制造用于制造涡轮机叶片的陶瓷芯部的改进方法与流程
1.本公开涉及使用失蜡铸造技术制造涡轮机叶片的领域,特别是使用该技术来制造用于制造这些叶片的陶瓷芯部。特别地,本公开涉及一种制造这种陶瓷芯部的方法,该陶瓷芯部用于使用失蜡铸造技术来制造中空涡轮机叶片。
背景技术:
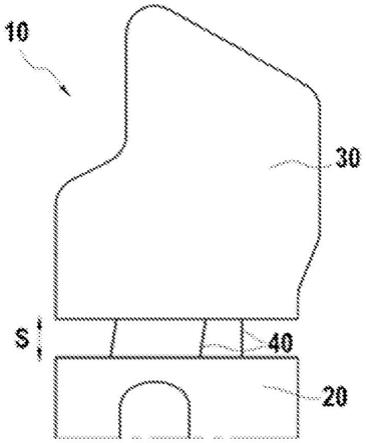
2.存在于涡轮机中的叶片、特别是例如为低压的涡轮叶片通常包括冷却这些叶片所必需的内部型腔。在使用失蜡铸造技术制造叶片的期间,在蜡模形成之前,借助于陶瓷芯部形成这些型腔,其形状与最终部件中型腔的期望形状相对应。在图1中示意性地示出了这种芯部10的一部分。这些陶瓷芯部通常包括第一部件20和第二部件30,第一部件20是与叶片的未来型腔相对应的功能部分,并具有它们的形状(在图1中只有与叶片的末端或头部相对应的第一部件的上端是可见的),而该第二部件例如被称为圆顶,用作芯部10的保持区域。更确切地说,在将蜡浇注在芯部10周围或去除蜡的期间,芯部10借助于该第二部件30的非功能部分相对于陶瓷模具保持在固定位置。第二部件30还包括在其下端的功能部分,该功能部分特别用于在其制造过程的最后形成叶片的盆状部的轮廓。
3.为了将金属浇注在芯部周围,特别是在图1中可见的芯部10的第一部件20的上部周围,以形成叶片的型腔,第一部件20必须与第二部件30间隔开,同时固定到后者并由后者保持。为此,细杆40布置在这两个部件之间,并且保持这些部件彼此固定且相对于彼此是牢固的,同时在这两个部件之间留有空间s。因此,在叶片制造过程的最后,穿透这两个部件之间的该空间s的浇注金属将与叶片末端盆状部的底部壁相对应。
4.在传统的注塑技术中,杆40直接放置在模具中并且将陶瓷坯泥注射在它们周围。然而,某些陶瓷芯部的复杂性需要合适的制造技术,比如增材制造。在这种技术中芯部是逐层构造的,不允许在制造期间插入杆。因此,有必要在芯部的增材制造期间在芯部中提供孔口,以便能够在事后将杆插入其中。然而,插入这些杆需要事先进行清洁,即排空为此目的提供的孔中多余的陶瓷物质,这些陶瓷物质是在打印芯部期间沉积在那里的。
5.然而,由于这些孔口的直径小且长度大,这些孔口的排空是复杂的。清洁孔口的该步骤也会导致芯部的频繁劣化,并导致这些芯部的大量报废。当前的工具和技术不允许以有效的方式完成此操作。
技术实现要素:
6.为了至少部分地减轻上述缺点,本公开涉及一种制造陶瓷芯部坯件的方法,该陶瓷芯部坯件用于使用失蜡铸造技术来制造中空涡轮机叶片,该坯件通过增材制造进行制造,并且包括:-至少一个第一部件,其用于形成中空叶片的型腔;-至少一个第二部件,其构造成允许将芯部定位在蜡模中,第二部件和第一部件借助于插设在第一部件和第二部件之间的接合部分相对于彼此定位和保持;-至少一个贯通孔口,其延伸穿过第二部件、接合部分和第一部件,贯通孔口的第一端部开通到第二部件的外部面,而贯通孔口的第二端部开通到第一部件的外部面。
7.应当理解,接合部分在增材制造期间与第一部件和第二部件同时形成,并因此包括与这些部件相同的材料。接合部分可以是3d打印的制造工艺,称为“打印支撑”,在打印期间形成在这两个部件之间的接合部分。特别地,接合部分允许在杆插入之前将这两个部件保持为彼此固定并临时相对于彼此是牢固的。接合部分与第一和第二部件之间的接触可以是不连续的。例如,接合部分可以包括插设在两个部件之间的多个螺柱和尖钉。在放置定位杆之后,该构造允许促进该接合部分的后续取出。
