包含连续的聚合物基体的聚合物粘结磨料制品及其制造方法与流程
包含连续的聚合物基体的聚合物粘结磨料制品及其制造方法
技术实现要素:
1.在第一方面,本公开提供一种聚合物粘结磨料制品,所述聚合物粘结磨料制品是由连续的光致固化聚合物基体形成的,所述光致固化聚合物基体包含保留在其中的磨料颗粒。所述光致固化聚合物基体包含光学增白剂或光吸收剂中的至少一者,并且所述聚合物粘结磨料制品具有三维形状。
2.在第二方面,本公开提供一种研磨工具,所述研磨工具包括根据第一方面的聚合物粘结磨料制品,其中所述制品附连到轴或垫。
3.在第三方面,本公开提供一种制造根据第一方面的聚合物粘结磨料制品的方法。所述方法包括a)获得可光致固化组合物液体分散体;b)选择性地固化所述可光致固化组合物的一部分;以及重复步骤a)和b)以形成所述聚合物粘结磨料制品。所述分散体包含至少一种可光致固化组分;磨料颗粒;光引发剂;以及光学增白剂或光吸收剂中的至少一者。
4.根据本公开的聚合物粘结磨料制品和工具可用于玻璃、陶瓷或聚合物基板抛光。
5.本公开的上述概述并非旨在描述本公开的每个公开实施方案或每种实现方式。以下描述更具体地举例说明了例示性实施方案。在本技术全文的若干处,通过实施例列表提供了指导,这些实施例能够以各种组合使用。在每种情况下,所引用的列表都只用作代表性的组,并且不应被理解为排他性列表。
附图说明
6.图1为制造根据本公开的聚合物粘结磨料制品的方法的概括工艺流程图。
7.图2为立体光固化成型设备的通用示意图。
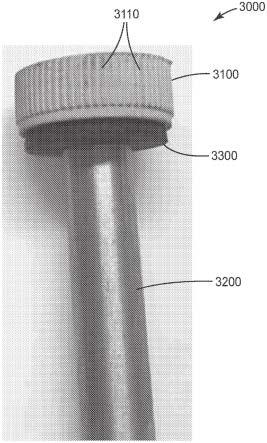
8.图3为根据本公开的示例性研磨工具的照片。
9.图4a为根据本公开的示例性聚合物粘结磨料制品的一部分的放大30x的扫描电子显微镜(sem)图像。
10.图4b为比较聚合物粘结磨料制品的一部分的放大30x的sem图像。
11.图4c为图4a的示例性聚合物粘结磨料制品的一部分的放大200x的sem图像。
12.图4d为图4b的比较聚合物粘结磨料制品的一部分的放大200x的sem图像。
13.图4e为图4a的示例性聚合物粘结磨料制品的一部分的放大1,200x的sem图像。
14.图4f为图4b的比较聚合物粘结磨料制品的一部分的放大1,200x的sem图像。
15.图5a为可根据本公开制备的示例性聚合物粘结磨料制品的四种形状的示意性透视图。
16.图5b为可根据本公开制备的具有包括径向刷毛的圆盘形的示例性聚合物粘结磨料制品的示意性俯视图。
17.图5c为可根据本公开制备的包括半球形的示例性聚合物粘结磨料制品的示意性透视图。
18.图5d为可根据本公开制备的包括球根形的示例性聚合物粘结磨料制品的示意性侧视图。
19.图5e为可根据本公开制备的包括圆杯形的示例性聚合物粘结磨料制品的示意性侧视图。
20.图5f为可根据本公开制备的包括圆盘形的示例性聚合物粘结磨料制品的示意性透视图。
21.图5g为可根据本公开制备的包括球形的示例性聚合物粘结磨料制品的示意性侧视图。
22.图5h为可根据本公开制备的包括圆锥形的示例性聚合物粘结磨料制品的示意性透视图。
23.图5i为可根据本公开制备的包括杯形的示例性聚合物粘结磨料制品的示意性透视图。
24.图5j为可根据本公开制备的包括多个分离的子结构的示例性聚合物粘结磨料制品的示意性透视图。
25.图5k为可根据本公开制备的包括多个曲折通道的示例性聚合物粘结磨料制品的示意性俯视图。
26.图5l为实施例6(ex-6)中制备的示例性聚合物粘结磨料制品的照片。
27.图6为用于制品的叠层制造的通用系统600的框图。
28.图7为用于制品的通用制造工艺的框图。
29.图8为示例性制品制造工艺的高级流程图。
30.图9为示例性制品叠层制造工艺的高级流程图。
31.图10为示例性计算装置1000的示意性前视图。
32.在说明书和附图中重复使用的参考符号旨在表示本公开的相同或类似的特征结构或元件。应当理解,本领域的技术人员可设计出落入本公开原理的范围和实质内的许多其他修改形式和实施方案。附图可不按比例绘制。
具体实施方式
33.词语“优选的”和“优选地”是指在某些情况下可提供某些有益效果的本公开的实施方案。然而,在相同的情况或其他情况下,其他实施方案也可以是优选的。此外,对一个或多个优选的实施方案的表述并不暗示其他实施方案是不可用的,并且并不旨在将其他实施方案排除在本公开的范围之外。
34.在本技术中,术语诸如“一个”、“一种”和“所述”并非仅旨在指单一实体,而是包括一般类别,其具体示例可用于例示。术语“一个”、“一种”和“所述”可与术语“至少一个(种)”互换使用。后接列表的短语
“……
中的至少一个(种)”和“包含
……
中的至少一个(种)”是指列表中项目中的任一项以及列表中两项或更多项的任何组合。
35.如本文所用,术语“或”一般按其通常的意义使用,包括“和/或”,除非该上下文另外清楚地指出。
36.术语“和/或”意指所列要素中的一个或全部,或者所列要素中的任何两个或更多个的组合。
37.同样,本文所有数值假定被术语“约”且优选地被术语“精确地”修饰。如本文所用,关于所测量的量,术语“约”是指所测量的量方面的偏差,这个偏差为如一定程度地小心进
行测量的技术人员应当能预期的那种与测量的目标和所用测量设备的精确度相称的偏差。另外在本文中,通过端点表述的数值范围包括该范围内包含的所有数字以及端值(例如,1至5包括1、1.5、2、2.75、3、3.80、4、5等)。
38.如本文所用,作为对特性或属性的修饰语,除非另外具体地定义,否则术语“大致”意指该特性或属性将能够容易被普通技术人员识别,而不需要绝对精确或完美匹配(例如,对于可量化特性,在+/-20%内)。除非另外具体地定义,否则术语“基本上”意指高逼近程度(例如,对于可量化特性,在+/-10%内),但同样不需要绝对精确或完美匹配。术语诸如相同、相等、均匀、恒定、严格等应当理解成是在普通公差内,或在适用于特定情况的测量误差内,而非需要绝对精确或完美匹配。
39.如本文所用,“脂族基团”是指饱和或不饱和的直链,支链或环状的烃基团。例如,该术语用于涵盖烷基基团、烯基基团和炔基基团。
40.如本文所用,“烷基”是指具有一至三十二个碳原子的直链或支链、环状或无环的饱和单价烃,例如甲基、乙基、1-丙基、2-丙基、戊基等。
41.如本文所用,“亚烷基”意指具有一至十二个碳原子的直链饱和二价烃或具有三至十二个碳原子的支链饱和二价烃基,例如亚甲基、亚乙基、亚丙基、2-甲基亚丙基、亚戊基、亚己基等等。
42.如本文所用,“烯基”和“烯”中的每一者是指具有一个或多个碳-碳双键的单价直链或支链不饱和脂族基团,例如乙烯基。
43.如本文所用,术语“亚芳基”是指碳环和芳族二价基团。该基团具有相连、稠合或它们的组合的一至五个环。其他环可为芳族的、非芳族的或它们的组合。在一些实施方案中,亚芳基基团具有至多5个环、至多4个环、至多3个环、至多2个环或一个芳族环。例如,亚芳基基团可为亚苯基。
44.如本文所用,“亚芳烷基”是指为被芳基基团取代的亚烷基基团或附接到亚芳基基团的亚烷基基团的二价基团。术语“亚烷芳基”是指为被烷基基团取代的亚芳基基团或附接到亚烷基基团的亚芳基基团的二价基团。除非另外指明,否则对于两种基团,烷基或亚烷基部分通常均具有1至20个碳原子、1至10个碳原子、1至6个碳原子、或1至4个碳原子。除非另外指明,否则对于两种基团,芳基或亚芳基部分通常均具有6至20个碳原子、6至18个碳原子、6至16个碳原子、6至12个碳原子、或6至10个碳原子。
