V合金靶的制作方法
v合金靶
技术领域
1.本发明涉及一种例如用于形成硬质皮膜的v合金靶。
背景技术:
2.出于提高耐磨耗性、耐烧印性等目的,而在切削工具、滑动零件、金属模具等的表面应用例如包含v合金的硬质皮膜。而且,例如,在专利文献1中,提出有在被处理材的滑动面侧设置v中包含ti、cr、w、zr等的滑动层而成的滑动构件。专利文献1中有所公开的包括包含ti等的滑动层的滑动构件可减低滑动中产生的摩擦力的变动,提高滑动性,就此方面而言是有用的技术。
3.另一方面,在对切削工具等被处理材涂布具备滑动特性的硬质皮膜时,通常应用使用v合金靶(以下,也简称为“靶”)作为蒸发源的离子镀法。作为离子镀法的一种的电弧离子镀是如下方法:在减压后的反应气体环境中,通过电弧放电使作为硬质皮膜的原料的靶瞬间熔解、离子化,并使其附着于负施加的被处理材上而形成硬质皮膜。
4.电弧离子镀与使用电子枪等的离子镀法相比,蒸发金属的离子化率高,可获得密接力优异的硬质皮膜,因此,当前,其应用正在扩大。而且,电弧离子镀中所使用的靶包括包含与想要获得的硬质皮膜近似的所期望的组成的板材,通常利用粉末烧结法来制造。
5.使用所述靶而成膜的硬质皮膜在使用中有时会从切削工具或滑动零件剥离,且最近要求切削工具的切削速度的高速化、或针对滑动零件的进一步的可靠性,在所述情况下,要求其改良。
6.现有技术文献
7.专利文献
8.专利文献1:日本专利特开2006
‑
348343号公报
技术实现要素:
9.发明所要解决的问题
10.若利用热静水压压制(以下,称为“hip”)对专利文献1中所公开的以v为主成分、且选择有ti的v
‑
ti靶进行加压烧结来加以制作,则靶中有时存在局部低硬度的部位。因此,在将靶机械加工成规定形状尺寸时,表面粗糙度的调整变得困难,有时会在表面产生凹凸。
11.另外,于在靶的表面中、尤其是作为侵蚀面的面上存在凹凸的情况下,在利用电弧离子镀对被处理材形成硬质皮膜时,有可能诱发异常放电、或液滴(droplet)飞散而附着于被处理材。
12.另外,v合金根据添加元素的选择而成为在机械加工时产生裂纹或缺口、脱落的可能性高的所谓的难削材。而且,若在靶中存在局部高硬度的部位,则会导致切削工具的刀片的磨耗或破损,所获得的靶的表面粗糙度变大,或者视情况有时会使靶主体破损。
13.本发明的目的在于提供一种新颖的v合金靶,其在靶的机械加工中,可抑制靶表面中的凹凸的产生,可抑制成膜时的异常放电的产生,同时也可达成抑制液滴向被处理材的
附着。
14.解决问题的技术手段
15.本发明的v合金靶包含v及w,且侵蚀面中的维氏硬度(vickers hardness)的平均值为340hv~750hv,在5点测定点进行测定而得的维氏硬度的偏差为20%以下。
16.而且,本发明的v合金靶优选为侵蚀面中的维氏硬度的平均值处于350hv~710hv的范围。
17.另外,本发明的v合金靶优选为含有10原子%~50原子%的w且剩余部分包含v及不可避免的杂质。
18.发明的效果
19.本发明可提供一种侵蚀面中的维氏硬度得到调整的新颖的v合金靶。由此,在靶的机械加工中,可期待:可抑制靶表面中的凹凸的产生,可抑制成膜时的异常放电的产生,同时也可达成抑制液滴向被处理材的附着。因此,对于制造所述、例如耐磨耗性优异、并且摩擦力的变动得到减低、滑动性提高的硬质皮膜而言为有用的技术。
具体实施方式
20.关于本发明的靶,在包含v及w的v合金中,由日本工业标准(japanese industrial standards,jis)z 2244规定的、侵蚀面中的维氏硬度的平均值为340hv~750hv的范围,在5点测定点进行测定而得的维氏硬度的偏差为20%以下。以下,也将“侵蚀面中的维氏硬度的平均值”简称为“维氏硬度”。
21.本发明的靶通过将维氏硬度设为特定范围并减小其偏差[(最大值
