用于磨床的工件保持组件和磨削方法与流程
1.本发明涉及一种用于磨床的工件保持组件,并且更具体地涉及一种适于在磨削期间保持环形工件的组件。还描述了使用这种组件保持工件的磨削方法。
背景技术:
2.薄的环形工件在其直径上可能不是固有刚性的。在磨削过程中,工件需要固定到工作主轴上,而不会引起不适当的径向变形。这种形式的工件可以使用涡卷卡盘、膨胀心轴和筒夹卡盘来夹持。用于保持部件的力的量可以被减小以最小化变形,但是这可能以加工周期时间为代价,因为需要限制切削力以避免导致工件脱离。
3.磁性面板或卡盘也用于表面磨削和旋转磨削工艺。它们特别适合于工件的一面可以被预加工成平面度,其中由磁性卡盘引起的任何机械变形将显著小于成品部件所需的精度水平。
4.研磨靴(shoe)磨削或微中心磨削提供一种工件保持方法,该方法允许工件在外和内周表面上被机器人加载和加工。
技术实现要素:
5.本发明提供一种用于磨床的工件保持组件,该组件包括:
6.磁性卡盘,其用于保持工件,所述工件具有围绕工件中心轴线而同心定位的外周表面和内周表面;
7.卡盘驱动器,用于在磨削期间使卡盘绕卡盘旋转轴线旋转;以及
8.独立的第一及第二组的工件架,用以与由该卡盘保持的环形的工件的外周表面接合,且其横向侧表面与该卡盘接合,
9.其中,所述第一组工件架和所述第二组工件架是可配置的,使得:
10.当所述工件的外周表面由沿磨轮旋转方向旋转的磨轮磨削并且卡盘沿卡盘旋转方向旋转时,所述外周表面仅被推压成与第一组工件架和第二组工件架中的第一组接触;以及
11.当所述工件的内周表面由沿磨轮旋转方向旋转的磨轮磨削并且卡盘的旋转方向相对于在磨削外周表面期间的卡盘旋转方向反向时,所述外周表面仅被推压成与第一和第二组工件架中的第二组接触。
12.这样,在工件的外周表面和内周表面的磨削期间产生的磨削力被相应的单独的工件架组抵抗。因此,该组件可以在每次磨削期间提供对工件的精确和坚固的约束。此外,这可以在不需要移除工件或在磨削之间重新配置磨床的情况下实现,从而使花费的时间最小化并提高加工过程的精度。
13.这种组件构造能够可靠地约束工件以抵抗高磨削力。因此,它可以使得能够使用超硬材料磨轮(例如具有包括立方氮化硼(cbn)材料的磨削表面的磨轮)磨削外周表面和内周表面两者。以小批量制造的高附加值的定制部件受益于超硬材料磨轮的使用,该超硬材
料磨轮可以用通用轮廓(例如小半径)来修整以遵循所产生的路径或轨迹来精加工该部件的工作表面。高磨削比(即,体积材料去除/体积轮损失)在使用超硬材料磨轮的小批量生产中也是有益的。
14.特别是用超硬材料磨轮磨削内周表面可能在已知构造中会推动部件在远离工件的方向上产生更大的力,因为磁性卡盘的强度可能不足以安全地保持工件。
15.在一些实施方式中,在磨削工件的外周表面和内周表面的步骤期间,第一组和第二组工件架中的工件架相对于卡盘旋转轴线位于相同的位置。利用这种构造,由于在工件的外周表面和内周表面的整个磨削过程中,工件架位置相对于卡盘旋转轴线固定,因此简化了磨削过程。
16.第一和第二组工件架中的每一组的至少一个工件架可以是独立于其它工件架相对于卡盘旋转轴线可运动的可动工件架。