45.如本文所用,关于聚合物基体的术语“连续”意指聚合物基体具有不间断的结构并且涵盖如使用横截面扫描电子显微镜(sem)测定的完全包含在聚合物基体内部的所有颗粒。优选地,每个颗粒具有至少10纳米厚的聚合物基体涂层。连续涵盖具有孔隙率的聚合物基体。
46.如本文所用,术语“可硬化的”是指可被固化或凝固的材料,例如通过加热以去除溶剂、加热以引起聚合、化学交联、辐射诱导的聚合或交联等。
47.如本文所用,“固化”意指通过任何机制硬化或部分硬化组合物,例如通过热、光、辐射、电子束、微波、化学反应或它们的组合。
48.如本文所用,“固化的”是指已通过固化而硬化或部分硬化(例如聚合或交联)的材料或组合物。
49.如本文所用,“光致固化的”是指已使用光化辐射硬化或部分硬化的材料或组合
物。
50.如本文所用,“成一整体”是指同时制成,或者在不损坏(成一整体)部分中的一者或多者的情况下不能被分开。
51.如本文所用,“液体”是指具有确定的体积和不确定的形状的不是固体或气体的物质状态。液体包括乳液、分散体、悬浮液、溶液和纯组分,并且不包括(例如固体)粉末和颗粒。
52.如本文所用,术语“(甲基)丙烯酸酯”是对丙烯酸酯、甲基丙烯酸酯或它们的组合的简写形式,“(甲基)丙烯酸类”是对丙烯酸类、甲基丙烯酸类或它们的组合的简写形式,并且“(甲基)丙烯酰基”是对丙烯酰基和甲基丙烯酰基基团的简写形式。“丙烯酰基”是指丙烯酸的衍生物,诸如丙烯酸酯、甲基丙烯酸酯、丙烯酰胺和甲基丙烯酰胺。“(甲基)丙烯酰基”是指具有至少一个丙烯酰基或甲基丙烯酰基基团并且如果包含两个或更多个基团则通过脂族链段连接的单体或低聚物。如本文所用,“(甲基)丙烯酸酯官能化合物”是除了别的以外还包括(甲基)丙烯酸酯部分的化合物。
53.如本文所用,“陶瓷”和“陶瓷制品”包括无定形材料、玻璃、结晶陶瓷、玻璃陶瓷以及它们的组合,并且是指通过施加热而产生的非金属材料。陶瓷通常被归类为无机材料。术语“无定形材料”是指缺乏由x射线衍射确定的长范围晶体结构和/或具有对应于由差热分析(dta)确定的无定形材料的结晶的放热峰的材料。术语“玻璃”是指表现出玻璃化转变温度的无定形材料。术语“玻璃陶瓷”是指包含通过热处理无定形材料形成的晶体的陶瓷。术语“结晶陶瓷”是指表现出可辨别的x射线粉末衍射图的陶瓷材料。“结晶”意指由在三个维度上周期性图案排列的原子构成的固体(即,具有长范围晶体结构,这可由诸如x射线衍射的技术来测定)。“微晶”意指具有限定晶体结构的固体的晶域。微晶可仅具有一个晶相。“半结晶”意指包括无定形区域和结晶区域的材料。
54.如本文所用,“陶瓷颗粒”涵盖无定形材料、玻璃、结晶陶瓷、玻璃陶瓷以及它们的组合的颗粒,并且是指通过施加热而产生或通过化学合成工艺而制成的非金属材料。陶瓷颗粒通常被归类为无机材料。关于陶瓷颗粒的术语“无定形材料”是指源自熔体和/或气相的材料以及由化学合成制成的材料,其中该材料缺乏由x射线衍射确定的长范围晶体结构和/或具有对应于由差热分析(dta)确定的无定形材料的结晶的放热峰。例如,无定形二氧化硅纳米颗粒可通过硅烷缩合形成纳米颗粒而生成。
55.如本文所用,“建筑空隙”是指几乎完全包围在制品内的空隙(例如,不延伸到制品的任何外表面超过允许移除未固化组合物所需的程度),并且其具有设计的形状,诸如编程到用于选择性地固化可光致聚合组合物以形成制品的形状的叠层制造装置中的形状。建筑空隙与在制品的制造期间形成的内部孔形成对比。
56.如本文所提及的术语“质量惯性力”可被指定为每单位质量的力,并因此可以m/s2为单位来指定。此外,质量惯性力可由作为重力加速度的因子的g力来表示。出于本说明书的目的,重力加速度为9.81m/s2。因此,例如9.81m/s2的质量惯性力可表示为1g。
57.如本文所用,“颗粒”是指为具有在几何上可测定的形状的固体的物质。形状可为规则的或不规则的。通常可以在例如粒度和粒度分布方面对颗粒进行分析。颗粒可包含一种或多种微晶。因此,颗粒可包含一个或多个晶相。
58.如本文所用,“可聚合组合物”意指可在引发(例如,自由基聚合引发、开环聚合等)
时经历聚合的可硬化组合物。通常,在聚合(例如,硬化)之前,可聚合组合物具有符合一个或多个3d打印系统的要求和参数的粘度特征。例如,在一些实施方案中,硬化包括用具有足够能量的光化辐射照射以引发聚合或交联反应。例如,在一些实施方案中,可使用紫外线(uv)辐射、电子束辐射或两者。当可使用光化辐射时,可聚合组合物被称为“可光致固化组合物”。如本文所用,“可光致固化组合物液体分散体”是指具有连续液相和分散于连续液相中的不连续固体(例如,磨料颗粒)的可光致固化组合物。可光致固化组合物的可聚合组分处于连续液相。
59.如本文所用,“树脂”含有存在于可硬化组合物中的所有可聚合组分(单体、低聚物和/或聚合物)。树脂可仅包含一种可聚合组分化合物或不同可聚合化合物的混合物。
60.如本文所用,“溶剂”是指组合物的非反应性液体组分,该组分溶解组合物的至少一种固体组分,或稀释组合物的至少一种液体组分(在水的情况下,术语“溶剂”不包括不定量的水)。
61.如本文所用,“固体”是指在一个大气压和在20℃至25℃的范围内(包括端值)的至少一个温度处是固体的物质状态(与物质的气态或液态相反)。
62.如本文所用,“热塑性塑料”是指当被充分加热到其玻璃化转变点以上时流动并且当冷却时变成固体的聚合物。
63.如本文所用,“热固性”是指在固化时永久凝结并且在随后加热时不流动的聚合物。热固性聚合物通常为交联聚合物。
64.本公开提供聚合物粘结磨料制品及制造制品的方法。有利地,聚合物粘结磨料制品可具有复杂的几何形状,这无法通过将磨料片材缠绕在轴周围来实现。使用叠层制造来制造聚合物粘结磨料制品的设计灵活性允许形成旨在研磨和/或抛光特定结构如玻璃的制品。
65.在第一方面,提供一种聚合物粘结磨料制品。所述聚合物粘结磨料制品是由连续的光致固化聚合物基体形成的,所述光致固化聚合物基体包含保留在其中的磨料颗粒,其中所述光致固化聚合物基体包含光学增白剂或光吸收剂中的至少一者,并且其中所述聚合物粘结磨料制品具有三维形状。因此,聚合物粘结磨料制品不是背衬上的磨料片材(例如,在x和y轴上具有大致二维形状,在z轴上具有小厚度)。
66.在第二方面,提供一种研磨工具。研磨工具包括根据第一方面的聚合物粘结磨料制品,其中所述制品附连到轴或垫。
67.在第三方面,提供一种制备聚合物粘结磨料制品的方法。该方法包括:
68.a)获得可光致固化组合物液体分散体,所述可光致固化组合物液体分散体包含:
69.i)至少一种可光致固化组分;
70.ii)磨料颗粒;
71.iii)光引发剂;以及
72.iv)光学增白剂或光吸收剂中的至少一者;
73.b)选择性地固化所述可光致固化组合物的一部分;以及
74.c)重复步骤a)和b)以形成包含连续的光致固化聚合物基体的聚合物粘结磨料制品,所述连续的光致固化聚合物基体包含保留在其中的磨料颗粒以及所述光学增白剂或所述光吸收剂中的至少一者。
