用于自动拆除砂轮的装置和方法与流程
1.本发明涉及一种使机器人辅助的磨削装置能够自动更换磨削构件(例如砂轮)的更换站。
背景技术:
2.磨床广泛应用于工业和手工业领域。偏心磨削机是在围绕旋转轴的旋转运动上叠加振荡运动(vibration)的磨床。其通常用于对对表面质量具有较高要求的表面进行最后加工,例如在对涂漆表面的表面缺陷进行修补(spot repair)时。为了满足这些要求,应尽可能避免磨削过程中的不规则性。在实践中,尤其是在小批量制造过程中,这些任务是由经验丰富的技术工人来执行的,因此通常会出现不规则性。
3.在采用机器人辅助的磨削装置时,由操纵器(例如工业机器人)来导引磨削工具(例如轨道磨床)。在此情况下,磨削工具可以通过不同方式与操纵器的所谓的tcp(tool center point)连接,因此,操纵器实际上可以任意地设定工具的位置和方向。工业机器人通常受到位置控制,这使得tcp能够沿期望的轨迹精确移动。为了在进行机器人辅助磨削时获得良好的效果,在许多应用中需要对过程力(磨削力)进行调控,这通常难以借助传统的工业机器人以足够的精度而实现。工业机器人的大而重的臂段具有过大的质量惯性,控制器(closed-loop controller)无法迅速对过程力的波动做出反应。为了解决这个问题,可以在操纵器的tcp与磨削工具之间布置与工业机器人相比较小的线性致动器,其将操纵器的tcp与磨削工具连接在一起。此线性致动器仅对过程力(即工具与工件之间的压紧力)进行调控,而操纵器则沿可预设的轨迹以位置控制的方式连同线性致动器一起移动磨削工具。
4.磨床,例如偏心磨削机,借助固定在支承盘上的较薄的、灵活且可拆卸的砂轮进行工作。一种非常常见的砂轮类型是所谓的花型砂轮(daisy discs)。砂轮例如由涂布有磨粒的纸(或另一纤维复合材料)构成并且例如可以借助粘合层或魔术贴(hook and loop fastener,velcro fastener)将这个砂轮固定在支承盘上。即使在采用机器人辅助的磨削装置的情况下,也经常要手动更换磨损的砂轮。尽管存在某些针对用于更换砂轮的机器人辅助的更换站的理念,但已知的解决方案相对较为复杂、难以实现且成本较高。
技术实现要素:
5.有鉴于此,本发明的目的是提供一种更换站,所述更换站使得机器人辅助的磨削装置能够以相对较为简单的方式自动更换砂轮。
6.本发明用以达成上述目的的解决方案在于根据权利要求1的装置和根据权利要求9的方法。本发明的不同实施例和改进方案是从属权利要求的主题。
7.下面对一种用于从安装在操纵器上的磨床上自动拆除砂轮的装置进行说明。根据一个实施例,所述装置具有以下部件:具有用于放置砂轮的表面的支撑板;在第一位置中相对于所述支撑板被抬起的可动夹紧元件;致动器,所述致动器与所述夹紧元件连接并且适
于将所述夹紧元件移动至第二位置,在所述第二位置中,以某种方式将所述夹紧元件压向所述支撑板,从而将砂轮夹紧在支撑板与夹紧元件之间;以及触发元件,其相对于所述支撑板以某种方式布置,从而在将所述砂轮放置在所述支撑板的表面上并且将所述砂轮压靠到所述支撑板上时,致动所述触发元件。这个触发元件和这个致动器以某种方式(直接或间接地、电气或机械地)连接,使得在触发元件被致动时,这个致动器将夹紧元件从第一位置移动至第二位置。
8.此外,还描述了一种从安装在操纵器上的磨床上自动拆除砂轮的方法。根据一个实例,所述方法包括以下步骤:借助操纵器将安装在磨床上的砂轮放置在拆除装置的支撑板上,其中通过将砂轮放置在支撑板上而致动这个拆除装置的触发元件。所述方法还包括将砂轮夹紧在支撑板与可动的夹紧元件之间,这个夹紧元件响应于触发元件的致动而朝这个支撑板的方向受到挤压;以及借助操纵器抬起磨床,从而从这个磨床的支承盘上拆除夹紧的砂轮。
