%以下或70%以下。抗拉强度和总伸长率是通过从与热轧钢板的轧制方向垂直的方向制取jis 5号拉伸试验片,依据jis z 2241(2011)进行拉伸试验来测定的。另一方面,扩孔率是通过依据jis z 2256(2010)进行扩孔试验来测定的。
[0151]
[板厚]
[0152]
本发明实施方式的热轧钢板一般具有1.0~6.0mm的板厚。没有特别限定,但板厚可以为1.2mm以上或2.0mm以上,并且/或者可以为5.0mm以下或4.0mm以下。
[0153]
<热轧钢板的制造方法>
[0154]
本发明实施方式涉及的热轧钢板的制造方法,其特征在于,包括:
[0155]
将具有以上说明的化学组成的板坯加热到1100℃以上的工序;
[0156]
包括对被加热的板坯进行精轧的热轧工序,所述精轧的出侧温度为820~920℃;
[0157]
进行一次冷却将得到的钢板以40~80℃/秒的平均冷却速度冷却到ae1点温度,接着以小于20℃/秒的平均冷却速度从ae1点温度进行二次冷却,冷却到卷绕温度的工序;以及
[0158]
以540~700℃的卷绕温度卷绕所述钢板的工序。以下,对各工序进行详细说明。
[0159]
[板坯的加热工序]
[0160]
首先,在热轧前加热具有以上说明的化学组成的板坯。为了使ti碳氮化物等充分地再固溶,板坯的加热温度设为1100℃以上。上限值没有特别规定,例如可以是1250℃。另外,加热时间没有特别限定,例如可以是30分钟以上,并且/或者可以是120分钟以下。再者,从生产率的观点出发,使用的板坯优选在连铸法中进行铸造,也可以采用铸块法或薄板坯铸造法来制造。
[0161]
[热轧工序]
[0162]
(粗轧)
[0163]
本方法中,例如为了调整板厚等,可以在精轧之前对被加热的板坯实施粗轧。粗轧只要能够确保预期的薄板坯尺寸,其条件就没有特别限定。
[0164]
(精轧)
[0165]
被加热后的板坯或在此基础上根据需要粗轧后的板坯,接着实施精轧,该精轧中的出侧温度被控制为820~920℃。如果精轧的出侧温度超过920℃,则奥氏体粗大化,变得不满足最终产品的所述平均珠光体块径的条件(即20.0μm以下)。因此,精加工温度的出侧温度的上限为920℃,优选为900℃,进一步优选为880℃。从这样的观点出发,只要在ar3点温度以上,就无需特别地对精轧的出侧温度设置下限,但温度越低钢板的变形阻力就越大,对轧机造成很大负担,可能成为设备故障的原因。因此,将精轧的出侧温度的下限设为820℃。
[0166]
[冷却工序]
[0167]
精轧结束后,进行钢板的冷却。冷却工序进一步细分为一次冷却和二次冷却。
[0168]
(以40~80℃/秒的平均冷却速度一次冷却至ae1点温度)
[0169]
一次冷却中,从上述精轧的出侧温度以40~80℃/秒的平均冷却速度冷却至ae1点温度。直到上述温度的平均冷却速度小于40℃/秒时,先共析铁素体和/或先共析渗碳体析出,可能无法达到上述珠光体分率的目标值(90%以上)。一次冷却的平均冷却速度可以为43℃/秒以上或45℃/秒以上。另一方面,平均冷却速度过高时,无法均匀地冷却钢板,可能
产生材质的偏差。因此,一次冷却的平均冷却速度为80℃/秒以下,例如可以为70℃/秒以下。再者,ae1(℃)可以使用下式求出。
[0170]
ae1(℃)=723-10.7
×
[mn]+29.1
×
[si]
[0171]
其中,式中的[元素符号]分别表示以质量%计的各元素的含量。
[0172]
(以小于20℃/秒的平均冷却速度从ae1点温度二次冷却到卷绕温度)
[0173]
接着,二次冷却中,以小于20℃/秒的平均冷却速度从ae1点温度冷却到卷绕温度(即540~700℃的温度范围)。这样,通过使冷却速度比一次冷却慢,能够生成片层方向更加随机的珠光体组织,并且能够使片层间距变细,提高扩孔性。另一方面,如果直到上述温度范围的平均冷却速度高,则片层间距在钢板内变得不均匀,扩孔性可能劣化,或者生成许多退化珠光体,可能无法达到珠光体分率的目标值(90%以上)。因此,上述二次冷却的平均冷却速度小于20℃/秒,优选为15℃/秒以下,更优选为10℃/秒以下,最优选为10℃/秒以下。为了切实地抑制铁素体的生成,优选在一次冷却结束后立即进行二次冷却。