‑
最小值)/(最大值+最小值)]
×
100(%),而在实施用于形成靶的形状尺寸的切削加工或研磨加工等机械加工时,可抑制表面粗糙,减低表面的凹凸产生,可获得具有平滑的表面的靶。因此,本发明的靶可抑制诱发异常放电、或液滴飞散而附着于被处理材的情况。而且,本发明的实施形态的靶优选为在任意5点测定点进行测定而得的维氏硬度的偏差为15%以下。
[0022]
另外,本发明的靶通过将维氏硬度调整为特定范围,可抑制例如在铣床或车床等的刀片生成刀瘤的情况。即,本发明的靶可抑制随着切削加工的进行而伴随刀瘤的成长的刀片的切入量逐渐变大的情况,可减小切削开始时与切削结束时的靶的尺寸差,此外,还可抑制伴随刀瘤的剥离的刀片的破损。
[0023]
另一方面,若在靶的侵蚀面、例如v基质相中存在低硬度的部位,则有时仅低硬度的部位残存或脱落,靶的侵蚀面的表面变粗糙,成膜时容易成为异常放电的起点。因此,本发明的靶将维氏硬度设为340hv以上。而且,根据与所述相同的理由,本发明的实施形态的靶优选为将维氏硬度设为350hv以上。
[0024]
本发明的靶通过将维氏硬度设为750hv以下,可抑制例如铣床或车床等的刀片的磨耗量。即,本发明的靶可抑制随着切削加工的进行而伴随刀片的磨耗的刀片的切入量逐渐变小、切削开始时与切削结束时的靶的尺寸差变大的情况,此外,还可抑制刀片的破损。
[0025]
另外,本发明的靶通过将维氏硬度设为750hv以下,可抑制因向切削机械卡紧(chucking)、以及向电弧离子镀装置安装时的处理(handling)等而靶主体破损的情况。而且,根据与所述相同的理由,本发明的实施形态的靶优选为将维氏硬度设为710hv以下。
[0026]
就抑制所述靶的变形、或切削工具的刀片的磨耗或破损、以及抑制电弧离子镀时
的异常放电的观点而言,本发明中所述的维氏硬度是在任意的横向一列中取5点,并将测定间隔设置成压痕彼此之间不受测定影响的距离来进行测定。此时,负荷是设为9.8n,加压时间是设为10秒。
[0027]
而且,本发明的靶在所述条件下测定的维氏硬度的平均值处于340hv~750hv的范围,其偏差[(最大值
‑
最小值)/(最大值+最小值)]
×
100(%)为20%以下。
[0028]
另外,就将维氏硬度设为340hv~750hv的观点而言,本发明的实施形态的靶优选为包含在v基质相中分散有微细的w相的组织。
[0029]
本发明的靶包含v及w。w的含量可在不会大幅损及耐磨耗性、滑动性、耐蚀性的范围内适宜调整,优选为含有10原子%~50原子%的w且剩余部分包含v及不可避免的杂质。另外,根据与所述相同的理由,更优选为将w的含量设为15原子%以上。另外,根据与所述相同的理由,更优选为将w的含量设为25原子%以下。
[0030]
本发明的靶例如可利用粉末烧结法来获得。具体而言,可通过如下方式来获得:以成为所述成分组成的方式,对混合有纯金属粉末或合金粉末的混合粉末、或者调整为最终组成的单一粉末进行加压烧结。而且,作为加压烧结,例如可应用hip法、热压制法、通电烧结法等。
[0031]
此处,在本发明中,就靶组织的均质性的观点而言,应用于加压烧结的原料粉末优选为使用体积基准的累计粒度分布的50%粒径(以下,称为“d50”)为0.5μm~200μm的范围的粉末。
[0032]
加压烧结优选为在烧结温度900℃~1300℃、加压压力50mpa~200mpa、1小时~15小时的条件下进行。
[0033]
通过将烧结温度设为900℃以上,可进行粉末的烧结,可抑制空孔的产生。另外,通过将烧结温度设为1300℃以下,可抑制粉末的熔解。
[0034]
另外,通过将加压压力设为50mpa以上,可促进烧结的进行,抑制空孔的产生。另外,通过将加压压力设为200mpa以下,可抑制烧结时向靶导入残留应力,抑制烧结后的裂纹的产生。