[0008]“坯件”是指芯部在其制造期间的中间状态,特别是在插入杆之前。通过增材制造来实现坯件的制造,使得由此获得的坯件包括第一部件、第二部件和接合部分。此外,该制造提供了至少一个贯通孔口的存在。“贯通”或“开通”是指孔口在坯件的任一侧上开通,与包括有底部的盲孔相反。特别地,孔口穿过第二部件、接合部分和第一部件,在其每个端部处开通到芯部坯件周围的外部区域。
[0009]
该构造允许促进贯通孔口的清洁。事实上,在通过增材制造来制造坯件的最后,特别是由于该坯泥的高粘度,陶瓷坯泥的未固化残留物保留在孔口中。
[0010]
可以进行清洁去除这些残留物,以便允许定位杆的插入。然而,本公开的构造允许通过在孔口的另一开通端部施加压力,例如通过注射溶剂和空气的脉冲混合物,从而通过孔口的开通端部容易地排出这些残留物。因此,能够通过省去使用诸如钻头的不合适的工具来有效地完成孔口的清洁,从而限制芯部的废品率。
[0011]
此外,根据现有技术,孔口穿过第二部件的部分具有很大的长度,钻头的长度不允许在单个步骤中刺穿/清洁该孔口部分。然后需要将第二部件打印成两个部件,以便在两个步骤中清洁孔口,然后将两个部件重新粘合在一起。根据本公开的贯通孔口的存在允许消除该缺点,从而简化制造芯部的方法。
[0012]
在某些实施例中,接合部分包括通道,将该通道置于使贯通孔口与芯部坯件外侧的空间流体连通。
[0013]
该通道允许促进贯通孔口的清洁。事实上,当通过例如在孔口的两个端部注射溶剂来进行孔口清洁时,可以通过该通道去除溶解在溶剂中的陶瓷坯泥的残留物。
[0014]
在某些实施例中,贯通孔口包括从第一端部延伸的第一直线部分,以及相对于第一直线部分具有小于180
°
的角度并且从第二端部延伸的第二直线部分。
[0015]
优选地,第一直线部分从第一端部延伸穿过第二部件直到接合部分,延伸穿过接合部分和第一部件的一部分。第二直线部分在位于第一部件中的第一直线部分的端部与第二端部之间的第一部件中延伸。换句话说,第一直线部分和第二直线部分一起形成弯头,该弯头具有小于180
°
的角度,该角度优选地位于第一部件中。第一直线部分的长度可以根据定位杆插入前的长度来确定。该弯头的存在允许缩短孔口的第二直线部分的长度,并且特别允许到达芯部的外部。
[0016]
在某些实施例中,第一直线部分和第二直线部分之间的角度大于或等于100
°
,优选地包括在110
°
与120
°
之间。
[0017]
如果第一直线部分和第二直线部分之间的角度太小,这些值可以限制在清洁步骤期间陶瓷坯泥残留物被保留阻塞在孔口的弯头部分中的风险。这些值还可以限制贯通孔口
的体积。因此,第一直线部分和第二直线部分之间的这些值允许促进清洁孔口的操作。
[0018]
在某些实施例中,贯通孔口的第一直线部分的直径包括在0.15和0.3mm之间。
[0019]
第一直线部分的直径可以根据定位杆插入前的直径来确定。优选地,定位杆与孔口之间必须存在间隙。
[0020]
在某些实施例中,贯通孔口的第二直线部分的直径包括在0.4和0.6mm之间。
[0021]
贯通孔口可以具有圆形横截面。这些值允许促进定位杆的插入和孔口的清洁。事实上,太大的直径不适合诸如注射脉冲空气和/或溶剂的清洁技术,并且会使这种注射无效。对孔口进行封盖的操作也将更长、更复杂并且需要大量的陶瓷坯泥来对这些孔口进行封盖。此外,直径太大会损害芯部的机械性能,并且不能准确对定位杆进行定位。另一方面,直径太小会妨碍定位杆的插入。
[0022]
本公开还涉及一种制造陶瓷芯部的方法,该陶瓷芯部用于使用失蜡铸造技术来制造中空涡轮机叶片,该方法包括通过根据前述实施例中任一项的方法制造坯件的步骤,还包括在制造坯件之后的步骤:-清洁贯通孔口;-将至少一根定位杆插入到贯通孔口中,-对贯通孔口进行封盖;-消除接合部分。