75.以下公开涉及第一方面至第三方面中的每个方面。
76.通常,使用光化辐射来固化可光致固化组合物,所述光化辐射包括uv辐射、电子束辐射、可见光辐射或它们的组合。
77.参考图1,提供制造聚合物粘结磨料制品的方法的概括流程图。具体地,该方法包括以下步骤:a)获得可光致固化组合物液体分散体,所述可光致固化组合物液体分散体包含至少一种可光致固化组分、磨料颗粒、光引发剂以及光学增白剂或光吸收剂的至少一者110;b)选择性地固化所述可光致固化组合物的一部分120;以及c)重复步骤a)和b)以形成所述聚合物粘结磨料制品130。
78.本文所述的打印三维制品或对象的方法可包括以逐层方式由多层本文所述的可光致固化组合物形成制品。此外,可根据三维制品的图像以计算机可读格式沉积构建材料组合物的层。在一些或所有实施方案中,根据预选的计算机辅助设计(cad)参数(例如,数据文件)来沉积可光致固化组合物。
79.另外,应当理解,本文所述的制造3d制品的方法可包括所谓的“立体光固化成型/光聚合”3d打印方法。使用光聚合(例如,立体光固化成型)由本文所述的可光致固化组合物形成3d制品是完全有可能的。例如,在一些情况下,打印3d制品的方法包括将呈流体状态的本文所述的可光致固化组合物保留在容器中,并且选择性地向容器中的可光致固化组合物施加能量以凝固可光致固化组合物的流体层的至少一部分,从而形成限定3d制品的横截面的硬化层。另外,本文所述的方法还可包括升高或降低可光致固化组合物的硬化层以在容器中的流体的表面处提供未硬化的可光致固化组合物的新的或第二流体层,之后再次选择性地向容器中的可光致固化组合物施加能量以凝固可光致固化组合物的新的或第二流体层的至少一部分,以形成限定3d制品的第二横截面的第二固化层。此外,3d制品的第一横截面和第二横截面可通过施加用于凝固可光致固化组合物的能量在z方向(或对应于上述升高或降低的方向的构建方向)上彼此粘结或粘附。此外,选择性地向容器中的可光致固化组合物施加能量可包括施加具有足够能量的光化辐射,诸如uv辐射、可见光辐射或电子束辐射,来使可光致固化组合物固化。本文所述的方法还可包括平面化通过提高或降低升降机平台提供的新的流体可光致固化组合物层。此类平面化可在一些情况下通过利用擦拭器或滚轮或再涂器来进行。平面化通过使分散的材料平整来除去过量的材料并在打印机的支撑平台上产生均匀平滑的暴露或平坦面向上的表面来在固化之前校正一个或多个层的厚度。
80.还应当理解,前述过程可重复选择的次数,以提供3d制品。例如,在一些情况下,此过程可重复“n”次。此外,应当理解,本文所述的方法中的一个或多个步骤,诸如选择性地向可光致固化组合物层施加能量的步骤,可根据呈计算机可读格式的3d制品的图像来进行。合适的立体光固化成型打印机包括viper pro sla,购自南卡罗来那州罗克希尔的3d系统(3d systems,rock hill,sc),和asiga pico plus 39,购自加利福尼亚州阿纳海姆希尔斯的asiga美国公司(asiga usa,anaheim hills,ca)。
81.图2示出了可与本文所述的可光致固化组合物和方法一起使用的示例性立体光固化成型设备(“sla”)。一般来讲,sla 200可包括在填充有可光致固化组合物的缸214内的激光器202、光学器件204、转向透镜206、升降机208、平台210和直边缘212。在操作中,激光器202被导向横跨可光致固化组合物的表面以使可光致固化组合物的横截面固化,其后升降机208略微降低了平台210并且另一个横截面被固化。直边缘212可在层之间扫描固化组合
物的表面,以在添加新层之前平滑和归一化表面。在其他实施方案中,当制品被逐层拉伸到可光致固化组合物的顶表面上时,可用液体树脂缓慢填充缸214。
82.相关技术,即涉及数字光处理(“dlp”)的光聚合,也采用可固化聚合物(例如,可光致聚合或可光致固化组合物)的容器。然而,在dlp为基础的系统中,二维横截面被投射到可固化材料上以一次性使横向于所投射光束的整个平面的期望部分固化。可适于与本文所述的可光致固化组合物一起使用的所有此类可固化聚合物体系旨在落入如本文所用的术语“光聚合系统”的范围内。
83.其他用于三维制造技术是已知的,并可适当地改编用于本文所描述的应用中。更一般地讲,三维制造技术继续可用。所有此类技术可适用于与本文所述的可光致固化组合物一起使用,条件是它们为指定的制品性质提供相容的制造粘度和分辨率,例如连续叠层制造,其中构建板(基本上)连续移动通过可光致固化材料的缸。在某些实施方案中,可以采用适于以连续模式使用的设备,诸如可从美国加利福尼亚州雷德伍德城的carbon 3d公司(carbon 3d,inc.(redwood city,ca))商购获得的设备,例如美国专利9,205,601和9,360,757(均授予desimone等人)中所述。可使用表示三维对象的数据,使用本文所述的制造技术中的任一种(单独或以多种组合)来进行制造,该数据可根据需要被重新格式化或以其他方式改编以用于特定打印或其他制造技术。
84.在某些实施方案中,所述方法还包括d)移动聚合物粘结磨料制品,并且从而在聚合物粘结磨料制品上的未固化的可光致固化组合物中产生质量惯性力,其中质量惯性力是使用沿一个或多个轴线旋转的离心机、摇动器或混合器产生的。生成质量惯性力的合适方式描述于例如共同拥有的国际申请公布wo 2020/157598(chakraborty等人),该申请全文以引用方式并入本文。例如,使用沿着一条或多条轴线自旋的离心机、摇动器或混合器来产生质量惯性力的源。在一些实施方案中,对象的移动是对象的旋转或自旋。因此,质量惯性力可由离心力产生。沿着多于一条轴线自旋的一种合适的混合器为双轴不对称离心式混合器,诸如购自南卡罗来那州兰德拉姆的flacktek公司(flacktek,landrum,sc)的dac 400fvz。双轴不对称离心式混合器提供同时双轴自旋,其在自旋期间使制品自动地重新取向,这趋于在短时间段(例如,20秒、15秒或10秒或更少)内将未固化的组合物拉离制品的凹形特征结构。
85.任选地,所述方法还包括e)通过用至少一种溶剂洗涤来去除聚合物粘结磨料制品上的过量未固化的可光致固化组合物。合适的溶剂包括例如但不限于碳酸亚丙酯、异丙醇、甲醇、二(乙二醇)乙醚、三丙二醇单甲醚、二乙二醇单丁醚、二丙二醇单甲醚与[2-(2-甲氧基甲基乙氧基)甲基乙氧基]丙醇的共混物以及它们的组合。
[0086]
在一些实施方案中,该方法还包括f)使聚合物粘结磨料制品经受光化辐射以使未固化的可光致固化组合物光聚合。
[0087]
现在参考图3,示出了示例性研磨工具3000的照片,所述研磨工具包括附接到泡沫层3300并附连到轴3200的聚合物粘结磨料制品3100。聚合物粘结磨料制品3100包括非平面磨料结构,例如由连续的聚合物基体形成的多个脊3110,所述聚合物基体包含分布在其中的磨料颗粒。有利地,制造三维研磨工具所需的劳力比其中粘合片缠绕在轴周围的工具少。聚合物粘结磨料制品3100由于形成为具有三维形状而不是被缠绕在轴3200周围而没有任何接缝或拼接。
[0088]