附图说明
9.下面结合图中所示示例对不同实施例进行详细说明。这些图示并不一定是按比例绘制的,并且本发明并非仅局限于所示方面。确切而言,重点在于示出所示实施例所基于的原理。
10.图1示意性地示出机器人辅助的磨削装置的一个示例。
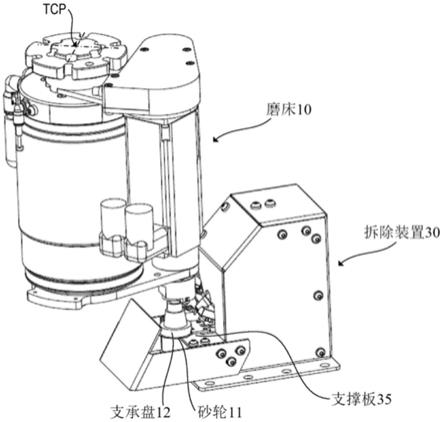
11.图2示出在借助拆除装置自动拆除砂轮时安装在机器人上的磨床。
12.图3示出拆除装置的一个示例,这个拆除装置适于从安装在机器人上的磨床自动拆除砂轮。
13.图4为图3所示拆除装置的剖视图,其更详细地示出这个拆除装置的内部。
14.图5示出具有夹紧的砂轮的图4所示示例。
15.图6为对应于图5的俯视图。
16.图7为用于示出用于机器人辅助地从磨床自动拆除砂轮的方法的一个示例的流程图。
具体实施方式
17.在对本发明的不同实施例进行详细之前,首先对描述机器人辅助的磨削装置的一般示例进行说明。这个磨削装置包括操纵器1,例如工业机器人,以及具有旋转的磨削工具的磨床10(例如轨道磨床),其中这个磨削工具通过线性致动器20与操纵器1的所谓的tool-center-point(tcp)连接。就具有六个自由度的工业机器人而言,操纵器可以由四个区段2a、2b、2c和2d构成,这些区段分别通过接头3a、3b和3c连接。第一区段通常刚性地与基座41连接(但并非必须如此)。接头3c将区段2d和2d连接在一起。接头3c可以是2轴的并且使得区段2c能够围绕水平旋转轴(仰角)和竖直旋转轴(方位角)进行旋转。接头3b将区段2b和2c连接在一起并且使得区段2b能够相对区段2c的位置进行转动运动。接头3a将区段2a和2b连接在一起。接头3a可以是2轴的,因此(类似于接头3c)能够在两个方向上进行转动运动。tcp具有相对于区段2a的固定位置,其中这个区段通常还包括旋转接头(未示出),从而能够实现围绕区段2a的纵轴(在图1中绘示为点划线,相当于磨削工具的旋转轴)的旋转运动。接头的
每个轴都对应有一个致动器,这个致动器可以引起围绕相应接头轴的旋转运动。根据机器人程序,由机器人控制器4来控制这些接头中的致动器。
18.操纵器1通常受到位置控制,即机器人控制器可以规定tcp的位姿(位置和方向)并沿预定义的轨迹移动这个tcp。如果致动器20贴靠在末端止动件上,则tcp的位姿也定义了磨削工具的位姿。如开头已提及的那样,致动器20用于在磨削过程中将工具(磨床10)与工件40之间的接触力(过程力)调节至期望值。通过操纵器1进行的直接力控制对于磨削应用而言通常过于不精确,因为由于操纵器1的区段2a-c的质量惯性较高,实际上无法借助传统的操纵器快速对力峰值进行补偿(例如在将磨削工具放置到工件40上时)。有鉴于此,机器人控制器适于对操纵器的tcp的位姿进行调控,而力控制则仅由致动器20来完成。
19.如上所述,在磨削过程中,可以借助(线性)致动器20和力控制(例如可以在控制器4中实现)以某种方式调节工具(磨床10)与工件40之间的接触力fk,使得磨削工具与工件40之间的接触力与可预定的额定值相当。在此情况下,这个接触力是对线性致动器20用以压到工件表面上的致动器力的反应。在工件40与工具之间不发生接触的情况下,由于工件40上没有接触力,致动器20移向末端止动件。操纵器1的位置控制(也可以在控制器4中实现)可以完全独立于致动器20的力控制而进行。致动器20不负责磨床10的定位,而是仅用于在磨削过程中调节和保持期望的接触力以及识别工具与工件之间的接触。这个致动器可以是气动致动器,例如双作用气压缸。然而,也可以使用其他气动致动器,例如波纹管式气缸和气动肌肉。作为替代方案,也可以将电气直接驱动装置(无齿轮)考虑在内。
