剃刀刀片和用于剃刀刀片的组合物的制作方法
1.本发明总体上涉及剃刀刀片,更具体地,涉及用于具有弯曲部分的剃刀刀片的组合物和制造剃刀刀片的方法。
背景技术:
2.许多现代安全剃刀包括一次性剃刀刀片架,其适于通过其间的连接结构选择性地连接到可重复使用的手柄。该刀片架包括框架,该框架具有至少一个剃刀刀片,其中设置有锋利的切削边缘。其他现代安全剃刀包括永久连接到手柄的剃刀刀片架,该剃刀刀片架可以作为单个单元进行处理。
3.剃刀刀片架的性能和商业成功是许多因素和特征的平衡,这些因素和特征包括其切削边缘的耐久性和可冲洗性,即用户能够容易地冲洗掉来自于剃刀刀片架、特别是来自于相邻剃刀刀片或剃刀刀片结构之间的切削毛发、皮肤颗粒和其它剃刮碎屑。在雅各布森(jacobson)的美国专利no.4,378,634和no.4,586,255中都可以看到一些剃刀刀片结构的示例,这两个专利都显示了附接(例如焊接)到弯曲金属支撑件的平面剃刀刀片。
4.美国专利申请公开no.2007/0234576承认上述优点,例如
‘
634专利的结构,并提议通过包括弯曲部分的剃刀刀片来代替弯曲支撑件上的平面刀片。公开了一种包括具有弯曲部分的(弯曲)剃刀刀片的剃刀刀片架,其具有制造优势。
‘
576申请以及美国专利申请公开2010/0107425和2014/0230252公开了用于它们各自剃刀刀片的组合物以及形成它们各自弯曲部分的方法。
5.制造具有弯曲刀片的商业上可接受的剃刀刀片架的挑战包括克服制造问题,比如在弯曲部附近的硬化(例如不锈钢)主体中发生的裂纹,更具体地说在弯曲部的外表面上。虽然位于弯曲部的外表面中的微观尺度的裂纹是可以接受的,但是宏观尺度的裂纹可能具有以下缺点:裂纹本身是刀片主体中的断裂,但是也提供了一种起始部位,当安装在其刀片架壳体中时,该起始部位促进了正常使用期间剃刀刀片进一步开裂或甚至破损。裂纹还可以提供用于加速腐蚀的初始部位,加速腐蚀还可以导致剃刀刀片失效。剃刀刀片的失效或开裂会给用户造成割伤和切口。
6.通过在弯曲部分的区域处提供增强的刀片材料延展性,可以基本上避免形成裂纹。美国专利申请公开2007/0124939和2007/0234577公开了局部热处理硬化的剃刀刀片主体的一部分以增强延展性的方法,然而,这些工艺需要额外的制造步骤,这可能是不期望的。还可以通过不完全硬化刀片或使用更高延展性等级的不锈钢来提供增强的延展性。在这两个示例中,在包括其切削边缘的整个剃刀刀片上发现了增强的延展性。具有增强的延展性的切削边缘可能会不耐用而不被期望,即不能经受多次剃须操作。
7.通过将剃刀刀片弯曲较小的范围和/或通过以较大的弯曲半径来弯曲剃刀刀片,可以进一步基本上避免开裂。在剃刀刀片架的整体设计中,这些物理形状考虑可能是不期望的。
技术实现要素:
8.本公开的目的是消除或至少基本上减轻现有技术剃刀刀片的局限性。本公开尤其涉及剃刀刀片和制造剃刀刀片的方法。剃刀刀片具有第一部分和第二部分,该第一部分在其外端具有切削边缘,并且其可以沿着剃刀刀片的长度延伸,并且通过弯曲工艺相对于第二部分成角度。剃刀刀片在第一部分和第二部分之间具有弯曲区域。剃刀刀片包括马氏体不锈钢,该马氏体不锈钢以条带的形式提供,并且主要包括铁和具有(按重量计):0.40%
‑
0.60%的碳;0.30%
‑
0.55%的硅;0.70%
‑
0.90%的锰;13.0%
‑
14.0%的铬;0.50%
‑
1.0%的钼和范围在0.03%
‑
0.2%、更优选为0.03%
‑
0.1%,最优选为0.08%的氮。马氏体不锈钢可以进一步包含(按重量计)范围至多0.02%的硫和范围至多0.0025%的磷。
9.在上述方面的其他方面,第一部分相对于第二部分成105
°‑
130