参考图4a至图4f,根据示例性聚合物粘结磨料制品4000a的扫描电子显微镜(sem)图像,已证明聚合物基体是连续的,其中通过基于粉末的方法形成的聚合物粘结磨料制品不具有连续的聚合物基体。实施例4的示例性聚合物粘结磨料制品的一部分以30x放大倍数示于图4a中,包括连续的聚合物基体4100a和保留在其中的磨料颗粒4200a。相比之下,比较例1的比较聚合物粘结磨料制品的一部分以30x放大倍数示于图4b中,包括不连续的聚合物基体4100b和保留在其中的磨料颗粒4200b。图4c和图4d分别各自以200x放大倍数示出一些示例性聚合物粘结磨料制品4000a和比较聚合物粘结磨料制品4000b。较高的放大倍数提供连续的聚合物基体4100a和不连续的聚合物基体4100b之间差异的指示。图4e和图4f分别各自以1,200x放大倍数示出一些示例性聚合物粘结磨料制品4000a和比较聚合物粘结磨料制品4000b。该放大图显示了示例性聚合物粘结磨料制品4000a的连续的聚合物基体4100a和比较聚合物粘结磨料制品4000b的不连续的聚合物基体4100b。
[0089]
本文所述的任何聚合物粘结磨料制品的形状没有特别限制,但将被设计成适合特定的研磨应用。在图5a至图5k中示出了聚合物粘结磨料制品的几种示例性三维形状。
[0090]
图5a示出了四种示例性聚合物粘结磨料制品的附图;具有截锥形的制品5001、具有杯形的制品5002、具有圆柱形的制品5003以及具有圆盘形的制品5004。每个制品(5001、5002、5003、5004)包括连续的聚合物基体5100,该聚合物基体包含分散在其中的磨料颗粒5200。
[0091]
图5b示出了具有径向刷毛圆盘形的示例性聚合物粘结磨料制品5005。刷毛5500是由连续的聚合物基体形成的,该聚合物基体包含保留在其中的磨料颗粒。
[0092]
图5c示出了包括聚合物粘结磨料制品5006的示例性研磨工具5000c,该聚合物粘结磨料制品包括半球形5050。聚合物粘结磨料制品5006附连到垫5600。
[0093]
图5d示出了包括聚合物粘结磨料制品5007的示例性研磨工具5000d,该聚合物粘结磨料制品包括球根形。制品5007附连到垫5600。
[0094]
图5e示出了包括聚合物粘结磨料制品5008的示例性研磨工具5000e,该聚合物粘结磨料制品包括圆杯形。制品5008附连到垫5600。
[0095]
图5f示出了包括聚合物粘结磨料制品5009的示例性研磨工具5000f,该聚合物粘结磨料制品包括圆盘形。制品5009附连到轴5200。
[0096]
图5g示出了包括聚合物粘结磨料制品5010的示例性研磨工具5000g,该聚合物粘结磨料制品包括球形。制品5010附连到轴5200。
[0097]
图5h示出了包括聚合物粘结磨料制品5011的示例性研磨工具5000h,该聚合物粘结磨料制品包括圆锥形。制品5011附连到轴5200。
[0098]
图5i示出了包括聚合物粘结磨料制品5012的示例性研磨工具5000i,该聚合物粘结磨料制品包括杯形。聚合物粘结磨料制品5012的表面5700包括三维图案,该三维图案包括弓形凹槽5710。制品5012还限定被构造成保持轴的孔。
[0099]
图5j示出了包括聚合物粘结磨料制品5013的示例性研磨工具5000j,该聚合物粘结磨料制品包括圆柱形,包括多个分离的子结构5800。制品5013附连到轴5200。分离的子结构在聚合物粘结磨料制品5013的一个端部5810处并且通常还在制品5013的相对端部处附接到聚合物粘结磨料制品5013。任选地,至少一些分离的子结构还包括设置在外表面上的三维图案,其可有助于在使用磨料制品期间的磨损。
[0100]
图5k示出了示例性聚合物粘结磨料制品5014,该聚合物粘结磨料制品具有圆盘形并且包括多个曲折通道5900。
[0101]
因此,聚合物粘结磨料制品任选地包括圆柱形、圆锥形、球形、圆盘形、杯形和/或半球形。此外,任何聚合物粘结磨料制品的连续的光致固化聚合物基体任选地限定一个或多个曲折或弓形通道、一个或多个建筑空隙、一个或多个底切、一个或多个穿孔或它们的组合。
[0102]
关于上述任何制品,有利的是,三维图案可设置在聚合物粘结磨料制品的外表面的至少一部分上。合适的图案包括例如但不限于脊、立方体、长方体、柱、棱锥体、截棱锥体、圆锥体、截头圆锥体或它们的任何组合的阵列。阵列可在聚合物粘结磨料制品的外表面上具有三维结构的规则重复图案和/或不规则图案。
[0103]
如本文所用的磨料具有(表现出)8或更大的莫氏硬度(mohs hardness),或包含化学机械磨料组合物。合适的磨料颗粒可包括在研磨工业中使用的任何磨料颗粒。优选地,磨料颗粒的莫氏硬度为8.5或更大,更优选9或更大,并且最优选9至10。在某些实施方案中,该磨料颗粒包括超硬磨料颗粒。如本文所用,术语“超硬磨料”是指硬度大于或等于碳化硅(例如,碳化硅、碳化硼、立方氮化硼和金刚石)的硬度的任何磨料颗粒。
[0104]
化学机械磨料组合物结合化学反应以软化表面层,并且然后结合机械力以去除软化层。用于化学机械抛光(cmp)的合适组分包括基于二氧化硅的颗粒、基于二氧化铈的颗粒和基于氧化铝的颗粒。除了颗粒之外,还需要水性介质来实现cmp。水性介质主要是水基的,并且可以具有添加剂,包括ph调节剂、分散剂、添加剂、氧化剂或钝化剂。这些添加剂可以是不需要的,并且对于被研磨的材料和用于机械力的颗粒是特定的。
[0105]
通常,磨料颗粒包括金刚石颗粒、金属氧化物陶瓷颗粒或非氧化物陶瓷颗粒中的至少一者。合适的磨料颗粒的示例包括例如但不限于立方氮化硼、熔融氧化铝、陶瓷氧化铝、经热处理的氧化铝、白色熔融氧化铝、黑色碳化硅、绿色碳化硅、二硼化钛、碳化硼、氮化硅、碳化钨、碳化钛、金刚石、立方氮化硼、六方氮化硼、氧化铝氧化锆、氧化铁、二氧化铈、石榴石、熔融氧化铝氧化锆、氧化铝基溶胶凝胶衍生的磨料颗粒等。氧化铝磨料颗粒可包含金属氧化物改性剂。金刚石和立方氮化硼磨料颗粒可以是单晶的或多晶的。溶胶-凝胶衍生的磨料颗粒的实施例可见于美国专利4,314,827(leitheiser等人)、美国专利4,623,364(cottringer等人);美国专利4,744,802(schwabel)、美国专利4,770,671(monroe等人);以及美国专利4,881,951(monroe等人)。
[0106]
磨料颗粒可包括磨料团聚颗粒。磨料团聚颗粒通常包含多种磨料颗粒、粘结剂和任选的添加剂。粘结剂可以是有机的和/或无机的。磨料团聚物可以为随机形状或具有与其相关的预先确定的形状。任选地,磨料团聚物包括陶瓷磨料团聚物,该陶瓷磨料团聚物包含分散在多孔陶瓷基体中的单独的磨料颗粒,其中多孔陶瓷基体的至少一部分包含玻璃态陶瓷材料。在玻璃状粘结基体中包含较细磨料颗粒的团聚磨料颗粒可如美国专利6,551,366(d'souza等人)中所述。
[0107]
此外,磨料颗粒还可包括表现出小于8的莫氏硬度的无机颗粒,例如二氧化硅、氧化铁、氧化铬、二氧化铈、氧化锆、二氧化钛、氧化锡、γ氧化铝、石榴石等。
[0108]
有利地,本公开的任何聚合物粘结磨料制品包含磨料颗粒,所述磨料颗粒包含立方氮化硼、碳化硅、二硼化钛、氮化钛、碳化硼、碳化钨、碳化钛、氮化铝、金刚石、熔融氧化
