经冷轧和涂覆的钢板及其制造方法与流程
经冷轧和涂覆的钢板及其制造方法
1.本发明涉及适合用作汽车用钢板的经冷轧涂覆的钢板。
2.汽车部件需要满足两个不一致的需求,即,易于成形且具有强度,但是近年来,考虑到全球环境问题,还给予汽车以改善燃料消耗的第三个要求。因此,现在汽车部件必须由具有高可成形性的材料制成,以符合复杂汽车组件的易于装配的标准,并且同时必须针对车辆耐撞性和耐久性而改善强度同时减小车辆的重量以改善燃料效率。
3.因此,进行了大量的研究和开发努力以通过增加材料的强度来减少汽车中使用的材料的量。相反地,钢板强度的增加使可成形性降低,并因此必须开发具有高强度和高可成形性二者的材料。
4.高强度和高可成形性钢板领域中的早期研究和开发已经产生了数种用于生产高强度和高可成形性钢板的方法,本文中列举其中的一些方法以用于对本发明的明确理解:
5.ep2768989要求保护以质量百分比计由以下元素组成的具有高强度的热浸镀锌钢带:0.13%至0.19%c、1.70%至2.50%mn、最多0.15%si、0.40%至1.00%al、0.05%至0.25%cr、0.01%至0.05%nb、最多0.10%p、最多0.004%ca、最多0.05%s、最多0.007%n,以及任选地以下元素中的至少一者:最多0.50%ti、最多0.40%v、最多0.50%mo、最多0.50%ni、最多0.50%cu、最多0.005%b,余量为fe和不可避免的杂质,其中0.40%<al+si<1.05%以及mn+cr>1.90%,其中热浸镀锌钢带具有包含以下的显微组织:8%至12%残余奥氏体、10%至20%马氏体,剩余部分为铁素体和贝氏体的混合物,热浸镀锌钢带包含不多于10%贝氏体,其中热浸镀锌钢带具有至少700mpa的极限抗拉强度rm、至少400mpa的0.2%验证强度rp和至少18%的总延伸率。ep2768989的钢未预知强度为780mpa或更大同时优选延伸率高于20%的钢。
6.本发明的目的是通过使得可获得同时具有以下的经冷轧的钢板来解决这些问题:
7.‑
大于或等于780mpa,并且优选地高于800mpa的极限抗拉强度,
8.‑
大于或等于18%并且优选高于20%的总延伸率。
9.优选地,这样的钢还可以具有良好的对于成形(对于轧制)的适用性,具有良好的可焊性和可涂覆性。
10.本发明的另一个目的还在于使得可获得与常规工业应用相容同时对制造参数变化稳健的用于制造这些板的方法。
11.本发明的经冷轧和热处理的钢板涂覆有锌或锌合金,或者涂覆有铝或铝合金以改善其耐腐蚀性。
12.碳以0.12%至0.2%存在于钢中。碳是通过产生低温转变相例如马氏体和贝氏体来增加钢板的强度所必需的元素,此外,碳也在奥氏体稳定中起关键作用,因此是用于确保残余奥氏体的必需元素。因此,碳起着两个关键作用,一个作用是增加强度,另一个作用是保留奥氏体以赋予延展性。但是,碳含量小于0.12%将不能够使本发明钢的所需的足够量的奥氏体稳定化。另一方面,在超过0.2%的碳含量下,钢表现出差的可点焊性,这限制其应用于汽车部件。用于本发明的钢的碳的优选范围为0.12%至0.19%并且更优选0.14%至0.18%。
13.本发明的钢的锰含量为1.7%至2.10%。该元素是γ相生成元素(gammagenous)。添加锰的目的本质上是获得包含奥氏体的组织并且赋予钢以强度。发现至少1.7重量%的量的锰用以提供钢板的强度和淬透性以及用以使奥氏体稳定。此外,大于2.10%的锰含量也使本发明的钢的延展性降低并且还使可焊性劣化,因此可能无法实现延伸率目标。用于本发明的优选含量可以保持在1.7%至2.08%,进一步优选1.8%至2.08%。