17.第一和第二组工件架中的至少一组的工件架可以是可动工件架,所述可动工件架可独立于另一组的工件架相对于卡盘旋转轴线运动。这允许将可动工件架的位置适当地调节成适于不同的工件尺寸和比例,从而提供更通用的工件保持组件。在磨削操作期间,工件中心轴线从卡盘旋转轴线横向偏移的程度可以根据给定工件的需要而改变。此外,这可以使得能够提高保持组件对于工件保持的稳定性。在优选的构造中,第一组和第二组的工件架两者的工件架是可动工件架,可动工件架能够独立于另一组的工件架相对于卡盘旋转轴线运动。
18.每个可动工件架可独立于其它工件架相对于卡盘旋转轴线运动。
19.一个或多个可动工件架的位置可在不同的磨削操作之间进行调节。例如,可以在磨削工件的外周表面和内周表面(或反之亦然)的步骤之间调整位置。
20.第一和第二组工件架中的至少一组的每个工件架可经由(相应或共用的)联接件而联接到工件保持组件,该联接件允许工件架相对于卡盘旋转轴线在预定的前进位置和缩回位置之间切换。工件架(或工件架组)可通过相应的机械联接件联接到组件,该机械联接件可在机床的控制系统的控制下操作,以在两个位置之间切换对应的工件架(或工件架组)。
21.在一些磨削过程中,在磨削工件的外周表面和内周表面(或反之亦然)的步骤之间调节一组或两组工件架的位置。例如,其中一组可以远离卡盘旋转轴线缩回,或者其中一组可以朝向卡盘旋转轴线前进。在另一实例中,在磨削工件的外周表面和内周表面(或反之亦然)的步骤之间,其中一组远离卡盘旋转轴线缩回,并且另一组朝向卡盘旋转轴线前进。
22.每个可动工件架(或工件架组)可联接到相应的工件架支撑件,且工件架致动器可设置成与每个可动工件架(或工件架组)相关联,并且每个工件架致动器可操作以使相应的工件架(或工件架组)相对于其工件架支撑件运动。每个工件架支撑件的位置相对于工件保持组件的支撑结构可以是固定的和不可调节的。
23.每个工件架致动器可操作以在预定的前进位置和缩回位置之间切换相应的工件架(或工件架组)。
24.每个致动器可构造成仅便于将相应的工件架(或工件架组)从两个位置之一切换到另一位置,反之亦然,而不能选择其它中间位置。
25.在一些实施方式中,每个工件架致动器可操作以使相应的工件架(或工件架组)相
对于其工件架支撑件以线性方式运动。
26.每个工件架致动器可操作以使相应的工件架沿着线性参考轴线运动,每个工件架致动器可包括具有从动构件的驱动组件,该从动构件联接至工件架,线性参考轴线可延伸穿过从动构件和工件架。
27.将由驱动组件施加在从动构件上的力的线与工件架对准可提供更刚性的工件架致动器。驱动组件可以是例如液压致动、气动致动或电磁致动的。
28.优选地,每个工件架致动器包括具有从动构件的驱动组件,从动构件连接到工件架,并且可相对于致动器本体在前进位置和缩回位置之间滑动。从动构件和致动器本体可以限定互补的截头圆锥形表面,当支撑构件处于其前进位置时,互补的截头圆锥形表面彼此接合。截头锥形表面可沿朝向工件架的方向向内渐缩。互补表面可提供从动构件与致动器本体之间的运动学联接,以确保相应工件架在其前进位置时的可靠且精确的定位。
29.截头锥形表面的中心参考轴线可以定位成与线性参考轴线重合。从动构件、截头锥形表面和工件架沿公共线性参考轴线的对准导致用于平移工件架和用于将工件架保持在其前进位置的刚性且精确的机构。
30.或者,每个工件架致动器可操作以使相应的工件架(或工件架组)相对于其工件架支撑件以转动方式运动。
31.在一些优选示例中,第一组和第二组工件架中的每一组由两个工件架构成。
32.在一个实施例中,工件保持组件可仅包括四个工件架。
33.第一组工件架(用于在工件的外周表面的磨削过程中使用)可包括位于从相对于卡盘旋转轴线的圆周位置起140