20.在采用气动致动器的情况下,可以借助调节阀、调节器(在控制器4中实施)以及压缩空气储存器以已知的方式实现力控制。然而,具体的实现方式对于进一步的说明而言并不重要,因此不再进行更详细的描述。作为致动器20的替代方案,视具体应用而定,也可以使用被动的柔性元件,例如弹簧。如果操纵器本身提供了足够质量的力控制,则也可以省略致动器20。
21.磨床10具有安装在支承盘12(backing plate)上的砂轮11。支承盘12的表面或砂轮11的背部表面或这两个表面以某种方式实现,使得砂轮11在接触时容易粘附在支承盘12上。例如使用魔术贴(hook and loop fastener or velcro fatslener),使得砂轮11保持粘附在支承盘上。魔术贴的常规替代方案是砂轮11背面上的粘合性涂层,这个涂层粘附在支承盘12的对应表面上。图2示出可以安装在操纵器上的磨削装置10的一个示例,其中磨床10以某种方式相对于砂轮拆除装置30进行定位,使得砂轮11贴靠在支撑板35的表面上并且被压向支撑板35(例如借助可调节的力)。下面参照图3至图6对砂轮拆除装置30的实施例进行详细说明。
22.图3为图2所示砂轮拆除装置30的透视图,图4为对应的剖视图,其示出位于拆除装置30的壳体31内部的组件。当然,拆除装置30的壳体31并非必须是闭合的壳体。确切而言,壳体指的是拆除装置30的其他构件可以直接或间接地以可动或不可动的方式安装在其上的任何机械结构。这个壳体可以具有框架,(在壳体至少部分闭合的情况下)一个或多个覆盖件固定在这个框架上。在在此所示出的示例中,壳体31包括借助螺钉连接的多个部件。当然,也可以采用其他连接技术,例如铆钉、卡合连接(snap-in-verbindungen卡扣连接)等。视具体应用而定,也可以以与在此所描述的实施例有所不同的方式设计壳体的形状。在所示示例中,这个壳体具有包括孔洞311的底板310。可以借助穿过孔洞311的螺钉(未示出)将
底板310(以及整个装置30)安装在底部或另一底座上。
23.从图3中可以看出,支撑板35具有开口,在拆除过程中,机器人将安装在磨床10上的砂轮11压向这个支撑板35,触发元件33(trigger element)的末端穿过这个开口而受到导引。触发元件33的末端从支撑板35中的开口突出,使得在砂轮11在拆除过程中被压向支撑板35并且平面地贴靠在这个支撑板上时,触发元件33的突出末端被压入这个开口中(参见图4压紧力fa)。这个开口也可以构建为缝隙。当然,触发元件33的末端并非必须穿过支撑板35中的开口而延伸。作为替代方案,触发元件33也可以布置在这个支撑板旁边。仅相关的是,触发元件33以某种方式布置,以便在机器人将砂轮11压向支撑板35的表面时,致动这个触发元件。
24.触发元件33的致动(在将砂轮压靠到支撑板35上时)触发一个机构,这个机构致使砂轮11以其边缘夹紧在支撑板35与夹板34之间。在机器人再次将磨床11从拆除装置30移开时,砂轮11被夹板34固定,而磨床10的支承板12则从支撑板35的表面被抬起。通过抬起支承板12将(夹紧的)砂轮11与这个支承板分离。下面结合图4和图5对上述机构的一个示例进行详细说明。