铝-氧化锆、溶胶-凝胶衍生的磨料颗粒或氮化硅颗粒中的至少一者。根据本公开的磨料颗粒通常包括研磨的磨料颗粒、压碎的磨料颗粒、成形的磨料颗粒、精确成形的磨料颗粒、磨料片材、磨料棒、磨料颗粒的成形团聚物、或它们的组合。在某些实施方案中,磨料颗粒包括磨料颗粒的团聚物或它们的组合。在任何实施方案中,磨料颗粒任选地不含表面改性。
[0109]
在某些实施方案中,磨料颗粒具有0.5微米或更大、1微米或更大、2微米或更大、3微米或更大、4微米或更大、5微米或更大、6微米或更大、7微米或更大、8微米或更大、9微米或更大、10微米或更大、12微米或更大、15微米或更大、18微米或更大、20微米或更大、或25微米或更大的平均粒度(即,最大尺寸);以及100微米或更小、90微米或更小、80微米或更小、70微米或更小、60微米或更小、50微米或更小、40微米或更小、30微米或更小、或者20微米或更小的平均粒度。换句话说,平均粒度可以在0.5微米至100微米或0.5微米至50微米的范围内。
[0110]
通常,根据本公开的聚合物粘结磨料制品(和用于制备磨料制品的可光致固化组合物)包含基于聚合物粘结磨料制品(或可光致固化组合物)的总体积计0.1体积%(vol.%)或更大、0.2体积%或更大、0.5体积%或更大、0.8体积%或更大、1.0体积%或更大、1.5体积%或更大、2.0体积%或更大、3.0体积%或更大、4.0体积%或更大、5.0体积%或更大、6.0体积%或更大、8.0体积%或更大、10.0体积%或更大、12.5体积%或更大、15.0体积%或更大、17.5体积%或更大、20.0体积%或更大、22.5体积%或更大、25.0体积%或更大、27.5体积%或更大、或者30.0体积%或更大的磨料颗粒;以及基于聚合物粘结磨料制品(或可光致固化组合物)的总体积计70.0体积%或更小的磨料颗粒、基于聚合物粘结磨料制品的总体积计65.0体积%或更小、62.5体积%或更小、60.0体积%或更小、57.5体积%或更小、55.0体积%或更小、52.5体积%或更小、50.0体积%或更小、47.5体积%或更小、45.0体积%或更小、42.5体积%或更小、40.0体积%或更小、37.5体积%或更小、35.0体积%或更小、或者32.5体积%或更小的磨料颗粒。换句话说,聚合物粘结磨料制品(或可光致固化组合物)可包含基于聚合物粘结磨料制品的总体积计0.1体积%至70体积%、1.0体积%至50.0体积%、或2.0体积%至25.0体积%的磨料颗粒。
[0111]
通常,根据本公开的聚合物粘结磨料制品(和用于制备磨料制品的可光致固化组合物)包含基于聚合物粘结磨料制品(或可光致固化组合物)的总重量计0.5重量%(wt.%)或更大的磨料颗粒、基于聚合物粘结磨料制品的总重量计0.8重量%或更大、1.0重量%或更大、2.0重量%或更大、3.0重量%或更大、4.0重量%或更大、5.0重量%或更大、8.0重量%或更大、10.0重量%或更大、15.0重量%或更大、20.0重量%或更大、25.0重量%或更大、30.0重量%或更大、35.0重量%或更大、40.0重量%或更大、45.0重量%或更大、50.0重量%或更大、或55.0重量%或更大;以及基于聚合物粘结磨料制品(或可光致固化组合物)的总重量计80重量%或更小的磨料颗粒、基于聚合物粘结磨料制品(或可光致固化组合物)的总重量计75重量%或更小、70重量%或更小、65重量%或更小、60重量%或更小、55重量%或更小、50重量%或更小、或者45重量%或更小的磨料颗粒。换句话说,聚合物粘结磨料制品(或可光致固化组合物)可包含基于聚合物粘结磨料制品(或可光致固化组合物)的总重量计0.5重量%至70重量%、1.0重量%至55重量%、或0.5重量%至45重量%的磨料颗粒。
[0112]
光学增白剂与光引发剂竞争光吸收,从而限制过度曝光和/或模糊以便增强分辨
率。光学增白剂是吸收电磁光谱的紫外区和紫色区(通常为340纳米-370纳米(nm))中的光并且通过荧光重新发射蓝色区(通常为420nm-470nm)中的光的化合物。有用的光学增白剂可以商品名“benetex ob-ml”从佐治亚州苏万尼的美佐公司(mayzo,inc.,suwanee,ga)商购获得,并以商品名“tinopal cbs”从德国路德维希港的巴斯夫公司(basf,ludwigshafen,germany)商购获得。光学增白剂还可有助于限制来自能量源的辐射穿过可固化组合物,并且将固化反应包含到局部区域。
[0113]
光吸收剂可包括至少一种uv吸收剂、可见光吸收剂或它们的任何组合。有机uv吸收剂的合适示例包括二苯甲酮、苯并三唑、苯并噁嗪酮和三嗪。光吸收剂任选地包括光稳定剂,优选地受阻胺光稳定剂(hals),其通常在分子中具有受阻哌啶骨架。hals的具体示例包括双-(2,2,6,6-四甲基-4-哌啶基)癸二酸酯、双-(n-甲基-2,2,6,6-四甲基-4-哌啶基)癸二酸酯、双-(l,2,2,6,6-五甲基-4-哌啶基)癸二酸酯、l,2,2,6,6-五甲基-4-哌啶基-十三烷基-l,2,3,4-丁烷四羧酸酯、四-(2,2,6,6-四甲基-4-哌啶基)-l,2,3,4-丁烷四羧酸酯和四-(n-甲基-2,2,6,6-四甲基-4-哌啶基)-l,2,3,4-丁烷四羧酸酯。
[0114]
合适的可见光吸收剂应能够在约400nm和约700nm之间的波长范围内的某处吸收光。可见光吸收剂可选自酮、香豆素染料(例如,香豆素酮)、氧杂蒽染料、吖啶染料、噻唑染料、噻嗪染料、噁嗪染料、吖嗪染料、氨基酮染料、卟啉、芳族多环烃、对位取代的氨基苯乙烯基酮化合物、氨基三芳基甲烷、部花青、方酸菁染料和吡啶盐染料。优选地,可见光吸收剂为α-二酮;樟脑醌是特别优选的并且可从西格玛奥德里奇公司(sigma-aldrich)商购获得。
[0115]
通常,光学增白剂和/或光吸收剂以基于光致固化聚合物基体的总重量计大于0.01重量%(wt.%)的量存在。该量是光学增白剂和光吸收剂(如果两者都存在)的总量,或仅是光学增白剂或光吸收剂之一(如果仅存在一种)的量。在一些实施方案中,引发剂和光学增白剂或光吸收剂以17或更大的引发剂:1光学增白剂或光吸收剂;20或更大:1;25或更大:1;30或更大:1;35或更大:1;40或更大:1;45或更大:1;50或更大:1;55或更大:1;60或更大:1;或者65或更大的引发剂:1光学增白剂或光吸收剂;以及72或更小的引发剂:1光学增白剂或光吸收剂;68或更小:1;64或更小:1;61或更小:1;58或更小:1;54或更小:1;51或更小:1;48或更小:1;44或更小:1;41或更小:1;或者38或更小的引发剂:1光学增白剂或光吸收剂的摩尔比存在。换句话说,引发剂和光学增白剂或光吸收剂可以17:1引发剂至72:1光学增白剂或光吸收剂的摩尔比存在。在选择的实施方案中,有利地存在光学增白剂以帮助控制光化辐射渗透到可光致固化组合物中的深度。
[0116]
关于聚合物粘结磨料制品,可光致固化组合物通常包含一种或多种有机热固性组分(例如,单体和低聚物),通常包含一种或多种添加剂,例如填料、固化剂(例如,自由基引发剂(光引发剂或热引发剂)、抗氧化剂和/或光稳定剂。
[0117]