°
范围内的角度。弯曲区域可以是弧形的,并且可以具有在0.2
‑
1.5mm范围内的外部半径,优选0.3至0.8mm,更优选0.3
‑
0.5mm。第二部分的厚度在0.05
‑
0.125mm的范围内,优选为0.076mm。
10.在任何前述方面的进一步方面中,弯曲工艺之前没有再加热工艺以改变弯曲区域处的结构。
11.在前述任一方面的进一步方面中,剃刀刀片在切削边缘的区域中具有550至640hv范围内的硬度。
12.不受理论限制,相信氮合金马氏体结构比碳合金材料更精细和更均匀,给出非常精细的沉淀分布和回火时的优异性能。剃刀刀片可以弯曲成所需的形状而没有开裂,同时具有耐用的切削边缘。当结合附图时,参考以下详细描述,将更全面地理解上述特征和优点。
附图说明
13.图1是本公开的工艺步骤的示意图。
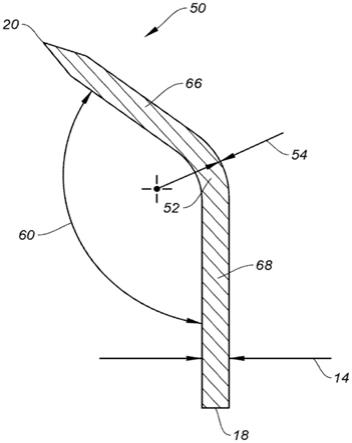
14.图2是本公开的剃刀刀片的示意性剖视图。
具体实施方式
15.具有0.6
‑
0.7%或更高的碳含量、约13%(例如12.5%
‑
13.5%)铬且基本不含钼的马氏体不锈钢已被用于制造剃刀刀片。这些材料可广泛获得,其具有足够的抗腐蚀性,适合其预期用途,并且可以削尖以提供高质量的切削边缘。示例性的商业可获得的材料是比如由hitachi metals制造的gin5和由sandvik制造的13c26。这些材料在以下的表1中显示为合金1(alloy 1)。另一种适于制造剃刀刀片的商业可获得的马氏体不锈钢是由hitachi metals制造的指定的等级为gin7的不锈钢,在表1中显示为合金2(alloy 2)。合金3和合金4是根据本公开的实验组合物。
16.表1:
[0017][0018]
(所有合金可含有≤0.02的硫和≤0.0025的磷,合金4可含有0.03%
‑
0.2%的氮)。
[0019]
现在参考附图并且特别是图1,示意性地描绘了用于制造所谓的单边缘剃刀刀片的示例性工艺步骤,该剃刀刀片具有被评估的合金的弯曲部分。在步骤(a)处描绘了所提供的细长不锈钢条带10。该条带具有宽度12和厚度14,并且包括前边缘部分16和后边缘部分18。条带的宽度优选为大约3mm宽,但是可以是适合手边应用的任何宽度,从大约2mm或更小到大约22mm或更大。所提供的条带的厚度14可以是0.1mm或更小,但优选约为0.076mm。在其它情况下,可以使用具有约0.025
‑
0.05mm或大于0.1mm(例如0.125mm)的厚度14的条带。在步骤(b)处,条带10通过众所周知的工艺被硬化和回火到大约660
‑
850hv的硬度。在步骤(c)处,通过任何公知的削尖工艺,比如研磨和珩磨,来削尖前边缘,以提供细长的切削边缘20。作为前述的替代,可以使用双边缘剃刀刀片。具有合适宽度(例如,约22mm)的条带材料被穿孔成连续的条带形式以提供孔口,该孔口可以包括:细长的中心槽,该中心槽可以用于在比如边缘形成和边缘涂覆的后续工艺中支撑或定位刀片条带;以及定位开孔,其可以用于在特定工艺中指引条带或定位离散的剃刀刀片。工艺步骤(b)和(c)如上所述进行,除了前边缘部分16和后边缘部分18都被削尖以提供切削边缘。然后将细长条带分割成离散的双边缘剃刀刀片。如上所述,对两个切削边缘执行工艺步骤(d)(如下)。然后,优选地邻近中心槽的端部分开双边缘剃刀刀片,以提供两个单边缘剃刀刀片。此后,执行工艺步骤(f)(如下)。回到单边缘剃刀刀片,在步骤(d)处,通过众所周知的工艺将合适的涂层30施加到切削边缘。一个或更多个底涂层(under
‑