14.在一个优选实施方案中,碳和锰的累积量保持在2.1%至2.25%以确保均匀增加残余奥氏体的量。
15.本发明的钢的硅含量为0.1%至0.5%。硅是可以在过时效期间阻碍碳化物的析出的成分,因此,由于硅的存在,富碳奥氏体在室温下是稳定的。然而,不相称的硅含量无法产生提及的效果并导致诸如回火脆化的问题。因此,浓度被控制在0.5%的上限内。用于本发明的优选含量可以保持在0.1%至0.4%。
16.铝是必需元素并且以0.1%至0.8%存在于本发明的钢中。铝促进铁素体形成并且提高ms温度,其允许本发明具有如本发明的钢所需的足够量的马氏体和铁素体二者以赋予本发明的钢以延展性以及强度。然而,当铝的存在大于0.8%时,提高了ac3温度,这使得在完全奥氏体区域中退火和热轧精轧温度在经济上不合理。铝含量优选限制为0.2%至0.8%,并且更优选0.3%至0.6%。
17.硅和铝的累积量优选为0.5%至0.9%,并且更优选地为0.6%至0.9%以进一步增加残余奥氏体的量。
18.铬是本发明的必需元素。铬以0.1%至0.5%含量存在于本发明的钢中。铬为钢提供强度和硬化,但当使用高于0.5%时,其损害钢的表面光洁度。本发明的铬的优选限度为0.1%至0.4%,并且更优选地为0.2%至0.4%。
19.磷不是必需元素,但可以作为杂质包含在钢中,并且从本发明的观点出发,磷含量优选地尽可能低,并且低于0.09%。磷特别是由于其在晶界处偏析或者与锰共偏析的倾向而使可点焊性和热延展性降低。出于这些原因,其含量被限制为小于0.09%,优选地小于0.3%,并且更优选地小于0.014%。
20.硫不是必需元素,但可以作为杂质包含在钢中,从本发明的观点出发,硫含量优选地尽可能低,但从制造成本的观点出发,硫含量为0.09%或更小。此外,如果钢中存在较多的硫,则其尤其与锰结合以形成硫化物并且降低其对本发明的钢的有益影响。
21.氮被限制为0.09%以避免材料老化并使在凝固期间氮化物(其对钢的机械特性是不利的)的析出最小化。
22.镍可以作为任选元素以最高3%的量添加以增加钢的强度并改善其韧性。优选最少0.01%以产生这样的效果。然而,当其含量大于3%时,镍导致延展性劣化。
23.铌是本发明的任选元素。铌可以以最高0.1%含量存在于本发明的钢中并添加在本发明的钢中以通过析出硬化来形成碳氮化物以赋予本发明的钢以强度。铌还将通过其作为碳氮化物的析出以及通过在加热过程期间阻碍再结晶来影响显微组织组分的尺寸。因此,在保持温度结束时以及因此在退火完成之后形成的显微组织更精细,这将导致本发明的钢的硬化。然而,由于观察到其影响的饱和效应(这意味着额外量的铌不引起产品的任何强度改善),因此大于0.1%的铌含量在经济上是不令人感兴趣的。
24.钛是任选元素,并且可以以最高0.1%添加到本发明的钢中。与铌一样,其参与碳
氮化物形成,因此在本发明的钢的硬化中起作用。此外,钛还形成在铸造产品的凝固期间出现的钛氮化物。因此将钛的量限制于0.1%以避免对可成形性不利的粗钛氮化物的形成。在钛含量低于0.001%的情况下,其不对本发明的钢赋予任何效果。
25.本发明的钢中的钙含量为最高0.005%。钙作为任选元素尤其是在夹杂物处理期间以优选0.0001%的最小量添加到本发明的钢中。钙通过阻止球状形式的不利的硫内容物而有助于钢的精炼,从而阻碍了硫的有害效果。
26.铜可以作为任选元素以最高2%的量添加以增加钢的强度并改善其耐腐蚀性。优选最少0.01%的铜以获得这样的效果。然而,当其含量高于2%时,其可能使表面外观劣化。