[0035]
另外,通过将烧结时间设为1小时以上,可促进烧结的进行,抑制空孔的产生。另外,通过将烧结时间设为15小时以下,可抑制制造效率的降低。
[0036]
实施例
[0037]
首先,准备d50为140μm的v粉末、d50为0.6μm的w粉末。然后,为了获得作为本发明例1的靶,以原子比中的组成式成为v
90
‑
w
10
的方式,称量所述准备的各粉末,之后,利用v型混合机进行混合,填充到软铁制的胶囊中,在450℃、4小时的条件下进行脱气体密封。然后,在1250℃、120mpa、10小时的条件下,通过hip对所述胶囊进行加压烧结,制作烧结体。
[0038]
为了获得作为本发明例2的靶,以原子比中的组成式成为v
80
‑
w
20
的方式,称量所述准备的各粉末,之后,利用v型混合机进行混合,填充到软铁制的胶囊中,在450℃、4小时的条件下进行脱气体密封。然后,在1250℃、120mpa、10小时的条件下,通过hip对所述胶囊进行加压烧结,制作烧结体。
[0039]
为了获得作为本发明例3的靶,以原子比中的组成式成为v
65
‑
w
35
的方式,称量所述准备的各粉末,之后,利用v型混合机进行混合,填充到软铁制的胶囊中,在450℃、4小时的条件下进行脱气体密封。然后,在1250℃、120mpa、10小时的条件下,通过hip对所述胶囊进
行加压烧结,制作烧结体。
[0040]
为了获得作为本发明例4的靶,以原子比中的组成式成为v
50
‑
w
50
的方式,称量所述准备的各粉末,之后,利用v型混合机进行混合,填充到软铁制的胶囊中,在450℃、4小时的条件下进行脱气体密封。然后,在1250℃、120mpa、10小时的条件下,通过hip对所述胶囊进行加压烧结,制作烧结体。
[0041]
为了获得作为比较例的靶,准备d50为140μm的v粉末、d50为106μm的ti粉末。然后,以原子比中的组成式成为v
50
‑
ti
50
的方式,称量所述准备的各粉末,之后,利用v型混合机进行混合,填充到软铁制的胶囊中,在450℃、4小时的条件下进行脱气体密封。然后,在850℃、120mpa、1小时的条件下,通过hip对所述胶囊进行加压烧结,制作烧结体。
[0042]
对所述获得的各烧结体实施机械加工,制作靶。此时,可确认到:作为本发明例1~本发明例4的靶在机械加工时均未产生凹凸,为表面平滑的状态。
[0043]
另一方面,作为比较例的靶在机械加工时产生凹凸,在靶的表面确认到凹凸。
[0044]
从所述获得的各靶的成为侵蚀面的面的任意位置通过机械加工采取试验片。而且,维氏硬度是依据jis z 2244,使用明石制作所股份有限公司制造的mvk
‑
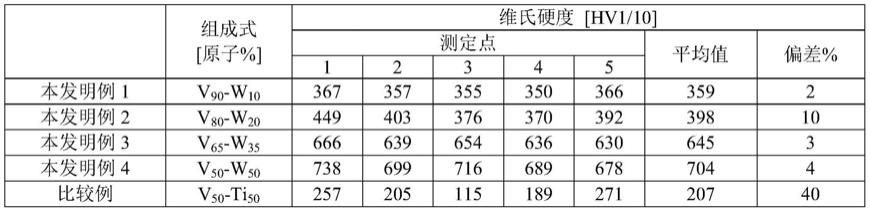
e,在任意的横向一列中取5点,并将测定间隔设置成压痕彼此之间不受测定影响的距离来进行测定。将其结果示于表1中。
[0045]
确认到作为比较例的靶存在维氏硬度低于340hv的部位,也确认到偏差[(最大值
‑
最小值)/(最大值+最小值)]
×
100(%)超过20%。
[0046]
另一方面,可确认到:本发明例1~本发明例4的靶的维氏硬度均处于340hv~750hv的范围。而且,在求出维氏硬度的平均值时,优选为在此时的全部测定点处维氏硬度均为340hv~750hv的范围,结果,本发明例1~本发明例4的靶满足所述情况。而且,可确认到:本发明例1~本发明例4的靶中,均将偏差[(最大值
‑
最小值)/(最大值+最小值)]
×
100(%)调整为20%以下。由此,本发明的靶在机械加工时可使靶表面平滑,作为硬质皮膜形成用靶有用。
[0047]
[表1]
[0048]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1