25.如图4所示,夹板34(一般称为夹紧元件)安装在摇杆342(rocking lever)的第一末端上,这个摇杆借助接头341可旋转地安装在壳体31的一部分上。也就是说,可以围绕旋转点(其由接头341定义)对摇杆342进行转动,这个摇杆也可被称为摇臂(rocker)。夹板34(夹紧元件)例如可以借助一个或多个螺钉342固定在摇杆341上。在其他实施例中,夹板34和摇杆341也可以一体成型。在图4所示情形下,摇杆342以某种方式进行定位(第一位置),使得夹板34从支撑板35被抬起。在图5所示情形下,摇杆342以某种方式进行定位(第二位置),从而将夹板34压向支撑板35的表面并且将砂轮(如果这个砂轮正确地定位在支撑板35上)夹紧在夹板35与支撑板35的表面之间。
26.通过触发元件33的致动来触发摇杆342从第一位置(松开夹具)到第二位置(拉紧夹具)的运动。在图4和图5所示示例中,摇杆342具有止动件343,其贴靠在触发元件33的对应支撑面上。触发元件33——类似于摇臂342——可转动地支承在壳体31的一部分(旋转接头331)上并且借助弹簧332被压入正常位置,在这个正常位置中,触发元件33的一端如图4所示突出于支撑板35。在这个正常位置中,触发元件33用作锁定爪(pawl),其防止摇杆342移动至第二位置(拉紧夹具)。摇杆342的止动件343贴靠在触发元件33上(用作锁定爪),从而阻止摇杆342运动。如果突出的触发元件33克服弹簧332的弹力被压向支撑板35的表面(在将砂轮定位在支撑板35上时),则以某种方式转动触发元件33,使得摇杆342的止动件343不再贴靠在触发元件33上并且不再阻止这个摇杆移动至第二位置。
27.在图4和图5所示示例中,当摇杆341处于第一位置时(松开夹具,棘爪阻止这个摇杆的运动),将预紧力fb施加到摇杆341上。在触发元件33被致动/移动时,这个棘爪(触发元件)释放摇杆341并且这个摇杆基于预紧力fb突然转动至夹紧砂轮的第二位置。图5示出了上述情形。
28.可以由不同预紧机构来提供上述预紧力fb。在图4和图5所示示例中,这个预紧机构包括布置在摇杆341的第二末端与壳体31的一部分(例如安装支架311)之间的气压缸37。气缸37通过接头374与安装支架311(可以看作壳体的一部分)连接,布置在这个气缸中的活塞371的活塞杆通过接头373与摇杆341的第二末端连接。在对在图4和图5中以v1标示的气
缸室加载压缩空气时,气压缸37(具有相关的活塞371)产生预紧力fb,这个预紧力在致动触发元件33时将摇杆341压入第二位置并且夹紧砂轮11。
29.如上所述,在夹紧砂轮11之后,磨床11再次从拆除装置移开,从而将(夹紧的)砂轮11从这个磨床的支承盘12上拆下。而后,摇杆341(以及夹板34)必须从第二位置(拉紧夹具,图5)回移至第一位置(松开夹具,图4)。这个运动可以通过不同复位机构来完成。在图4和图5所示示例子中,由气压缸37来提供这个复位机构。在此情况下,预紧机构和复位机构是一个单元。气缸37可以是双作用气缸。也就是说,在对在图4和图5中以v2标示的气缸室加载压缩空气时,气压缸37产生复位力fr,这个复位力沿与预紧力fb完全相反的方向起作用。复位力fr致使摇杆341转动回第一位置,从而松开对砂轮的夹紧。弹簧332将触发元件33再次压入正常位置,使得在预紧力fb在下一拆除过程中再次起作用时,摇杆341的运动再次被阻止(如图4所示)。