°
和160
°
之间(优选地约为150
°
)的位置处的一个工件架,在该位置处,磨轮接触由卡盘保持的工件(顺时针或逆时针测量)。第二组可包括位于从相对于卡盘旋转轴线的圆周位置起50
°
至70
°
(优选地约60
°
)的位置处的另一工件架,在该位置处,磨轮接触由卡盘保持的工件(顺时针或逆时针测量,但与一个工件架的测量意义相同)。
34.第二组工件架(用于在工件的内周表面的磨削过程中使用)可包括位于从相对于卡盘旋转轴线的圆周位置起170
°
到190
°
(优选地约180
°
)的位置处的工件架,在该位置处,磨轮在使用中接触由卡盘保持的工件。第二组可包括位于从相对于卡盘旋转轴线的圆周位置起80
°
和100
°
之间(优选地大约90
°
)的位置处的另一工件架,在该位置处,磨轮接触由卡盘保持的工件(顺时针或逆时针测量)。
35.磁性卡盘可以限定用于与工件的平面表面接合的卡盘接合平面。工件架相对于磁性卡盘的位置可以是可调节的,并且可以单独地固定在选定的位置。
36.本发明还提供一种磨床,其包括机器底座和由机器底座承载的如本文所述的工件保持组件。该磨床可包括用于使磨轮绕磨轮轴线旋转的磨轮驱动器,其中磨轮轴线在机器底座上方与卡盘旋转轴线基本上处于相同高度。
37.该磨床可包括具有磨削表面的磨轮,该磨削表面包括cbn材料。
38.本发明还提供一种使用如本文所述的工件保持组件来保持工件来磨削具有外周表面和内周表面的工件的方法,该方法包括以下步骤:
39.在利用沿磨轮旋转方向旋转的磨轮磨削外周表面期间,使工件沿第一工件旋转方向旋转;以及
40.在利用沿所述磨轮旋转方向旋转的磨轮磨削内周表面期间,使所述工件沿与所述
第一工件旋转方向相反的第二工件旋转方向旋转。
41.在一些实施例中,在磨削外周表面期间,磨轮沿与第一工件旋转方向相反的方向旋转,并且在磨削内周表面期间,磨轮沿与第一工件旋转方向相同的方向旋转。这样,可以在工件和磨轮表面沿相同方向运动的情况下进行同向磨削(climb grinding)。
42.在进一步的实施例中,在磨削外周表面期间,磨轮沿与第一工件旋转方向相同的方向旋转,并且在磨削内周表面期间,磨轮沿与第一工件旋转方向相反的方向旋转。这样,可以在工件和磨轮表面沿相反方向运动的情况下进行上切磨削工艺(an up-cutting grinding process)。
43.可以实现磨轮和工件旋转方向的进一步组合。磨轮和工件之间的接触点的位置也可以在围绕工件的圆周方向上被调节,以提高由工件保持组件保持工件的可靠性。
44.每个工件架可具有工件接合表面,当工件定位成工件中心轴线与卡盘旋转轴线同轴时,该工件接合表面与由工件的外周表面限定的轨迹径向间隔开(偏移)。这些偏移可选择成当工件运动到与另一组工件架接合时,允许工件运动离开一组工件架。
45.第一组的工件架可偏移,使得当工件与第一组的工件架接合且卡盘沿卡盘旋转方向旋转时,在工件上施加将工件推向第一组工件架的合力。第二组的工件架可偏移,使得当工件与第二组的工件架接合且卡盘沿与所述卡盘旋转方向相反的方向旋转时,在工件上施加将其推向第二组工件架的合力。
46.在磨削工件的外周表面和内周表面的步骤期间,第一组和第二组工件架中的工件架可相对于卡盘位于相同的位置。
47.或者,在分别磨削工件的外周表面和内周表面的步骤期间,第一组和第二组工件架中的至少一组的工件架可以相对于卡盘位于不同位置。