[0174]
[卷绕工序]
[0175]
冷却工序后卷绕钢板。卷绕时的钢板温度为540~700℃。通过将卷绕温度控制为540~700℃,在卷绕中使组织适当地相变,使珠光体的平均片层间距微细化,由此能够在不损害延展性和扩孔性的情况下使热轧钢板高强度化。另一方面,在卷绕温度低于540℃的情况下,出现退化珠光体和/或贝氏体等其他组织,上述珠光体分率难以达到90%以上。因此,卷绕温度为540℃以上,也可以为550℃以上或600℃以上。另外,卷绕温度超过700℃的情况下,珠光体的平均片层间距变大,无法保证足够的强度和/或扩孔性。因此,卷绕温度为700℃以下,可以为680℃以下或650℃以下。卷绕工序后的条件没有特别限定。
[0176]
以下,通过实施例更详细地说明本发明,但本发明丝毫不限于这些实施例。
[0177]
[实施例]
[0178]
以下实施例中,在各种条件下制造本发明实施方式的热轧钢板,对得到的热轧钢板的机械特性进行了调查。
[0179]
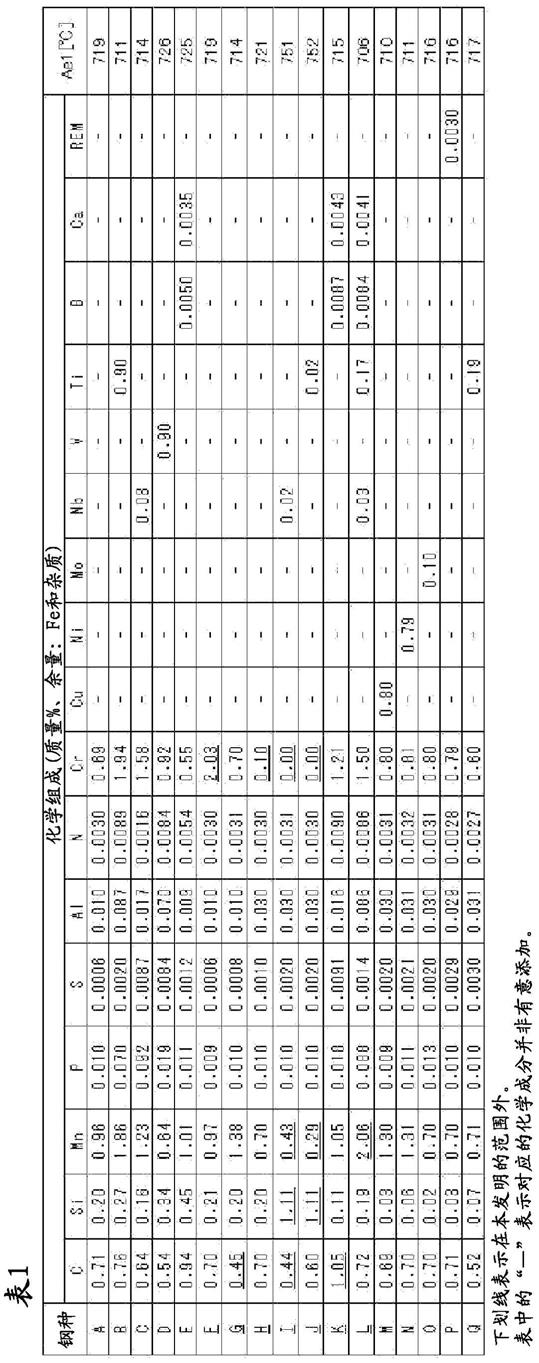
首先,采用连铸法制造了具有表1所示化学组成的板坯。接着,由这些板坯根据表2所示加热、热轧、冷却和卷绕条件,制造了板厚3mm的热轧钢板。冷却工序中的二次冷却在一次冷却结束后立即进行。再者,表1所示成分以外的余量是fe和杂质。另外,对从制造出的热轧钢板制取的试料进行分析后的化学组成与表1所示板坯的化学组成相同。此外,在所有实施例的热轧钢板中,固溶c量的比例为10%以下。
[0180]
表1
[0181][0182]
表2
[0183][0184]
从这样得到的热轧钢板中,从与轧制方向垂直的方向制取jis5号拉伸试验片,依据jis z 2241(2011)进行拉伸试验,测定了抗拉强度(ts)和总伸长率(el)。另外,依据jis z2256(2010)进行扩孔试验,测定了扩孔率(λ)。冲裁性是冲裁间隙为12.5%,冲裁直径10mm的孔,目视观察端面性状,在端面观察到大小为0.5mm以上的龟裂时评价为“不合格(
×
)”,若未确认到则为“合格(
○
)”。将ts为980mpa以上、且el为13%以上、λ为45%以上以及冲裁性的评价为合格的情况评价为高强度且延展性、扩孔性和冲裁性优异的热轧钢板。将结果示于表4。
[0185]
表3
[0186][0187]
从表3明确可知,实施例1、2、8~11和19~25中,抗拉强度为980mpa以上,且el为13%以上,λ为45%以上并且冲裁性的评价为合格,因此能够得到高强度且延展性、扩孔性和冲裁性优异的热轧钢板。
[0188]
与此相对,比较例3中,卷绕温度超过700℃,所以珠光体的平均片层间距粗大化到超过0.20μm。因此,达不到ts980mpa以上和λ45%以上。比较例4中,冷却工序中的一次冷却的平均冷却速度小于40℃/秒,所以生成许多先共析铁素体,珠光体分率低于90%。因此,达
不到λ45%以上。比较例5中,二次冷却的平均冷却速度高,所以退化珠光体增加,珠光体分率低于90%。因此,达不到λ45%以上。比较例6中,卷绕工序中的卷绕温度低于540℃,所以退化珠光体增加,珠光体分率低于90%。因此,达不到el13%以上和λ45%以上。比较例7中,热轧工序中的精轧出侧温度超过920℃,所以珠光体块粗大化,平均珠光体块径超过20.0μm。因此,达不到λ45%以上。
[0189]
比较例12中,cr含量高,所以退化珠光体增加,同时混入贝氏体,珠光体分率低于90%。因此,达不到el13%以上和λ45%以上。比较例13中,c含量低,所以达不到ts980mpa以上。比较例14中,cr含量低,所以达不到ts980mpa以上。进而,比较例14中,热轧工序中的精轧出侧温度超过920℃,所以平均珠光体块径超过20.0μm,达不到λ45%以上。比较例15和16中,si含量过剩,残余奥氏体混入余量组织中,冲裁性不合格。比较例17中,c含量高,所以先共析渗碳体混入余量组织中,珠光体分率低于90%。因此,达不到el13%以上和λ45%以上。比较例18中,mn含量高,因此达不到λ45%以上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1