[0023]
在通过增材制造来制造坯件的最后,未固化的陶瓷坯泥保留在孔口中。清洁可以去除这些残留物,以便允许定位杆的插入。此外,借助于合适的工具,例如允许释放在第一部件和第二部件之间的空间的高精度研磨器,可以通过烧结陶瓷来进行对接合部分的消除。
[0024]
在某些实施例中,通过将脉冲空气和/或溶剂注射到孔口的至少一个端部中而完成贯通孔口的清洁。
[0025]
仅脉冲空气、仅溶剂或两者的混合物可用于清洁孔口。通过孔口的另一个端部和/或进入接合部分的通道,去除在孔口的一个端部处注射的脉冲空气和/或溶剂,同时携带陶瓷坯泥的残留物。在孔口的两个端部同时或不同时注射的脉冲空气和/或溶剂通过进入接合部分而被去除,同时带有陶瓷坯泥的残留物。这些清洁技术的优点是易于实施、成本低以及显着限制了在清洁孔口期间陶瓷芯部破裂的风险。与根据现有技术使用钻头清洁孔口不同,该技术还具有快速且不增加额外的步骤的优点。事实上,使用脉冲空气和/或溶剂对孔口的清洁可以与芯部的清洁同时完成。
[0026]
在某些实施例中,通过将清洁装置机械地插入孔口的至少一个端部来完成贯通孔口的清洁。
[0027]
这种机械插入清洁装置的技术可以单独或与脉冲空气和/或溶剂一起完成。
[0028]
在某些实施例中,清洁步骤和插入步骤同时完成。
[0029]
根据该实施例,在贯通孔口的一个端部处插入杆的事实允许推动陶瓷残留物,这些残留物能够从孔口的另一个端部逸出。因此,杆本身用作机械清洁装置。
[0030]
在某些实施例中,定位杆是氧化铝杆。
[0031]
氧化铝杆是陶瓷材料,其优点是可以抵抗与部件的其余部分相同的热应力,并且在落砂时具有相同的化学性质。它们还允许有较高的抗拉/抗压能力,以提供盆状部的底部
厚度的尺寸稳定性,以及第一部件和第二部件之间的牢固附接。替代地,可以使用包括有钼的杆。
[0032]
在某些实施例中,通过将陶瓷坯泥涂覆到所述孔口的两个端部实现贯通孔口的封盖。
[0033]
孔口两个端部的封盖允许避免部分不需要的蜡从蜡模中渗透出来,另一方面,允许获得陶瓷芯部均匀表面的条件,特别是在第一部件上。这可以确保最终部件没有不规则性。
[0034]
在某些实施例中,该方法包括在封盖之后允许陶瓷坯泥硬化的硬化步骤。
[0035]
硬化步骤包括,例如,暴露在紫外线灯下,从而允许将用于封盖的陶瓷坯泥硬化。这允许在其制造完成时提高陶瓷芯部的整体刚度。
[0036]
在某些实施例中,定位杆在插入之前涂布有陶瓷粘合剂。
[0037]
根据本实施例,插入
[0038]
本公开还涉及一种用于使用失蜡铸造技术来制造中空涡轮机叶片的陶瓷芯部坯件,并包括:-至少一个用于形成中空叶片型腔的第一部件;-至少一个第二部件,其构造成允许将芯部定位在蜡模中,第二部件和第一部件借助于插设在第一部件与第二部件之间的接合部分相对于彼此定位和保持;-至少一个贯通孔口,其延伸穿过第二部件、接合部分和第一部件,贯通孔口的第一端部开通到第二部件的外部面,而贯通孔口的第二端部开通到第一部件的外部面。
[0039]
本公开还涉及通过根据本公开的任一实施例的方法获得的陶瓷芯部在使用失蜡铸造技术制造涡轮机中空涡轮叶片中的用途。
附图说明
[0040]
通过阅读下文借助非限制示例给出的本发明的不同实施例的详细描述,将更好地理解本发明及其优点。该描述参考附图的页面,其中:
[0041]
[图1]图1示意性地示出了陶瓷芯部的一部分的平面图,该陶瓷芯部意图使用失蜡铸造技术来制造中空涡轮机叶片;
[0042]
