高去除率的磁流变精加工头的制作方法
1.本发明涉及用于基材(衬底,substrate)表面的磁流变精加工的系统;更具体地,涉及这样的磁流变精加工头,其包括可旋转的工作表面(“轮”的中纬切面(equatorial section)的外表面),所述可旋转的工作表面设置在相对的磁极片之间并且能够将轮(砂轮,wheel)表面上的磁流变流体(mr流体)带入并穿过位于轮和正被精加工的基材(“工件”)的工作表面之间的工作区(“点(spot)”),其中mr流体通过受到由可作为电磁体或永磁体的磁极片施加的磁场而“硬化(stiffened)”,并且通过利用硬化的mr流体进行研磨将材料从基材表面去除;并且最具体地,涉及这样的磁流变精加工头,其中可旋转的工作表面是非球形的,磁极片产生基本均匀的磁场,并且mr流体作为宽的流体材料带出现到位于可旋转的工作表面上的工作区。
背景技术:
2.使用以磁性方式硬化的磁流变流体对基材进行研磨精加工和抛光是众所周知的。这样的包含分散在液体载剂中的软磁研磨颗粒(磨粒,abrasive particle)的流体在存在磁场的情况下表现出磁诱导塑性行为。mr流体的表观粘度可以磁性的方式被增加许多数量级,使得mr流体的稠度从接近水状变为非常硬(stiff)的研磨膏(paste)。当将这样的研磨膏适当地对准待成形或抛光的基材表面(例如光学元件)时,可实现非常高水平的精加工品质、精度和控制。
3.1998年8月18日授权给jacobs等人的美国专利no.5,795,212,“deterministic magnetorheological finishing”,公开了使用mr流体精加工工件表面的方法和设备,其中将工件定位在载体表面附近,使得在工件表面的一部分和载体表面之间限定出会聚间隙。将磁场基本上施加在所述间隙处,并且将硬化的mr流体的流引入所述间隙中,从而在mr流体中产生工作区,由此形成用于在工件表面的一部分处参与并导致材料去除的亚孔径暂态(sub-aperture transient)精加工工具。工件或工作区相对于彼此移动以将工件表面的不同部分暴露于工作区达预定时间段,从而选择性地将工件表面的部分精加工至预定程度。
4.1998年11月24日授权给jacobs等人的美国专利no.5,839,944,“apparatus for deterministic finishing of workpieces”,公开了使用mr流体精加工工件表面的方法和设备,其中将工件定位在载体表面附近,使得在工件表面的一部分和载体表面之间限定出会聚间隙。将磁场基本上施加在所述间隙处,并且将硬化的mr流体的流引入会聚间隙中,从而在mr流体中产生工作区,由此形成用于在工件表面的一部分处参与并导致材料去除的亚孔径暂态精加工工具。工件或工作区相对于彼此移动以将工件表面的不同部分暴露于工作区达预定时间段,从而选择性地将工件表面的部分精加工至预定程度。
5.1999年9月14日授权给kordonski等人的美国专利no.5,951,369,“system for magnetorheological finishing of substrates”,公开了改进的用于提高基材的磁流变精加工的有效性的系统。在线流量计与加压泵的转速闭环连接(close-loop link),以确保流向工作区的磁流变流体的流(流量,flow)恒定。简化的毛细管粘度计在流体输送系统中
设置在其到轮表面上的出口处。
6.来自流量计和粘度计压力传感器的输出信号被发送到计算机,该计算机计算正在被输送到工作区的mrf的粘度,并导致将载液(载剂流体,载体流体,carrier fluid)补充到工作浓缩(work-concentrate)的mr流体中以恢复粘度,从而旨在确保为工作区提供恒定浓度的磁性固体。用于工作区处的场磁体的非对称极片将磁场沿着工作区上游的轮表面延伸,以允许mrf在与工件衔接(参与,engage)之前完全磁硬化,同时最小化粘度计附近的边缘场,并沿着工作区下游的轮表面缩短磁场。