30.通过压缩空气喷嘴32空气可以以较高的速动吹到砂轮11上,从而朝挡板312的方向吹动空气并且使得这个空气最后向下例如落入容器中。压缩空气喷嘴32和挡板都是可选的,但在实践中可以提高装置30的耐用性。可以由机器人控制器(参见图1,控制器4)来触发这个复位机构(例如将压缩空气从气缸室v1转换至气缸室v2)以及将压缩空气从喷嘴32吹出,因为这个机器人控制器“知道”磨床10何时已从拆除装置30移开。作为替代方案,也可以通过将触发元件33转回至正常位置来触发这个复位机构。为此目的,电开关可以与触发元件33连接,并且这个电开关的致动可以触发将压缩空气从气缸室v1转换至气缸室v2以及将压缩空气从喷嘴32吹出。附图中未示出具有相关阀门的相应阀控制器,因为实现阀控制器的不同方案都在本领域技术人员的技艺范围内。
31.一些砂轮借助粘合层(adhesive layer)粘附到支承板12(参见图2)上。在这些情况下,砂轮可能会粘在夹板34上。然而,为了能够从装置30可靠地移除这个砂轮(例如借助从喷嘴32流出的压缩空气),一个或多个销件38可以(直接或间接地)固定在壳体31上,这些销件以某种方式布置,使得在将夹板34移回至第一位置时,粘在夹板34上的砂轮11从夹板34被挤开。这些销件在图4和图5中示出。在图6所示与图5相关的俯视图中可以看出,夹板34具有较小的凹槽38’,在将夹板34(远离支撑面35)移动至第一位置时,销件38穿透这些较小的凹槽。如果砂轮在这个运动过程中粘附在夹板34上,则在结束这个运动时,将这个砂轮从销件38挤开并将这个砂轮与夹板34分离至某种程度,使得压缩空气可以将这个砂轮运走。
32.为了能够检查从磨床10拆除的砂轮是否实际上已从拆除装置30被运走,拆除装置30可以具有传感器36。传感器36可以在图4-6中看到并且例如可以构建为反射光障。属于光障36的反射器361也在图6中示出。传感器36(例如具有发光二极管和光电二极管的模块)和反射器361以某种方式相对彼此进行定位,使得传感器36所发射的光束被砂轮中断。因此,这个传感器可以识别出这个砂轮是否已被压缩空气运走。如果未被运走,则可以通过喷嘴32再次发射一个或多个压缩空气脉冲。如果砂轮仍然粘附在拆除装置上,则例如可以触发报警信号。传感器36并非必须构建为光障。因为这些砂轮通常具有特定颜色,所以作为替代方案,也可以使用光学颜色传感器来检测砂轮的存在。作为替代方案,也可以借助一个或多个传感器来监测砂轮是否在挡板312下方从装置30中掉出。
33.当然,也可以以与图2-6所示示例中的情况有所不同的方式实现将砂轮11夹紧在支撑板35与夹紧元件34(夹板)之间以及通过触发元件33触发这个夹紧元件的运动的功能。
下面对拆除装置30的一些重要的一般方面进行概述并且也对其他实施例进行讨论,其中某些功能的实现方式与图2-6所示示例有所不同。
34.一般而言,拆除装置包括具有用于放置砂轮11的表面的支撑板(例如参见图2和图6,支撑板35)。如图2所示,可以借助机器人将砂轮11放置在支撑板35的表面上。如例如在图6中可以看出的那样,砂轮11无须完全贴靠在支撑板35的表面上。砂轮的一部分贴靠在支撑板35上就足够了。这个拆除装置还包括可动的夹紧元件(例如参见图4和图5,夹紧元件34),这个夹紧元件在第一位置中相对于支撑板被抬起。也就是说,在这个第一位置中,夹紧元件与支撑面不发生接触。此外,这个拆除装置具有致动器,这个致动器与夹紧元件连接并且适于将这个夹紧元件移动至第二位置,在这个第二位置中,以某种方式将这个夹紧元件压向这个支撑板,从而将砂轮夹紧在这个支撑板与这个夹紧元件之间(参见图5)。触发元件以某种方式(视具体致动器而定,直接或间接地、机械或电气地)与这个致动器连接,使得在这个触发元件被致动时,这个致动器将夹紧元件从第一位置移动至第二位置。这个触发元件突出于支撑板的表面,从而在将(安装在磨床上的)砂轮定位在这个支撑板的表面上并且将这个砂轮压靠到这个支撑板上时,致动这个触发元件。