48.本文所述的工件保持组件和方法可适用于磨削具有内周表面和外周表面的一系列工件,所述内周表面和外周表面在垂直于工件中心轴线的平面中具有圆形横截面。例如,工件可以是薄的环或套筒的形式,例如滚动元件轴承的轴承座圈。外周表面可相对于工件中心轴线径向向外面向。内周表面可相对于所述工件中心轴线径向向内面向。
附图说明
49.现在将通过示例并参考示意性附图来描述本发明的实施例,其中:
50.图1是已知的滚动元件轴承的部件的分解透视图;
51.图2是根据本发明实施例的工件保持组件的侧视图;
52.图3和4是表示当分别磨削环形工件的外周表面和内周表面时根据本发明的实施例的工件保持组件的侧视图的视图;
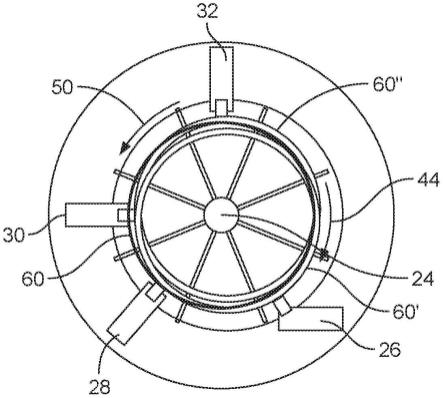
53.图5是表示根据本发明实施例的工件保持组件的侧视图的视图,以示出当与下或上成对的工件架接合时工件的偏移位置;
54.图6和7是示出工件架与磨削装置干涉的可能性的视图;
55.图8和9是根据本发明实施例的工件保持组件的两种不同构造的侧视图;
56.图10和11是根据本发明实施例的工件保持组件的另外两个不同构造的侧视图;
57.图12和13是根据本发明实施例的工件保持组件的两个可选工件架构造的侧视图;
58.图14和15分别是线性工件架致动组件的立体图和侧剖视图;
59.图16示出可选的线性工件架致动组件的截面平面图;
60.图17和18示出根据本发明实施例的工件架保持组件中的两个不同的工件架构造;
61.图19和20是处于两个不同方位的旋转工件架致动组件的平面图;
62.图21是图18和19所示的工件架致动组件的工件架支撑部分的平面图;以及
63.图22是图19和20所示的工件架组件的侧视图。
具体实施方式
64.图1示出了已知的滚动元件轴承的部件。在组装好的轴承中,轴承2的位置由保持架4限制。轴承围绕内座圈6并在外座圈8内滚动。密封件10和12位于轴承的相对两侧。在表面光洁度、内周表面和外周表面的圆度和同心度方面,希望成品座圈6和8具有高尺寸精度,以使振动和发热最小化。如果两个表面都可以被加工而不必在磨削一个表面之后将工件转移到另一个机器以磨削另一个表面,则加工内和外周表面所花费的时间可以被最小化。
65.图2示出了根据本发明实施例的工件保持组件20。其包括磁性卡盘22和用于使卡盘绕垂直于图面的卡盘旋转轴线24旋转的驱动器(未示出)。磁性卡盘驱动器由组件本体21承载,该组件本体为组件提供支撑结构。在使用中,组件本体安装到机床(未示出)的机器底座上。
66.图3和4示意性地示出了使用磨轮42磨削环形工件40。
67.第一组工件架包括第一下部工件架26和第二下部工件架28,第二组工件架包括第一上部工件架30和第二上部工件架32。工件架可以是手指支撑件的形式。它们可以相对于磁性卡盘选择性地固定就位。每个工件架可包括可调节的滑动件,以便于精细地调节每个工件架的工件接合表面相对于磁性卡盘的位置。
68.在图2所示的构造中,工件架布置成使得工件架26的位置可通过其在水平方向(即,平行于机器底座的基准平面)上的滑动来调节。工件架28、30和32可利用它们各自的滑动件相对于卡盘旋转轴线在径向方向上进行调节。
69.第一组工件架包括两个下部工件架,当工件保持组件安装在磨床上时,在使用中,下部工件架低于卡盘旋转轴线。优选地,第一下部工件架26相对于卡盘旋转轴线24位于一径向位置,该径向位置在从卡盘旋转轴线延伸的竖直参考线沿圆周方向测量的120