可使用计算机建模诸如计算机辅助设计(cad)数据来生成表示制品(例如,聚合物粘结磨料制品)的数据。表示制品设计的图像数据可以stl格式或任何其他合适的计算机可加工格式导出到叠层制造设备中。还可采用扫描方法来扫描三维对象以产生代表制品的数据。获取数据的一个示例性技术是数字扫描。可使用任何其他合适的扫描技术来扫描制品,包括x射线照相、激光扫描、计算机断层扫描(ct)、磁共振成像(mri)和超声波成像。其他可能的扫描方法在美国专利申请公布2007/0031791(cinader,jr.等人)中有所描述。可处理可包括来自扫描操作的原始数据和代表来源于原始数据的制品的数据两者的初始数字数
据集以将制品设计从任何周围结构(例如,制品的支撑件)分段。
[0118]
通常,机器可读介质被提供作为计算装置的一部分。计算装置可具有一个或多个处理器、易失性存储器(ram)、用于读取机器可读介质的装置、以及输入/输出装置,诸如显示器、键盘和指向装置。另外,计算装置还可包括其他软件、固件或者它们的组合,诸如操作系统和其他应用软件。计算装置可以是例如工作站、膝上型计算机、个人数字助理(pda)、服务器、大型机或任何其他通用或应用程序特定计算装置。计算装置可从计算机可读介质(诸如硬盘、cd-rom或计算机存储器)读取可执行软件指令,或者可从逻辑连接到计算机的另一源(诸如另一台联网计算机)接收指令。参见图10,计算装置1000通常包括内部处理器1080、显示器1100(例如,监视器)和一个或多个输入装置诸如键盘1140和鼠标1120。在图10中,制品1130(例如,聚合物粘结磨料制品)在显示器1100上示出。
[0119]
参见图6,在某些实施方案中,本公开提供了系统600。系统600包括显示器620,该显示器显示制品的3d模型610(例如,如图10的显示器1100上所示的制品1130);以及一个或多个处理器630,该一个或多个处理器响应于由用户选择的3d模型610,致使3d打印机/叠层制造装置650产生制品660的物理对象。通常,输入装置640(例如,键盘和/或鼠标)与显示器620和至少一个处理器630一起使用,特别是供用户选择3d模型610。制品660包括由连续的光致固化聚合物基体形成的聚合物粘结磨料制品,所述光致固化聚合物基体包含保留在其中的磨料颗粒,其中所述聚合物粘结磨料制品具有三维形状。
[0120]
参见图7,处理器720(或多于一个处理器)与机器可读介质710(例如,非暂态介质)、3d打印机/叠层制造装置740以及任选地显示器730中的每一者进行通信以供用户查看。3d打印机/叠层制造装置740被构造成基于来自处理器720的指令制备一个或多个制品750,该处理器从机器可读介质710提供表示制品750(例如,如图10的显示器1100上所示的制品1130)的3d模型的数据。
[0121]
在形成制品之后,通常将其从叠层制造设备移除,并且从制品的表面移除至少一些含有未固化的可光致固化单体的液体分散体,诸如通过使用质量惯性力或洗涤,如上所述。在此阶段,三维制品通常具有足够的生坯强度以用于在方法的任何剩余步骤中处理。制品表面以及本体制品自身通常仍保留未固化的材料,这表明需要进一步固化。当制品随后将被后固化时,除去残留的未固化的可光致固化组分是特别有用的,以使不期望地直接固化到制品上的未固化的残留材料最小化。“固化”制品可包含至少一种已至少部分聚合和/或交联的可光致固化组分(例如,单体、低聚物、聚合物等)。例如,在一些情况下,至少部分聚合的制品为至少约10%聚合或交联的,或者至少约30%聚合或交联的。在一些情况下,至少部分聚合的制品为至少约50%、至少约70%、至少约80%、或至少约90%聚合或交联的,例如在约10%与约99%之间聚合或交联的。在该(初始)固化阶段期间,一些组分可能根本不反应。
[0122]
可通过借助光化辐射、加热或两者进一步照射来实现进一步固化。暴露于光化辐射可用任何方便的辐射源(通常是uv辐射、可见光辐射和/或电子束辐射)来实现,剂量为至少1焦耳/平方厘米(j/cm2)或当量。加热通常在约35℃至120℃范围内的温度处进行至少10分钟的持续时间并且任选地在惰性气氛中进行。结合了uv辐射和热能的所谓后固化烘箱特别适合于在后固化过程中使用。一般来讲,相对于未后固化的相同三维制品,后固化改善了三维制品的机械特性和稳定性。
[0123]
参见图8,例如并且不限于,叠层制造方法包括从(例如,非暂态)机器可读介质中检索810表示根据本公开的至少一个实施方案的制品(例如,聚合物粘结磨料制品)的3d模型的数据。方法还包括由一个或多个处理器使用该数据来执行820与制造装置对接的叠层制造应用程序;以及由制造装置生成830制品的物理对象。可进行一个或多个各种任选的后处理步骤840。通常,将未固化的可光致固化组分从制品中去除,然后可将制品进一步热处理和/或烧结。
[0124]
另外,参见图9,制备制品的方法包括通过具有一个或多个处理器的制造装置接收910数字对象,该数字对象包含指定(例如,聚合物粘结磨料)制品的数据;以及基于数字对象,利用制造装置通过叠层制造工艺来生成920制品。同样地,制品可经历后处理930的一个或多个步骤。
[0125]
在一些实施方案中,光致固化聚合物基体包含选自烯键式不饱和单体和/或低聚物、环氧乙烷单体和/或低聚物、氧杂环丁烷单体和/或低聚物、环状烯烃单体和/或低聚物、或者硫醇烯单体和/或低聚物的至少一种单体、低聚物或聚合物的反应产物。在选择的实施方案中,光致固化聚合物基体包含(甲基)丙烯酸酯单体以及环氧化物单体或环状烯烃单体中的至少一者的反应产物。
[0126]
烯键式不饱和单体的代表性示例包括单-、二-或聚-丙烯酸酯和甲基丙烯酸酯,诸如丙烯酸甲酯、甲基丙烯酸甲酯、丙烯酸乙酯、甲基丙烯酸异丙酯、丙烯酸正己酯、丙烯酸十八烷基酯、丙烯酸烯丙酯、二丙烯酸甘油酯、三丙烯酸甘油酯、乙二醇二丙烯酸酯、二乙二醇二丙烯酸酯、二甲基丙烯酸三甘醇酯、二丙烯酸1,3-丙二醇酯、二甲基丙烯酸1,3-丙二醇酯、三羟甲基丙烷三丙烯酸酯、三甲基丙烯酸1,2,4-丁三醇酯、二丙烯酸1,4-环己二醇酯、三丙烯酸季戊四醇酯、四丙烯酸季戊四醇酯、四甲基丙烯酸季戊四醇酯、六丙烯酸山梨醇酯、双[1-(2-丙烯酰氧基)]-对-硫氧基苯基二甲基甲烷、双[1-(3-丙烯酰氧基-2-羟基)]-对-丙氧基苯基二甲基甲烷、异氰脲酸三丙烯酸三羟乙酯;分子量为200至500的聚乙二醇的二丙烯酸酯和二甲基丙烯酸酯,诸如美国专利4,652,274的那些的丙烯酸酯化单体的可共聚混合物和诸如美国专利4,642,126的那些的丙烯酸酯化低聚物;不饱和的酰胺,诸如亚甲基双丙烯酰胺、亚甲基双甲基丙烯酰胺、1,6-六亚甲基双丙烯酰胺、二亚乙基三胺三丙烯酰胺和甲基丙烯酸-β-甲基丙烯酰氨乙酯);以及乙烯基化合物,诸如苯乙烯、n-乙烯基吡咯烷酮、n-乙烯基己内酰胺、邻苯二甲酸二烯丙酯、乙烯基酯(例如乙酸乙烯酯、丙酸乙烯酯、琥珀酸二乙烯酯和己二酸二乙烯酯)和邻苯二甲酸二乙烯酯。如果需要,可以使用两种或更多种单体的混合物。
[0127]