35.在最简单的情况下,这个致动器可以是一个预紧的弹簧。气动致动器(气动缸活塞单元)在载有压缩空气时也可以像张紧的弹簧一样起作用。在一些实施例中,只要夹紧元件未被致动,这个夹紧元件就会阻止这个致动器(参见图4,借助压缩空气预紧的气缸)的运动,然后,在致动触发元件的情况下,这个致动器突然将夹紧元件从第一位置(松开夹具)移动至第二个位置(拉紧夹具)(参见图5)。在此情况下,这个触发元件是纯机械的机械元件,其基本上具有棘爪的功能。为了将夹紧元件再次移回至第一位置,可以设有复位机构。如果将双作用气压缸用作致动器,则这个气压缸也可以产生复位力并相应地将夹紧元件移回至第一位置。在采用单作用气压缸的情况下,弹簧也可以产生复位力,因此,在以无压力的方式切换这个单作用气压缸时,这个弹簧将夹紧元件移回至第一位置。在上述示例中,其中致动器是简单的预紧弹簧,例如可以由螺线管来产生这个复位力,这个螺线管可以再次张紧这个弹簧。也可以采用由两个(简单作用的)气压缸构成的单元,其中一个气缸用作(预紧的)致动器,另一气缸负责复位至第一位置的运动。
36.在其他实施例中,这个致动器无须产生预紧力,而这个致动器的运动被触发元件机械地阻止。作为替代方案,主动控制这个致动器,以便在触发元件被致动时将夹紧元件从第一位置移动到第二位置,在此情况下,这个触发元件也可以是电开关(例如按钮),这个电开关又以某种方式进行定位,使得其突出于支撑板上,因此,在将安装在磨床上的砂轮放置在这个支撑板的表面上时,“自动”致动这个电开关。在此情况下,这个致动器可以是任一致动器(电动机、直线电机、气动致动器、螺线管等),其适于将夹紧元件从第一位置移动至第二位置。可以使用另一传感器元件来代替诸如按钮之类的简单开关,这个另一传感器元件能够检测砂轮是否已被放置在支撑板上。
37.在此所描述的实施例中,夹紧元件安装在摇杆的一端上(参见图5)。当然,夹紧元件和摇杆也可以是一个整体式构件。在此情况下,夹紧元件和摇杆一体成型。这个夹紧元件可以构建为薄片,其在上文中被称为夹板。然而,这个夹紧元件不一定是薄片,而是也可以例如由多个较短的销件构成,这些销件从摇杆突出并且可以将砂轮夹紧到支撑板上。
38.下面结合图7中的流程图对从安装在操纵器上的磨床拆除砂轮的方法的一个示例
进行概述。根据图7所示实施例,这个方法包括借助操纵器将安装在磨床上的砂轮放置在拆除装置的支撑板上(参见图7,步骤s1)。这种情形也在图4中示出。通过将砂轮放置在支撑板上,这个拆除装置的触发元件也被致动(参见图4,构建为锁定爪的触发元件33)。这个方法还包括将砂轮夹紧在支撑板与可动的夹紧元件之间(图7,步骤s2),这个夹紧元件响应于触发元件的致动而朝支撑板的方向上受到挤压。这种情形也在图5中示出。然后,借助操纵器抬起这个磨床,从而将夹紧的砂轮从这个磨床的支承盘上拆下(参见图7,步骤s3)。
39.然后,可以再次抬起夹紧元件,以便释放这个夹紧的砂轮。在此情况下,如上所述,砂轮可能会粘附在夹紧元件上,这是非期望的,因为会阻碍砂轮的运走。在这些情况下,可以借助一个或多多销件(参见图5,销件38)卸下砂轮。在抬起夹紧元件时,销件38阻止粘附在这个夹紧元件上的砂轮的运动,从而从这个夹紧元件上卸下这个砂轮。这个或这些销件可以以某种方式安装在拆除装置的壳体上,使得这些销件在抬起夹紧元件时透入这个夹紧元件的边缘上的一个或多个凹槽(参见图6,凹槽38’)。上文已结合图2-6对这个方法的其他不同方面进行了说明,因此,为避免重复,参阅上述说明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1