°
至180
°
的范围内。优选地,第一下部工件架位于与竖直基准线成约150
°
的径向位置处。
70.优选地,第二下部工件架28相对于卡盘旋转轴线位于一径向位置,该径向位置在从卡盘旋转轴线延伸的竖直基准线沿相同圆周方向测量的210
°
至270
°
的范围内。第二下部工件架可位于与基准线成约240
°
的径向位置。
71.第二组工件架包括两个上部工件架30、32,所述两个上部工件架在使用中高于两个下部工件架。
72.优选地,第一上部工件架30相对于卡盘旋转轴线位于一径向位置,该径向位置在从卡盘旋转轴线延伸的竖直基准线沿相同圆周方向测量的240
°
至300
°
的范围内。更特别地,第一工件架可位于与竖直参考线成大约270
°
的径向位置处。
73.优选地,第二上部工件架32相对于卡盘旋转轴线位于一径向位置,该径向位置在从卡盘旋转轴线延伸的竖直基准线沿相同圆周方向测量的在330
°
至30
°
的范围内。更优选地,第二上部工件架可位于围绕竖直基准线的径向位置处。
74.下部工件架可以相对于磁性卡盘旋转轴线24位于大约5点钟和8点钟的位置。所述一对上部工件架可以相对于磁性卡盘位于大约9点钟和12点钟的位置。可以理解,当通过穿过卡盘旋转轴线的对称的竖直或水平平面反射时,工件架的径向定向可以替代地对应于这些位置。
75.每个工件架可包括耐磨插入件34形式的末端或研磨靴(tip or shoe),以提供工件接合表面。插入件可由碳化钨或具有类似物理性质的其它材料形成,例如陶瓷材料、多晶金刚石或硬涂层钢。当固定就位时,工件架可以允许其末端相对于磁性卡盘的一定程度的摇摆运动。
76.在使用该组件时,相对于磁性卡盘调节工件架,使得当工件的中心轴线与卡盘旋转轴线同轴时,工件架的工件接合表面或末端从由待磨削的工件的外周表面限定的轨迹径向偏移例如0.6至0.8mm。为了实现这一点,被磨削到成品尺寸的标准部件可相对于卡盘转动轴线24在中心由磁性卡盘夹持,然后偏移到将限定工件架设置的位置。松开用于下部的一对工件架的调节滑动件上的夹具,以允许它们的末端运动,直到它们接触偏移的标准部件。一旦下部的一对末端设置成与部件接触,调节滑动件就牢固地夹持就位。使用用于标准部件的稍微修改的偏移位置,对上部的一对的工件架执行类似的操作。
77.然后,工件大致在中心处装载在四个工件架内,并由磁性卡盘夹持。工件40被装载到一位置,在该位置,其中心轴线在大致朝向在下一个磨削操作中将被接触的一对工件架的方向上从卡盘旋转轴线24稍微移位。然后,将工作头设定为在取决于随后的磨削操作的方向上旋转磁性卡盘。通过在偏移工件上的离心作用,使工件克服磁性保持力运动跨过卡盘的面,并与成对的工件架研磨靴中的一个接触,以准备使旋转的磨轮与工件接触。通过由磨轮施加在工件上的磨削力,进一步使工件固定成与该对工件架接触。
78.在磨削操作中,可以使磨轮与工件的外周表面接触。在对工件的另一磨削操作中,可以使磨轮与工件的内周表面接触。通过在这些磨削操作中的一个中相对于另一个使卡盘的转动方向反向(而不使磨轮的转动方向反向),在每次磨削操作中迫使工件与不同的一组的工件架接触。
79.工件架可构造成使得卡盘的转动方向反向致使工件在磨削之间自动地从一组工件架运动到另一组工件架,而不需要任何其它的干预。这可以简化在磨削工件的内表面和外表面之间切换的过程,并且减少在两次磨削之间切换所花费的时间。