多种(甲基)丙烯酸酯单体可容易地商购获得,例如,从此类供应商如宾夕法尼亚州埃克斯顿的沙多玛公司(sartomer,exton,pa)商购获得。示例性的丙烯酸酯单体包括乙二醇二(甲基)丙烯酸酯、己二醇二(甲基)丙烯酸酯、三乙二醇二(甲基)丙烯酸酯、三羟甲基丙烷三(甲基)丙烯酸酯、甘油三(甲基)丙烯酸酯、季戊四醇三(甲基)丙烯酸酯、乙氧基化的三羟甲基丙烷三(甲基)丙烯酸酯、新戊二醇二(甲基)丙烯酸酯、季戊四醇四(甲基)丙烯酸酯、二季戊四醇五(甲基)丙烯酸酯、山梨糖醇三(甲基)丙烯酸酯、山梨糖醇六(甲基)丙烯酸酯、双酚a二(甲基)丙烯酸酯、乙氧基化的双酚a二(甲基)丙烯酸酯、由沙多玛公司以sr368d销售的三-(2-羟乙基)异氰脲酸酯三丙烯酸酯以及它们的混合物。另外的可用多官能(甲基)丙烯酸酯低聚物包括聚醚低聚物,诸如沙多玛公司销售的商品名为sr 259的聚乙二醇
200二丙烯酸酯;和沙多玛公司销售的商品名为sr 344的聚乙二醇400二丙烯酸酯。
[0128]
可用的高粘度低聚物包括表现出40帕秒(pa
·
s)或更大、50pa
·
s或更大、75pa
·
s或更大、100pa
·
s或更大、或150pa
·
s或更大的粘度的化合物。通常,粘度为1,000pa
·
s或更小。至少一种高粘度低聚物可包含在可光致固化组合物中,例如以帮助保持磨料颗粒分散在组合物中。合适的低聚物包括如pct公开wo2012/003136(eckert等人)中的化合物(a)详细描述的那些。例如,在一个实施方案中,化合物(a)具有以下特征:仅一个具有6至20个碳原子的主链单元(u),其中至少6个碳原子形成芳族环状部分或脂族环状部分,其余碳原子或为所述环状部分侧位取代基的部分或为至间隔单元的桥接基团的部分,其中所述其余碳原子的一个或多个可由氧原子取代,所述主链单元不包含双酚结构并优选不包含卤素原子,经由醚键被连接至所述主链单元(u)的一个或两个单元(s),至少一个单元(s)在一个单元(s)内包含-ch
2-ch
2-ch
2-ch
2-o-ch
2-ch(q)-og部分或-ch
2-ch(og)-ch
2-om部分或这两类部分的混合物,其中g包含至少一个可聚合部分和氨基甲酸酯部分,所述氨基甲酸酯部分充当至单元(s)的连接元件,并且m包含至少一个基团,所述基团选自丙烯酰基、甲基丙烯酰基、芳基以及它们的混合物和组合,q包含至少一个基团,所述基团选自氢、甲基、苯基、苯氧基甲基以及它们的混合物和组合,以及前提条件是,所述主链单元(u)上附接有至少两个取代基,每个取代基具有至少一个基团g,其中在仅存在一个单元(s)的情况下,并非所述单元(s)的部分的所述基团g位于单元(u)的其他侧位取代基中。
[0129]
如果需要,粘度可使用haake rotovisco rv1装置(转子c60/1用于高达8000mpa
·
s的粘度或转子c20/1用于高于8000mpa
·
s的粘度以及与定子p61一起)测量。粘度通常在23.0℃处在两个平面和平行板之间测量(即定子和转子)。体系启动和校正后,安装适当的转子。然后降低转子,并且调节定子和转子之间的距离至0.052mm(使用软件rheowin pro job manager software 2.94版)来进行粘度测量。然后升高转子,并且将待测量的材料送到定子上(1.0ml,转子c60/1,或0.04ml,转子c20/1)。没有不适当的延迟,降低转子到初步调节测量位置。将待测量的材料在23.0℃处回火。测量的剪切速率要调整到一个使扭矩为至少5000μν
·
m的值(因此通常使用100、200、500或1000s-1
的剪切速率,这取决于待测量材料的粘度)。开始测量,并且运行60秒。在测量开始后的前20秒记录粘度值(pa
·
s),并且记录值的平均值作为粘度给出。
[0130]
可用的环氧乙烷单体和低聚物可包括单官能、二官能或多官能缩水甘油醚,诸如通过使一元醇或多元醇或多元酚与表氯醇反应制备的那些。一元醇的示例可包括甲醇、乙醇、2-乙基己醇、1-十二烷醇。多元醇的示例可包括丁二醇、聚乙二醇和甘油。多元酚的示例可包括双酚a、双酚f、双酚ad、儿茶酚或间苯二酚。
[0131]
可用的环氧乙烷单体和低聚物包括可商购的环氧化合物,诸如十八烷基氧化物、甲基丙烯酸缩水甘油酯、己二酸双(3,4-环氧环己基甲基)酯(来自新纳希(synasia)的syna epoxy 28)、双官能双酚a/表氯醇(来自德国罗斯巴赫的瀚森特种化学品公司(hexion specialty chemicals gmbh,rosbach,germany)的epon 828)。
[0132]
可用的环氧乙烷化合物还包括缩水甘油酯和聚缩水甘油酯。聚缩水甘油醚可通过使多元羧酸与表氯醇反应而获得。此类多元羧酸可包括二聚酸(例如,得自南卡罗来纳州辛普森维尔的欧莱昂公司(oleon,simpsonville,sc)的radiacid 0950)和三聚酸(例如,得自欧莱昂公司的radiacid 0983)。合适的缩水甘油酯包括新癸酸的缩水甘油酯(例如得自cvc
特种化学制品公司的erisys gs-110)和二聚酸的缩水甘油酯(例如得自cvc特种化学制品公司的drisys gs-120)。
[0133]
可用的氧杂环丁烷单体包括二甲苯双氧杂环丁烷、3,3'-(氧双(亚甲基))双(3-乙基氧杂环丁烷)、1,4-双[(3-乙基-3-氧杂环丁基甲氧基)甲基]苯、3-乙基-3-苯氧基甲基氧杂环丁烷、双[{1-乙基(3-氧杂环丁基)}甲基]醚、2-乙基-3{[(3-乙基氧杂环丁烷-3-基)甲氧基]甲基}氧杂环丁烷、3-乙基-3-羟甲基氧杂环丁烷(氧杂环丁烷醇)、4,4'-双[(3-乙基氧杂环丁烷-3-基)甲氧基]甲基联苯或它们的任何组合。几种氧杂环丁烷单体可从纽约的长濑美国有限责任公司(nagase america llc,new york,ny)商购获得。
[0134]
可用的环状烯烃单体包括降冰片烯、亚乙基降冰片烯、环戊烯、环辛烯、二环戊二烯、三环戊二烯、四环戊二烯、降冰片二烯、7-氧代双环[2.2.1]庚-2-烯、四环[6,2,13,6,0
2,7
]十二烷-4,9-二烯以及它们与取代基的衍生物,所述取代基包括脂族基团、芳族基团、酯、酰胺、醚和硅烷。
[0135]
可用的硫醇烯单体包括具有至少一个-sh基团的亚烷基、亚芳基、亚烷基芳基、亚芳基烷基或亚烷基亚芳基烷基。
[0136]
在固化期间,热固性化合物形成共价交联的粘结网络,该粘结网络硬化并增强所得聚合物粘结材料。
[0137]
有利地,根据本公开的至少某些实施方案的方法适用于制备不能轻易通过其他方法制成的各种粘结磨料制品。例如,只要朝磨料预成形件的外部存在用于去除未固化组合物的开口,即可包含(内部)建筑空隙。因此,可使用本公开的方法轻松制备具有曲折和/或弧形路径的冷却通道。冷却通道朝粘结磨料制品的外部敞开。在一些实施方案中,它们具有单个开口,但更典型地,它们具有两个或更多个开口。冷却介质(例如,空气、水、乳液或油)通过冷却通道循环,以去除研磨工艺期间产生的热量。因此,本公开提供了一种粘结磨料制品,所述粘结磨料制品任选地包括以下中的至少一者:至少部分地延伸通过聚合物粘结磨料制品的至少一个曲折冷却通道;至少部分地延伸通过聚合物粘结磨料制品的至少一个弧形冷却通道。
[0138]
关于上述任何聚合物粘结磨料制品,连续的光致固化聚合物基体是任选地由多个层形成的。在此类实施方案中,多个层中的每个层具有10微米或更大、20微米或更大、30微米或更大、40微米或更大、50微米或更大、60微米或更大、70微米或更大、80微米或更大或90微米或更大的平均厚度;以及150微米或更小、140微米或更小、130微米或更小、120微米或更小、110微米或更小或者100微米或更小的平均厚度。优选地,层厚度大于组合物中最大磨料颗粒的d99。