[图2a-2b]图2a示意性地示出了根据现有技术的用于清洁孔口的技术,且图2b示意性地示出了根据本公开的清洁孔口的技术;
[0043]
[图3]图3示出了本公开的陶瓷芯部的一部分的示意性透明视图;
[0044]
[图4]图4示出了根据本公开的制造陶瓷芯部的方法的示意图。
具体实施方式
[0045]
图2a和2b示意性地示出了测试件形式的陶瓷芯部的样品,从而可以示出芯部孔口的清洁。图2a示意性地示出了根据现有技术的用于清洁孔口50的技术。孔口50是未刺穿的。虚线部分代表陶瓷芯部,更准确地说,是代表形成陶瓷芯部的聚合坯泥。后者包括第一部件20、第二部件30和接合部分60。灰色部分示出了在打印芯部坯件之后留在孔口50中的非聚合陶瓷坯泥。
[0046]
在增材制造期间,芯部坯件逐层制造,例如从第一部件20开始,然后是接合部分
60,然后是第二部件30,同时提供了若干孔口50的存在。接合部分60具有齿形形状,限制了接合部分60与第一部件20和/或第二部件30之间的接触表面。因此,接合部分60可以包括以尖钉或螺柱形式的多个齿部61,这些齿部插设在这两个部件之间。
[0047]
根据图2a所示的具体情况,孔口50是未刺穿的并且包括底部51。例如借助于钻头70进行清洁孔口的操作,该钻头通入孔口50可以去除坯泥。该类型的技术会导致许多陶瓷芯部的劣化或破损。
[0048]
图2b示意性地示出了根据本公开的用于清洁孔口50的技术。与根据现有技术的具体情况不同,孔口50是刺穿的。更准确地说,孔口50包括第一直线部分50a和第二直线部分50b,该第一直线部分延伸穿过第二部件30、接合部分60和第一部件20,且该第二直线部分从第一直线部分50a的端部延伸穿过第一部件20并在第一部件20的外部面上开通。第一直线部分50a优选地比第二直线部分50b长,并意图接纳定位杆。第一直线部分50a和第二直线部分50b之间的夹角β小于180
°
且大于或等于100
°
,优选地包括在110
°
和120
°
之间。
[0049]
在增材制造期间,通道62提供在接合部分60中。该通道62可以是孔口或者齿部61的局部缺失,允许将孔口50置于与陶瓷芯部的外侧区域流体连通,并围绕该陶瓷芯部。通道62允许促进孔口50的清洁操作。事实上,在增材制造的最后,可以通过在孔口50的一个端部或两个端部注射脉冲空气来进行孔口50的清洁。在孔口50的端部施加的压力允许通过接合部分60的通道62去除存在于孔口中的非聚合坯泥(参见图2a中的箭头)。可以注射溶剂或空气和溶剂的混合物来代替脉冲空气。替代地,除了空气和/或溶剂之外或者代替空气和/或溶剂,可以使用合适的圆柱形工具来推动坯泥。
[0050]
图3示出了根据本公开的陶瓷芯部10的一部分的示意图,该陶瓷芯部通过增材制造完成,包括第一部件20、第二部件30和接合部分60。第一部件20具有期望在涡轮叶片制造的最后获得的型腔形状。在图3中,只有对应于叶片的上端部或尖端部的第一部件20的上端部是可见的。第二部件30或圆顶允许在制造蜡模型期间以及在将金属浇注入陶瓷壳模具的期间保留陶瓷芯部10。第一部件20和第二部件30彼此间隔开距离s,该距离包括在0.4至1.4mm之间。第一部件20相对于第二部件30的该间隔和该定位,以及芯部坯件制造的最后,是由接合部分60提供的。在消除接合部分60之后,这两个部件之间剩余的空间s允许在金属渗透入该空间的期间在叶片的尖端形成盆状部。
[0051]