7.2000年8月22日授权给jacobs等人的美国专利no.6,106,380,“deterministic magnetorheological finishing”,公开了使用mr流体精加工工件表面的方法和设备,其中,将工件定位在载体表面附近,使得在工件表面的一部分和载体表面之间限定出会聚间隙。将磁场基本上施加在所述间隙处,并且将硬化的mr流体的流引入会聚间隙中,从而在mr流体中产生工作区,由此形成用于在工件表面的一部分处参与并导致材料去除的亚孔径暂态精加工工具。工件或工作区相对于彼此移动以将工件表面的不同部分暴露于工作区达预定时间段,从而选择性地将工件表面的部分精加工至预定程度。
8.2003年1月14日授权给kordonski等人的美国专利no.6,506,102,“system for magnetorheological finishing of substrates”,公开了改进的用于基材的磁流变精加工的系统,包括具有水平轴线的垂直定向的碗形承载轮。所述承载轮优选地是球体的中纬切面,使得承载表面是球形的。所述轮包括径向圆形板,该板连接到旋转驱动装置并支撑从该板横向延伸的球形表面。具有平面北极片和南极片的电磁体设置在所述轮内、在球体的外壳内,并且优选地在由轮限定的球形截面的外壳内。磁体在约120度的中心轮角上延伸,使得磁流变流体在工作区之前(前方)和之后(后方,beyond)保持为部分硬化的状态。随着硬化(stiffening)被放松,磁性刮刀从轮上去除mr流体,并将其返回到传统的流体输送系统以用于调节和重新挤出到轮上。所述系统可用于精加工必须延伸超出轮边缘的大型凹面基材,以及用于在位于轮的下止点位置(bottom dead center position)处的工作区中精加工非常大的基材。
9.2015年2月3日授权给kordonski的美国专利no.8,944,883,“system for magnetorheological finishing of a substrate”,公开了球形轮,用于承载磁流变精加工流体并容纳可变场永磁系统,该系统具有由初级和次级间隙隔开的北和南的铁极片,并带有穿过中心的圆柱形空腔。垂直于圆柱轴线磁化的圆柱永磁体可旋转地设置在所述空腔中。致动器允许永磁体旋转至任何角度,该旋转改变了穿过极片的磁路中的通量分布(distribution of flux)。因此,可通过将永磁体定位在提供所需场强的任何角度来控制间隙中的场强。因为场也穿过极片上方,在轮表面外限定了边缘场,因而可变的场延伸穿过轮上的mr流体的层,从而改变mr流体的刚度,这可能是精加工控制(finishing control)所需的。
10.在所有这些现有技术参考文献中,公开的轮是中纬球形切面;没有公开通过使极片的尖端塑形(成形,shape)来定制磁场形状的方法;以及没有公开用于使位于具有非圆形喷嘴出口的轮上的磁流变流体带的横截面区域塑形的方法和设备。
11.现有技术的磁流变精加工头在材料去除率(removal rate)方面具有由两个主要因素驱动的限制。第一个因素是过程中正在使用的流体,其驱动峰值去除率。第二个因素是
构成精加工头的设备,其驱动峰值和体积去除率这两者。
12.设备的几何形状限制了去除工具的物理尺寸,并且在许多情况下限制了确定性磁流变精加工过程。特别地,专注于精加工大型光学器件和/或将非球面形状引入球面的现有技术工艺可能需要数小时或甚至数天的精加工才能达到所需的最终形体(figure)。在这样的情况下,具有更大的去除功能元件(去除功能,removal function)提供了显著减少抛光运行的循环时间的机会。
13.在现有技术中,更大的去除功能元件已经简单地通过增加球形磁流变精加工轮的直径来产生,但是在许多情况下,较大的轮是不可能的或不实用的,并且,以所需的精度制造的成本非常高。随着轮变大,轮跳动仍然需要相同的精度,并且实现所需的公差显著地变得更加困难和更加昂贵。
14.考虑到控制去除率的因素,必须在轮行进方向和横向于轮行进方向两者上扩大工作区以提高去除率。已知可通过增加轮半径来使点(spot)加长,并且可通过使点在轮和基材工件之间更深来增加峰值去除率。现有技术中不知道的是如何通过使点更宽来增加体积去除率(removal rate),优选地在基本上不增加轮的半径或其他几何形状的情况下。
15.本领域中需要的是具有定制的磁场、喷嘴形状和轮形状的磁流变精加工头,其使基材材料的体积去除率最大化。
技术实现要素:
16.磁流变精加工头包括如下的磁极片,该磁极片具有:特定形状的相对尖端;非圆形喷嘴形状;以及非球形轮形状和表面,以最大化体积去除率。用于mr流体带的承载轮是非球形的并且优选地是环形的中纬切面,具有围绕平行于轮的旋转轴的轴的短半径和围绕垂直于轮的旋转轴的轴的长半径,尽管所述轮的形状可为具有平行于轮旋转轴的旋转轴的任何非球面或自由形态(free form)例如环形或圆柱形。通过如下方式产生定制的磁场:塑形极片的尖端以在它们之间的比现有技术的间隙大的限定间隙上产生边缘磁场(磁边缘场),从而使场强在带的宽度上保持在有用的强度下。磁体可为电磁体或永磁体,尽管典型地如在现有技术中那样使用电磁体。喷嘴具有非圆形开口以提供宽度覆盖磁场范围的流体流。这三个特征的组合允许最大程度地增大mrf去除功能元件(去除功能,去除作用,removal function),尽管这些单独地或成对使用的特征可提供相对于现有技术的mrf去除功能元件(去除功能,去除作用,removal function)显著增大的mrf去除功能元件(去除功能,去除作用,removal function)。本发明创造了材料去除率(removal rate)至少比现有技术系统大四倍的机会。
17.所述系统对于在大型基材上进行低阶形体(图形,figure)校正和将形状变化引入光学表面(例如非球面生成)是特别有用的。
18.鉴于附图和以下优选的实施方式的详细描述,本发明的进一步特征和优点对于本领域普通技术人员将变得明晰。
附图说明
19.现在将参照附图以示例的方式描述本发明,其中:
20.图1是现有技术磁流变精加工头的一部分的正剖视图;
21.图2a是根据本发明的磁流变精加工头的一部分的正剖视图;
22.图2b是图2a中所示的磁流变精加工头的一部分的正视图,其还显示轮表面上的mr流体带、处于材料去除位置的工件以及它们之间的工作区或“点”;
23.图3是图2a和图2b中所示的磁流变精加工头的俯视透视图;
24.图4是根据本发明的喷嘴的第一实施方式的正视图;
25.图5是图4中所示的喷嘴的横截面平移视图(横截面全景视图,cross-sectional pan view);
26.图6是磁流变工作区的元件的正剖视图;
27.图7是根据本发明的显示mr流体带的尺寸的mr精加工头的一部分的正剖视图;
28.图8a是显示根据本发明形成的环形与示为环形的中纬切面的精加工轮的关系的图;
29.图8b是类似于图8a中所示的图的图,其显示根据本发明形成的环形的表面上的正交相交弧,这些弧具有各自的半径r1和r2,其中r1≠r2;
30.图9是根据本发明的磁极片的第一实施方式的立体图(isometeric view);
31.图10是根据本发明的磁极片的第二和优选的实施方式的立体图(isometric view);
32.图11是通过简单地移动现有技术的平行磁极平面(pole plane)以努力加宽磁场并因此加宽工作区的宽度而产生的磁场的横截面图;
33.图12是通过将相对的磁极表面(pole surface)形成为锥形截面以努力加宽磁场并因此加宽工作区的宽度而产生的磁场的横截面图;
34.图13是通过将相对的磁极表面形成为环形截面以努力加宽磁场并因此加宽工作区的宽度而产生的磁场的横截面图;
35.图14是显示来自图11-13的理想化磁场线的图;
36.图15是典型的现有技术工作区中的材料去除率(removal rate)的平面图;和
37.图16是由根据本发明形成的磁流变精加工头产生的工作区中的典型的材料去除率的平面图。
具体实施方式
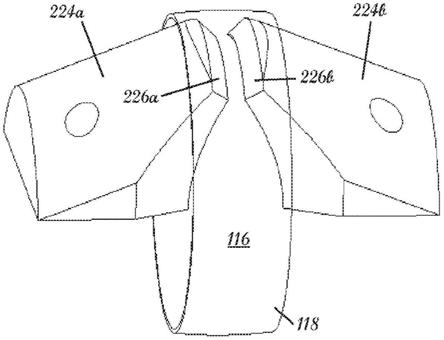
38.参考图1和6,现有技术的磁流变精加工头10的一部分包括精加工轮12,该精加工轮12具有支撑具有精加工表面18的中纬球面形精加工部分16的圆盘形中心部分14。轮12安装成在轴20上旋转,轴20承载在精密轴承22a、22b中。轴20通过电动机系统(未示出)围绕旋转轴线30驱动。在精加工部分16的下方和附近以及在圆盘形中心部分14的相对侧上的是第一和第二磁极片24a、24b,优选地相同但极性相反,即,北极和南极。这些极片典型地具有彼此以预定的第一间距设置的平坦的相对面26a、26b。极片24a、24b可为电磁体或永磁体。