27.钼是构成本发明的钢的最高0.5%的任选元素;钼在确定淬透性和硬度方面起有效作用,延迟贝氏体的出现并避免贝氏体中的碳化物析出。然而,钼的过度添加使合金元素的添加成本增加,使得出于经济原因将其含量限制于0.5%。
28.钒通过形成碳化物或碳氮化物而有效地提高钢的强度,并且由于经济原因,上限为0.1%。其他元素(例如铈、硼、镁或锆)可以按以下重量比例单独添加或组合添加:铈≦0.1%、硼≦0.003%、镁≦0.010%和锆≦0.010%。直至所示的最大含量水平,这些元素使得可以使晶粒在凝固期间细化。钢的组成的剩余部分由铁和由加工产生的不可避免的杂质组成。
29.现在将描述钢板的显微组织。
30.对于本发明的钢,以面积分数计,贝氏体构成显微组织的10%至60%。贝氏体可以呈上贝氏体和/或下贝氏体的形式。贝氏体可以在过时效保持期间形成。贝氏体赋予本发明的钢以强度。为了实现780mpa或更大的抗拉强度,必须具有10%贝氏体。根据本发明,贝氏体存在的优选范围为20%至60%,并且更优选为30%至55%。
31.对于本发明的钢,以面积分数计,铁素体构成显微组织的25%至55%。铁素体赋予本发明的钢以高强度以及延伸率。为了确保18%并且优选20%或更大的延伸率,需要具有25%的铁素体。本发明的铁素体在退火和退火之后的进行的冷却期间形成。但是当铁素体以大于55%含量存在于本发明的钢中时,可能无法同时具有抗拉强度和总延伸率二者。本发明的铁素体存在的优选限度为30%至55%,并且更优选为30%至50%。
32.铁素体和贝氏体的累积量为至少70%,铁素体和贝氏体的该累积量确保本发明的钢总是具有大于18%的总延伸率。该累积存在还确保在本发明的钢中存在多于30%铁素体以具有足够的软相以赋予本发明的钢以可成形性。
33.残余奥氏体构成钢的以面积分数计的5%至15%。已知残余奥氏体具有比贝氏体高的碳的溶解性,并因此用作有效的碳捕集,从而阻碍贝氏体中碳化物的形成。本发明的残余奥氏体内的碳百分比高于0.7%且低于1%。根据本发明的钢的残余奥氏体赋予增强的延展性。然而,当残余奥氏体的碳含量低于0.7%时,将不能够捕获足够的碳并且将导致形成过量的马氏体而不是足够量的贝氏体,这种作用对钢提供了过量的强度并且也不利于延伸率。奥氏体存在的优选限度为6%至15%,其中奥氏体中的优选碳含量限度优选为0.7%至0.9%,并且更优选为0.7%至0.8%。
34.马氏体以面积分数计构成显微组织的5%至18%。用于本发明的马氏体包括新鲜马氏体和回火马氏体二者。由于退火之后的冷却,本发明形成马氏体并且在过时效保持期间得到回火。新鲜马氏体也在经冷轧的钢板的涂覆之后在冷却期间形成。马氏体赋予本发
明的钢以延展性和强度。然而,当马氏体存在大于18%时,其赋予过量的强度但使延伸率减少而超出本发明的钢可接受的限度。用于本发明的钢的马氏体的优选限度为5%至15%。
35.在不损害钢板的机械特性的情况下,除上述显微组织之外,经冷轧和热处理的钢板的显微组织不含诸如珠光体和渗碳体的显微组织组分。
36.根据本发明的钢板可以通过任何合适的方法来生产。优选的方法包括提供具有根据本发明的化学组成的钢的半成品铸件。可以将铸件制成锭或者连续地制成薄板坯或薄带材的形式,即,厚度范围从对于板坯的约220mm直至对于薄带材的数十毫米。
37.例如,具有上述化学组成的板坯通过连铸来制造,其中板坯在连铸过程期间任选地经历直接轻压下以避免中心偏析并确保局部碳与标称碳的比率保持低于1.10。通过连铸过程提供的板坯可以在连铸之后在高温下直接使用,或者可以首先冷却至室温然后再加热以进行热轧。