在该示例中,三个贯通孔口50延伸穿过第二部件30、接合部分60和第一部件20。这些孔口50中的每一个包括在第二部件30的外部面上开通的第一直线部分50a,以及在第一部件20的外部面上开通的第二直线部分50b(在图3中只有一个是可见的)。将定位杆40插入到这些孔口50中的每一个。这些定位杆40可以是氧化铝杆,并且可以具有13mm的长度和0.6mm的直径。然而,这些尺寸不是限制性的并且可以根据所考虑的芯部的几何形状进行修改。
[0052]
描述的其余部分参照图4描述了根据本公开的用于制造陶瓷芯部10的方法。
[0053]
制造陶瓷芯部10的第一步骤包括通过增材制造来制造芯部坯件(步骤s1)。该坯件包括第一部件20、接合部分60和第二部件30。增材制造提供了贯通孔口50的存在,以及接合部分60中的若干通道62的存在。
[0054]
在坯件制造的最后,对孔口50进行清洁,即排空残留在孔口50中的非聚合陶瓷坯泥的残留物(步骤s2)。为此,例如,将脉冲空气和/或溶剂注射到孔口50的端部中。因此,残
留的坯泥通过接合部分60的通道62去除。
[0055]
然后将定位杆40插入到每个贯通孔口50中(步骤s3)。更确切地说,将定位杆40插入到每个贯通孔口的第一直线部分50a中。杆件40从顶部插入,即从第二部件30的外部面上开通的孔口50的端部插入,并被驱动到孔口50中,以便同时在第二部件30和第一部件20中延伸。杆40可以预先涂布有陶瓷粘合剂。这种粘合剂在下述热处理期间固化,并允许对杆进行最佳涂布。
[0056]
将定位杆40放置在孔口50中之后,对孔口50进行封盖(步骤s4)。这种封盖是借助于陶瓷坯泥进行的,以便在第一部件20和第二部件30的外部面上获得光滑表面的条件。这样就可以避免蜡模型上以及最终部件上表面的不规则性。封盖之后是将陶瓷坯泥硬化的步骤,允许使在步骤s4中添加的坯泥固化(步骤s5)。该步骤可以根据坯泥的特性来进行,例如,具体取决于坯泥是光敏的还是热敏的,特别是借助于紫外线光源还是热源。根据该实施例,硬化步骤是通过暴露于紫外线光来完成的。需要指出的是,在陶瓷坯泥固化后,芯部10也可以进行包括脱粘和烧结的热处理步骤。
[0057]
该方法最后包括消除接合部分60(步骤s6)。这种消除是通过接合部分60的齿形形状来促进的,并且可以通过任何可以插入第一部件和第二部件之间的合适的工具来完成。在该步骤的最后,仅通过定位杆40将第一部件20和第二部件30彼此保持并相对于彼此定位。
[0058]
由此获得的陶瓷芯部10则可用于使用失蜡铸造技术来制造中空涡轮机叶片。特别地,陶瓷芯部10可以布置在蜡模中,同时由第二部件30保持以形成具有最终部件的形状的蜡模型,其中型腔由陶瓷芯部10的第一部件20形成。然后将蜡模型多次浸入坯泥中以形成陶瓷模型。在消除蜡之后,将熔融金属浇注到陶瓷模具中以及陶瓷芯部周围,该陶瓷芯部再次借助于第二部件30保持在固定位置。最后,通过落砂来消除陶瓷模具和陶瓷芯部10,以获得最终部件。应当注意,陶瓷的消除还包括氧化铝定位杆40的消除,在落砂期间取出该定位杆40,然后在叶片顶部处的盆状部留下小孔口,这些孔口位于这些杆所在的位置处。这些孔口特别用作去除灰尘或去除存在于叶片型腔中的空气的孔。
[0059]
尽管已经参考具体示例性实施例描述了本发明,但是显而易见的是,能够在不脱离权利要求书所限定的本发明的总体范围的情况下对这些示例进行修改和改变。特别地,可以将图示/提到的不同实施例的各个特征组合到另外的实施例中。因此,必须以说明性而非限制性的意义来考虑说明书和附图。
[0060]
同样显而易见的是,参考方法描述的所有特征可以被单独或组合地转换为设备,并且相反,参考设备描述的所有特征可以被单独或组合地转换为方法。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1