39.当电磁体被供能(energize)时,形成的边缘磁场(magnetic fringing field)(未示出)穿过精加工部分16并在其上方,其中承载在表面18上的mr流体带17被硬化成糊状稠度。待精加工的基材21,例如,如图6中所示的透镜,典型地为了围绕其自身的轴线23旋转,以小于正在进入的mr流体带的厚度的距离轮的距离定位在轮表面上方,由此产生会聚间隙并形成工作区或“点”19,其中,对设置在工作区19中的基材21进行研磨精加工。会聚间隙的
尺寸可根据特定的精加工应用的要求而变化。在图6中,正在进入工作区的带的高度为rh,工件进入带的送进深度(plunge depth)为d,并且,产生的在工件与轮表面之间的间隙g为工作区19的厚度。
40.现在参考图2a、2b、6、8和9-13,用于形成更宽且更长的工作区的经改进的磁流变精加工头110与图1中所示的现有技术的磁流变精加工头10基本相同,除了磁极片124a、124b的上角如所示地被修改之外。优选地,上角为圆角128a、128b(如图2a、10和13中所示)或斜角126a、126b和226a、226b(如图9和12中所示),并且可为任何期望的形状,例如圆锥形、具有半径的弯曲(弧形,curved)、或自由形态。可根据需要选择极片124a、124b之间的半径和间距的实际值,以形成用于任何特定应用的特定尺寸的工作区。已经发现,提供圆形或斜面形状可导致边缘场40、240在比由图1中所示的现有技术的极片布置形成的宽度显著更大的宽度上具有横向均匀性。优选地,弯曲形状128a、128b根据下文所示的关于精加工轮表面的形状的方程式形成为环面的一部分,特别是其中从管中心到环面中心的距离大于管的半径的环形环面。
41.仍然参考改进的磁流变精加工头110,如上所述,具有精加工表面118的精加工部分116形成为非球面,优选具有垂直于旋转轴线130的短半径119和与旋转轴线130重合的长半径的环形,尽管轮的形状可为平行于轮的旋转轴线130的任何非球面或自由形态,例如,环形或圆柱形(具有无限长半径的环)。该几何形状的优点是,它允许更大的去除功能元件(去除功能,去除作用,removal function),而没有整个工具的尺寸(即,轮的直径)上的显著增加。另一优点是环形轮允许去除功能元件变得更宽,而无需增加现有技术的球形轮所需的流体的体积。该特征有助于减少对更高流量(流速,flow rate)和更大泵送系统的需求,以达到同等结果。
42.参考图2a、8a和8b,具有表面118的精加工轮116可更一般地定义为旋转表面(surface of revolution)而不是球形。图8a、8b显示具有第一半径r1的理想化形状142,所述第一半径r1围绕第二半径r2旋转以形成三维形状144,其中r1和r2在轮表面118上产生各自正交相交的弧a1和a2(注意,当r1=r2时,轮表面是如现有技术中的球形)。在最简单的形式中,形状142是圆,并且形状144是环面,但是可使用高阶多项式或其他方程式来定义可围绕r2旋转的表面。对于更高的去除率,r1应该比r2大得多。可根据两个因素选择这些值:1)光学元件的形状,以避免轮的几何形状与工件(特别是凹面光学元件)的几何形状发生干涉,以及2)对于给定的mrf流量(流速,flowrate),半径r2越大,去除功能元件越宽(并因此越大)。
43.在明确的形式(explicit form)中,轮几何形状可由以下表示:
44.z=f(x,y)=ry±
√[(r
y-g(x))
2-y2],其中g(x)是母曲线(generating curve)并且z是轮的代数形状。
[0045]
对于环面:
[0046]
g(x)=r
x
{1-√[1-(x/r
x2
]}其中g(x)是半径为r
x
的圆。
[0047]
参考图3至5,本发明需要改变形成在精加工表面118上的mrf带的形状。现有技术的mrf带使用特定内径的圆形喷嘴出口产生。当从直径为3mm并且横截面积为7.3mm2的现有技术的出口挤出时,典型的带状形状为圆形。
[0048]
为了增加去除功能元件(工作区)的尺寸,需要增加其宽度。更宽的去除功能元件
function)显著增大的mrf去除功能元件(去除功能,removal function)。
[0058]
可对体现本发明原理的结构和方法进行各种改变。前述实施方式以说明性而非限制性的方式阐述。本发明的范围由权利要求限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1