80.在图3所示的实施方式中,磨轮加工工件的外周表面。磁性卡盘22使工件如箭头44所示顺时针旋转。磨轮42如箭头46所示逆时针旋转。工件被推动与下部工件架26和28接触。在材料去除过程中,通过将磨轮的中心轴线定位在工件的中心轴线上方来产生磨削力。这将工件推向下部工件架。在该实例中,工件通过同向磨削进行加工,其中工件和轮表面沿相同方向运动。
81.图4示出了磨削工件40的内周表面的操作。工件如箭头50所示逆时针(当从图4中观察时)转动,以使工件运动到与工件架30和32接触。磨轮42与工件的内周表面接触。它位于工件的与工件架30径向相对的一侧。磨轮按箭头52所示逆时针转动。磨轮的中心轴线位于工件的中心轴线之下,其迫使工件与工件架30和32接合。通过同向磨削(climb grinding)来磨削内周表面,其中工件和轮表面沿相同方向运动。
82.内周表面可以替代地在外周表面之前被磨削。一旦两个表面都被磨削到它们的最
终尺寸和光洁度,工件就可以从磁性卡盘释放并通过卸载机构移除。在其它实施方式中,工件的内周表面和外周表面可以通过向上切割(up-cutting)来磨削,其中工件和轮表面在相反方向上运动。
83.工件在两组工件架之间在卡盘面上的移位如图5所示。圆60表示当其中心轴线与卡盘旋转轴线24重合时工件所占据的位置。当磨削外周表面时,工件由卡盘顺时针旋转并与下部的工件架组26和28接触。在该位置中,工件从圆60的位置移位到圆60’的位置(当如图5所示观察时,对应于相对于卡盘的中心轴线大约4点钟的径向方向上)。当磨削内周表面时,工件逆时针转动并与上部的工件架组30和32接触。在该位置,工件从圆60的位置移位到圆60
″
的位置(当如图5所示观察时,对应于相对于卡盘中心轴线大约2点钟的径向方向上)。当卡盘如上所述旋转时,这些偏移使得工件被推向相应的工件组。
84.已经发现,许多工件的内周表面和外周表面都可以通过使用如这里所述工件保持组件、利用用于工件架的单个设置来磨削。在这些情况下,可以首先固定工件架的位置,然后可以在不改变工件架的位置的情况下进行内周表面和外周表面的磨削。
85.然而,对于某些工件几何形状,对于内磨削和外磨削中的一个或两个所希望的工件架位置来说,可能与用于其它磨削的工件位置发生干涉。这个问题在图6和7中示出。
86.在图6中,工件40被示出处于用于磨削其内周表面的位置。为了进行这种磨削,它由上部工件架30和32支撑。然而,在图中标记的区域70中,可以看到,下部工件架28(在磨削工件的外周表面期间处于所需的位置)与工件的所需定位相干涉。
87.图7示出了可能出现这种问题的其它情况。图7的示意图中所示的工件架构造与前述附图的构造的不同之处在于,第一组工件架的工件架32位于与前述附图中所示的位置径向相对的位置。工件40被示出为处于在其内周表面和外周表面的磨削期间所希望的两个偏移位置。为了说明的目的,在该图中夸大了这些偏移和相关的工件架位移。实际上,偏移可以非常小。可以看出,当工件40在通过磨轮80磨削其内周表面的过程中与工件架30和32接合时,工件架28与其所需位置发生干涉。类似地,在工件与工件架26和28接合或者通过磨轮82磨削其外周表面的情况下,另一组的工件架32与工件的所需位置干涉。
88.为了解决参照图6和7描述的干涉问题,根据本发明的工件保持组件可包括可在前进位置和缩回位置之间切换的一个或多个工件架。因此,在磨削过程中,当工件架要与工件接合时,工件架可保持在其前进位置,然后,当工件架要离开工件时,工件架切换到其缩回位置。前进位置和缩回位置之间所需的位移的大小可以例如小于一毫米。