coating)可以包括但不限于铬、铂、铌、钛、上述材料的合金以及与例如碳或氮混合在一起的上述材料的化合物中的一种或更多种。在共同转让的美国专利申请公开2007/0186424中公开了一种合适的钛涂层,其公开内容通过引用整体结合于此。也可以应用各种类型的硬质碳涂层,比如无定形金刚石、类金刚石碳(dlc)以及与上述的组合。含氟聚合物材料(优选ptfe)的外涂层被应用。在共同转让的美国专利申请公开2007/0124944中公开了一种合适的ptfe涂层,其公开内容通过引用整体结合于此,但是本技术不限于此,并且可以使用任何合适的ptfe涂层。ptfe涂层可以被固化,并且固化工艺具有副效应,即、将条带的包含切削边缘的至少一部分退火至至少550hv的硬度,并且优选约620
‑
640hv。在步骤(e)处,从条带上切割纵向延伸部分40,以提供离散的剃刀刀片50。单独的剃刀刀片具有从其被切割的条带的特性。在步骤(f)处,剃刀刀片50被弯曲以在包含切削边缘20的第一部分66和包含后刀刃部分18的第二部分68之间提供弯曲部分52。
[0020]
图2示出了具有弯曲部分52的剃刀刀片50的代表性剖视图。弯曲工艺可以是冲压和冲模工艺。弯曲工艺也可以是“旋转弯曲(swivel bending)”工艺,例如,如共同转让的美
国专利申请公开2010/0107425中所述的,其公开内容通过引用结合于此,以参考用于其弯曲工艺的公开。弯曲工艺也可以是赋予剃刀刀片弯曲部分的任何合适的工艺。弯曲工艺优选在没有任何预先的再加热工艺的情况下进行,以改变被弯曲的剃刀刀片的区域中的剃刀刀片的结构或延展性,即区域70(见图1),该区域随后在弯曲工艺之后变成弯曲部分52。
[0021]
根据不同的厚度(t,14)、硬度(hv)、弯曲角度(α,60)和外弯曲半径(ro,54)生产具有四种合金(合金1
‑
合金4)的弯曲部分的剃刀刀片,如下表2所示,并在图2中描绘。检查剃刀刀片是否存在端部裂纹,并评估切削刀刃的相对耐久性。切削边缘的耐久性可以通过众所周知的方法来评估,该方法将切削边缘多次物理地切削到特定介质中,并用显微镜检查剃刀刀片的损坏或其末端切削边缘的永久变形。
[0022]
表2:
[0023]
测试#合金thvαrocracked1合金10.16201231.3≤10012合金10.076550108
‑
1120.92≤1043合金10.0766201230.98≤10014合金10.0766101180.98≤10015合金20.076590108
‑
1120.48无36合金30.0766101100.7无27合金40.0766101100.3
‑
0.48无2
[0024]
其中:t=条带厚度(mm);hv=200g载荷下的条带硬度(维氏硬度),在横截面上,所有硬度值为
±
20个单位;α=弯曲角度(度);ro=弯曲区域的外半径(mm);crack(裂纹)=在标注尺寸(微米)处存在端部裂纹;ed=切削刀刃耐久性,排序1
‑
4,其中,根据评估1=最耐用,4=最不耐用。
[0025]
向合金4中添加氮有利地提供了具有理想延展性的剃刀刀片,其中,弯曲部分可以有利地具有带有较低弯曲角度的较小的外弯曲半径,同时剃刀刀片展现出相对期望的切削边缘耐久性。不受理论限制,相信氮合金马氏体结构比碳合金材料更精细和更均匀,从而给出非常精细的沉淀分布和回火时的优异性能。
[0026]
虽然上面已经描述了各种实施例,但是应当理解,它们仅作为示例而非限制来呈现。例如,可以在所附权利要求的范围内进行的修改或改变以及结合任何一个实施例公开的特征可以单独使用或者与相应的其他实施例的每个特征结合使用。因此,任何实施例的宽度和范围不应受任何上述示例性实施例的限制,而应仅根据以下权利要求及其等同物来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1