38.经受热轧的板坯的温度为至少1000℃,并且必须低于1280℃。在板坯的温度低于1000℃的情况下,在轧机上施加过大的负荷,此外,在精轧期间钢的温度可能降低至铁素体转变温度,由此钢将在组织中含有转变铁素体的状态下被轧制。因此,板坯的温度优选地足够高,使得可以在ac3至ac3+100℃的温度范围内完成热轧并且终轧温度保持高于ac3。必须避免在高于1280℃的温度下的再加热,因为它们在工业上是昂贵的。
39.ac3至ac3+100℃的终轧温度范围是必须的以具有有利于再结晶和轧制的组织。优选使终轧道次在高于850℃的温度下进行,因为低于该温度,钢板表现出可轧制性方面的显著降低。然后将以此方式获得的经热轧的钢以大于30℃/秒的冷却速率冷却至必须为475℃至650℃的卷取温度。优选地,冷却速率将小于或等于200℃/秒。
40.然后将经热轧的钢在475℃至650℃的卷取温度下卷取以避免椭圆化,并且优选地在475℃至625℃下卷取以避免氧化皮形成。对这样的卷取温度的更优选的范围为500℃至625℃。使经卷取的热轧钢冷却至室温,然后使其经受任选的热带退火(hot band annealing)。
41.可以使经热轧的钢经受任选的氧化皮去除步骤以去除在任选的热带退火之前的热轧期间形成的氧化皮。然后可以使经热轧的板在例如400℃至750℃的温度下经受任选的热带退火至少12小时并且不超过96小时,将温度保持低于750℃以避免使热轧显微组织部分转变,并因此,失去显微组织均匀性。此后,该经热轧的钢的任选的氧化皮去除步骤可以通过例如这样的板的酸洗来进行。以35%至90%的厚度压下率使该经热轧的钢经受冷轧以获得经冷轧的钢板。然后使由冷轧过程获得的经冷轧的钢板经受退火以赋予本发明的钢以显微组织和机械特性。
42.以两步加热对所述经冷轧的钢板进行退火,其中第一步以至少3℃/秒的加热速率hr1将钢板从室温开始加热至600℃至750℃的温度t1,此后第二步以15℃/秒或更小的加热速率hr2将钢板从t1开始进一步加热至a
c
1至a
c
3的均热温度t2,hr2低于hr1,然后在t2下进行退火持续10秒至500秒。在一个优选实施方案中,对于第二步的加热速率,加热速率小于10℃/秒,并且更优选地小于5℃/秒。用于均热的优选温度t2为a
c
1+30℃至a
c
3。
43.然后,使经冷轧的钢板在ac1至ac3的均热温度t2下退火,其中通过使用下式来计算对于本发明的钢的ac1和ac3:
44.ac1=723
‑
10,7[mn]
‑
16[ni]+29,1[si]+16,9[cr]+6,38[w]+290[as]
[0045]
ac3=955
‑
350c
‑
25mn+51si+106nb+100ti+68al
‑
11cr
‑
33ni
‑
16cu+67mo
[0046]
其中元素含量以重量百分比表示。
[0047]
然后,将经冷轧的钢板在均热温度t2下保持持续10秒至500秒。在一个优选实施方案中,选择均热的时间和温度以确保在均热结束时钢板的显微组织包含至少60%的奥氏体并且更优选至少70%的奥氏体。
[0048]
然后,将经冷轧的钢以至少10℃/秒,并且优选地至少15℃/秒的平均冷却速率从t2冷却至375℃至480℃,优选地380℃至460℃的过时效保持温度t
过时效
,其中冷却步骤可以包括以2℃/秒或更小,并且优选地1℃/秒或更小的冷却速率在t2与600℃至750℃的温度tsc之间的任选的缓慢冷却的子步骤。
[0049]
然后,将经冷轧的钢板在t
过时效
下保持持续5秒至500秒。
[0050]
然后,根据涂层的性质,可以使经冷轧的钢板达到420℃至460℃的涂覆浴的温度以促进经冷轧的钢板的热浸镀。