89.图8和9示出了工件架处于两种不同的构造的工件保持组件。在图8中,在工件40的内周表面的磨削过程中,工件架处于适于保持工件40的构造。工件架30和32处于其前进位置并与工件接触。工件架26和28处于它们的缩回位置,与工件的外周表面间隔开(在该示例中,间隔开约6mm)。在图9中,在工件的外周表面的磨削过程中,工件架处于适于保持工件40的结构。在这种情况下,工件架30和32处于它们的缩回位置,与工件的外周表面间隔开(在该示例中,间隔开约6mm)。工件架26和28处于它们的前进位置并与工件接触。
90.图10和11示出了工件保持组件,其工件架以与图8和9类似的方式处于两种不同的构造。在图10和11的例子中,工件架32示出在与图8和9中的位置径向相对的可选位置。在图10和11所示的每一种构造中,磨轮的中心轴线优选地位于工件的中心轴线之上,以便朝向相应的工件架驱动工件。这些图中所示的磨轮和卡盘的转动方向导致工件的同向磨削。可
以使磨轮或卡盘的旋转方向反向以进行上切磨削。
91.图12和13中示出了另外的工件保持组件,以示出工件架的周向布置的其它变型,这些工件架也适于在磨削工件的内周表面和外周表面期间支撑工件。当反射在延伸穿过卡盘旋转轴线24的水平面中时,图12所示的布置对应于图10的布置。当反射在延伸穿过卡盘旋转轴线24的竖直面中时,图13所示的布置对应于图12的布置。图12和13的布置在机床构造中是优选的,在该机床构造中,将工件架远离工件保持组件的下部区域定位是有利的,例如以避免与机床的其它部件冲突。
92.在图12和13所示的每个构造中,在工件的内表面和外表面的磨削过程中,磨轮的中心轴线优选地位于工件的中心轴线之下,以便在每次磨削过程中朝向相应的工件架驱动工件。图12中的磨轮从右向左运动以磨削工件,图13中的磨轮从左向右运动以磨削工件。
93.在磨削期间工件中心轴线从磁性卡盘旋转轴线偏移的方向与卡盘的旋转方向一起确定了磨削期间工件上的合力的方向。如果卡盘顺时针旋转(当从工件安装侧看时),向右偏移的工件导致向下的力,向左偏移的工件导致向上的力,向上偏移导致向右的力,向下偏移导致向左的力。如果卡盘逆时针旋转(当从工件安装侧观察时),向左偏移的工件导致向下的力,向右偏移的工件导致向上的力,向上偏移导致向左的力,向下偏移导致向右的力。每组的工件架可适当地定位成对应于期望的偏移并抵消工件上的相关合力。
94.在图12中,在工件内表面的磨削过程中,与向下和向左偏移的工件相结合的卡盘的顺时针旋转使得工件被朝向该对研磨靴30和32驱动。在工件外表面的磨削过程中,与向上和向右偏移的工件相结合的卡盘的逆时针旋转使得工件被朝向该对研磨靴26和28驱动。
95.在图13中,在工件内表面的磨削过程中,与向下和向右偏移的工件相结合的卡盘的逆时针旋转使得工件被朝向该对研磨靴30和32驱动。在工件外表面的磨削过程中,与向上和向左偏移的工件相结合的卡盘的顺时针旋转使得工件被朝向该对研磨靴26和28驱动。
96.图14和15示出用于在前进位置和缩回位置之间沿直线方向机械地切换工件架的工件架致动组件90。该组件包括一对研磨靴臂夹紧块92,用于在其间夹紧工件架指状件(未示出)。研磨靴臂夹紧块安装在支撑件94上。致动器壳体96包含用于使支撑件94相对于其运动的致动机构。致动器壳体包括用于固定到工件保持组件的支撑表面的下支架98。液压活塞100被设置成用于相对于下支架98驱动支撑件94。活塞可以施加例如高达5吨的力,以在磨削过程中可靠地将相关的工件架保持在其前进位置。
97.图14和15中示出的致动组件处于与缩回的工件架位置相对应的构造。活塞100可操作以向图15的右手侧驱动支撑构件94进入对应于前进工件架位置的构造。致动机构包括将支撑构件94相对于下支架98精确地定位在其前进位置的装置。例如,该装置可以呈运动学安装件102的形式。还可以包括一个或多个另外的运动学安装件104。运动学安装件可以是例如3v运动安装件的形式。活塞反作用于复位弹簧106。运动学安装件和弹簧由波纹管108包围。
98.图16示出用于在前进位置和缩回位置之间沿直线方向机械地切换工件架的另一工件架致动组件130。驱动部件132联接到活塞136。致动组件包括液压活塞驱动组件134,其可操作以朝前进位置驱动活塞。活塞抵抗复位弹簧133作用。当由活塞驱动组件施加在活塞上的力被释放时,驱动部件通过复位弹簧返回到其缩回位置。
99.驱动部件132的相对端通过枢轴140可枢转地联接到工件架142。活塞的致动使得
驱动部件132相对于致动器主体144运动。防旋转销154安装在致动器主体上并且与驱动部件可滑动地接合。这些销用于防止驱动部件(以及因此工件架142)相对于致动器本体旋转。
100.在图16中示出了组件130的前进构造。在该构造中,由驱动部件132限定的截头锥形表面146与由致动器主体限定的互补表面148接合。该界面提供驱动部件相对于致动器本体的运动学定位。截头锥形表面146具有中心轴线150。该轴线还延伸通过活塞136和工件架142的中心。活塞施加的力与截头锥形表面146和工件架的对准用于增加致动组件在其前进构造中的刚度。
101.图17和18示出了工件保持组件,其具有类似于图8所示的工件架的圆周布置。在该示例中,工件架可使用以旋转方式操作的工件架致动组件在缩回位置和前进位置之间运动。
102.在图17所示的构造中,工件架26和28处于它们的前进位置,以便进行工件的外周表面的磨削。工件架30和32已经枢转到缩回位置,在该位置它们与工件的外周表面间隔开。相反,在图18中,工件架30和32处于它们的前进位置,以便进行工件的内周表面的磨削。工件架26和28已经枢转到它们的缩回位置。
103.图19至22涉及一种用于以旋转方式在前进位置和缩回位置之间机械地切换工件架的工件架致动组件110(如图17和18所示的那样)。组件110包括一对研磨靴臂夹紧块112,用于在其之间夹紧工件架指形支撑件(未示出)。研磨靴臂夹紧块安装在上研磨靴支撑板114上。该组件还包括下部支撑板116。在使用中,使用固定螺栓118将该组件固定到支撑表面。
104.上支撑板114通过枢轴120可枢转地联接到下支撑板116。在图20中,上支撑板已经围绕枢轴120相对于下支撑板枢转。该组件包括三个旋转作用活塞122,用于在其枢转和非枢转位置之间驱动上支撑板。活塞可以是气动或液压操作的。
105.在本文所述的实施例中,“大约”、“基本上”和“约”可以表示所述值的正或负5%或5
°
。
106.应当理解,这里提到的垂直或平行的相对方位等应当解释为在实际公差内限定了部件之间的垂直或平行关系。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1