[0051]
经冷轧的钢板也可以通过任何已知的工业过程例如电镀锌、jvd、pvd等进行涂覆,这些过程可以不需要在涂覆之前使钢板达到上述温度范围。
[0052]
然后可以在150℃至300℃的温度下进行任选的后分批退火(post batch annealing)持续30分钟至120小时。
实施例
[0053]
本文中呈现的以下测试、实施例、图形示例和表本质上是非限制性的,并且必须仅出于说明的目的而被考虑,并且将显示本发明的有利特征。
[0054]
表1中汇总了由具有不同组成的钢制成的钢板,其中分别根据如表2记明的工艺参数生产钢板。此后,表3汇总了在试验期间获得的钢板的显微组织,表4汇总了获得的特性的评估结果。
[0055]
表1
[0056]
试验cmnsialcrnbpsa0.1612.000.250.530.2100.0030.0012b0.1682.000.250.500.2200.0080.0014c0.1732.060.250.590.2500.0100.0011d0.1732.060.250.590.2500.0100.0012e0.1732.060.250.590.2500.0100.0013f0.1782.000.240.490.2200.0120.0012g0.1721.990.250.520.2100.0120.0011h0.1702.000.250.550.2100.0110.0010i0.1612.150.250.720.200.00190.0030.0012j0.1612.150.250.530.200.00190.0030.0013k0.1682.210.270.620.2300.0090.0011
[0057]
带下划线的值:未根据本发明。
[0058]
表2
[0059]
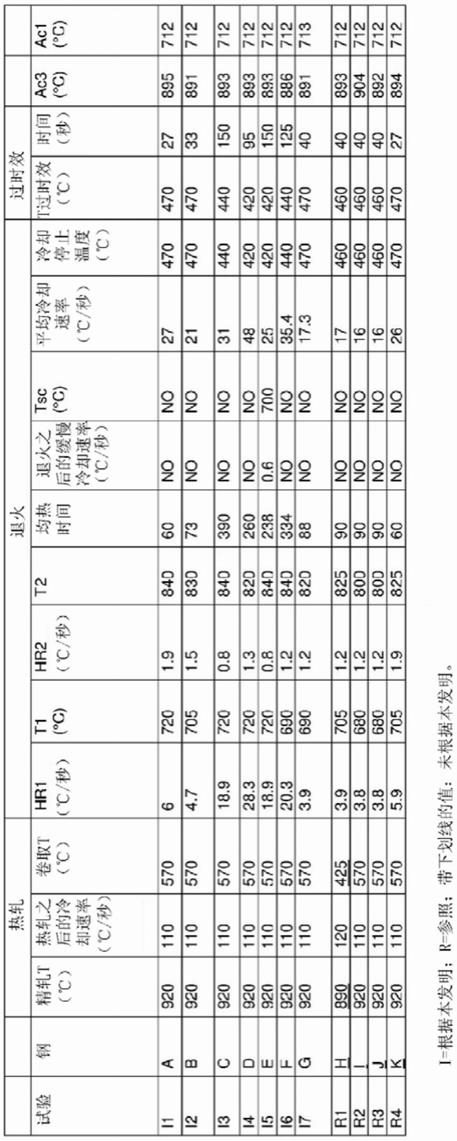
表2汇总了对表1的钢实施的退火工艺参数。钢组成a至g用于制造根据本发明的
板。表2还示出了ac1和ac3的列表。对于本发明的钢和参照钢如下限定这些ac1和ac3:
[0060]
ac1=723
‑
10,7[mn]
‑
16[ni]+29,1[si]+16,9[cr]+6,38[w]+290[as]
[0061]
ac3=955
‑
350c
‑
25mn+51si+106nb+100ti+68al
‑
11cr
‑
33ni
‑
16cu+67mo
[0062]
其中元素含量以重量百分比表示。
[0063]
以下工艺参数对表1的所有钢是相同的。将表1的所有钢加热至1200℃的温度,然后进行热轧。所有钢的冷轧压下率为60%,使其最终达到460℃的温度,然后进行锌热浸镀。
[0064]
表2如下:
[0065]
表2
[0066]
[0067]
表3
[0068]
表3例示了在用于确定本发明钢和参照钢二者的显微组织的不同显微镜例如扫描电子显微镜上根据标准进行的测试的结果。
[0069]
本文中记明了结果:
[0070][0071]
i=根据本发明;r=参照;带下划线的值:未根据本发明。
[0072]
表4
[0073]
表4例示了本发明钢和参照钢二者的机械特性。为了确定抗拉强度、屈服强度和总延伸率,根据jis z2241标准进行抗拉测试。
[0074]
汇总了根据标准进行的各种机械测试的结果
[0075]
表4
[0076][0077]
i=根据本发明;r=参照;带下划线的值:未根据本发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1