[0139]
在某些实施方案中,聚合物粘结磨料制品选自由以下组成的组:磨料研磨钻头、磨料抛光钻头、磨轮、磨料垫和砂轮,以及许多迄今未知的聚合物粘结磨料制品。
[0140]
实施例
[0141]
除非另外指明或从上下文中容易看出,否则在实施例和说明书的其余部分中的所有份数、百分比、比率等均按重量计。
[0142]
表1:材料列表
[0143]
[0144][0145]
表2.树脂制剂
[0146] ex-1ex-2ex-3ex-4ex-5ex-6ce-1sr368d(份数)70634854 54 sr399(份数)
ꢀꢀꢀꢀ
27.7
ꢀꢀ
sr351lv(份数)
ꢀꢀꢀꢀ
15.7
ꢀꢀ
sr506c(份数)
ꢀꢀꢀꢀ
11.0
ꢀꢀ
ergp-dma(份数) 7126 6 solplus r700(份数)
ꢀꢀꢀꢀ
2.2
ꢀꢀ
填料-1(份数)30304040 40 填料-2(份数)
ꢀꢀꢀꢀ
43.5
ꢀꢀ
填料-3(份数)
ꢀꢀꢀꢀꢀꢀ
33pu-1(份数)
ꢀꢀꢀꢀꢀꢀ
67tpo(phr)0.700.630.480.54 0.6 cpq(phr)
ꢀꢀꢀꢀ
0.16
ꢀꢀ
edmab(phr)
ꢀꢀꢀꢀ
0.60
ꢀꢀ
dpihfp(phr)
ꢀꢀꢀꢀ
0.16
ꢀꢀ
bht(phr)0.0490.0440.0340.0380.110.042 ob(phr)0.0490.0440.0340.038 0.042 v-88(phr)
ꢀꢀꢀ
0.30
ꢀꢀꢀ
[0147]
制备实施例1-填料-1
[0148]
如下使用喷雾干燥技术由水性分散体制备填料-1:将49g的standex230添加到1,100g去离子水中并连续搅拌。在10分钟之后,在1分钟时间间隔内添加720g的gf。应注意,在使用之前将gf磨碎成约4.2微米的粒度。然后在连续搅拌的情况下将880g的mcd1添加到溶液中。最终分散步骤包括以10,000rmp均匀化10分钟。然后将溶液在1mm并流喷嘴雾化器(来自丹麦soborg的gea工程技术股份公司(gea process engineering a/s,soborg,denmark)的mobile miner 2000)中雾化。将雾化压力设置为2巴,气流最大为70%-80%。将空气在200℃处供应至雾化室中并用于在液滴形成时对液滴进行干燥,从而制备喷雾干燥的陶瓷磨料复合物。然后将所收集的复合物与alox组合,从而形成65/35的复合物/alox(重量/重量)粉末共混物。使粉末共混物在750℃处玻璃化1小时。在冷却之后,使玻璃化的陶瓷磨料复合物穿过具有约38微米的开口的常规筛网。具有约38微米和更小的粒度的所收集的玻璃化陶瓷磨料复合物被命名为填料-1。
[0149]
使用粘结剂喷射的比较磨料制品(ce-1)的3d打印
[0150]
由67重量%的聚氨酯粉末pu-1和33重量%的填料-3制备粉末混合物。通过干燥混合制备粉末混合物并将其置于exone m-lab打印机(宾夕法尼亚州诺斯亨廷顿的exone公司(exone company,north huntingdon,pa))的进料活塞中。将3d模型准备成文件以制作样片,并且使用exone软件将该文件准备成打印作业。将粉末混合物在exone m-lab innovent中打印,其中关键参数如下:层高为100微米,辊速为5毫米/秒,将打印饱和度设定为标称90%水平,并且将干燥时间设定为15秒。粘结剂选择是bs004。打印的部件在室温处干燥过夜。在打印完成后,从打印机中取出部件和粉末床。发现打印的3d部件(ce-1)非常稳定。将脱粉的部件在210℃处热处理1小时,在此期间ce-1尺寸减小并且变得坚硬且耐用。
[0151]
用配制的树脂对磨料套筒(ex1-ex6)进行3d打印
[0152]
除非另外指明,否则所有3d打印实施例均使用asiga pico 2(购自加利福尼亚州阿纳海姆希尔斯的asiga美国公司)的光聚合3d打印机)制备。asiga pico 2打印机配备有385nm的led光源和包括pfa6515tz窗膜(德国贝格基兴的泰良集团(dyneon gmbh,burgkirchen,germany))的定制缸。将一层3m微孔手术胶带(产品编号1535-1,明尼苏达州圣保罗的3m公司)施加到构建平台上,以改善印刷部分和构建平台之间的粘附性。磨料制品设计以.stl文件形式提供。
[0153]
用表2中列出的每种制剂打印磨料套筒。具体地,对于ex-1至ex-6,首先在环境条件下将除填料之外的所有材料装入高速混合器杯中。然后使用设定为3000rpm和1分钟时间间隔的dac-150fv速度混合器(德国豪舍尔德有限两合公司(hauschild&co.kg,germany))快速混合制剂,直到树脂完全均匀。随后添加填料,并再次快速混合制剂以获得均匀的印刷糊料。在光致聚合之前,将打印机的树脂浴加热至40℃以降低印刷树脂的粘度。
[0154]
对于ex-1至ex-4,使用以下设置进行打印:切片厚度=50μm;烧制层数=1;分离速度=3mm/s,分离距离=6mm,接近速度=2mm/s,老化暴露=20s,正常暴露=1.75s(除非另有指示),并且滑动速度为7mm/min,具有1个载片/层。对于ex-6,使用与ex-1至ex-4相同的设置,除了老化暴露=25s和正常暴露=1.4s。将ex-1至ex-4中的每一个印刷成具有图3中聚合物粘结磨料制品的形状。ex-6被印刷成具有图5l中的聚合物粘结磨料制品的形状。
[0155]
在手动搅拌5分钟下,将印刷制品(ex-1至ex-3)表面上的过量树脂在异丙醇(ipa,从vwr化学公司(vwr chemicals)获得)中去除两次。将洗涤的部件在环境条件下干燥过夜。对于ex-4和ex-6,使用以1500rpm离心1分钟两次来去除印刷制品表面上的过量树脂。然后将印刷制品(ex-4和ex-6)在设定为120℃的烘箱中调理2小时。图5l为ex-6的印刷制品的照片。该制品是具有包括多个分离的子结构5800的圆柱形的聚合物粘结磨料制品5015。分离的子结构在聚合物粘结磨料制品5015的一个端部5810处并且还在制品5015的相对端部5812处附接到聚合物粘结磨料制品5015。
[0156]
实施例5(ex-5)使用也来自加利福尼亚州阿纳海姆希尔斯的asiga美国公司的修改的asiga plus制备。将该asiga plus打印机修改为具有460nm的led光源。还使用具有pfa6515tz窗膜的定制缸和具有3m微孔手术胶带(1535-1)的构建平台。在室温处使用.stl文件打印样品。通过将构建平台降低至z高度=0并手动照射led 15s,然后将构建平台升高至标准起始位置,从而制备手动老化层。使用以下设置进行打印:切片厚度=25μm;烧制层数=4;分离速度=1mm/s,分离距离=5mm,接近速度=2mm/s,老化暴露=8s,正常暴露=2s
(除非另有指示),并且滑动速度为10mm/min,具有1个载片/层。在搅拌下,在ipa中去除印刷制品表面上的过量树脂,持续5分钟。将洗涤的部件在环境条件下干燥过夜。
[0157]
具有3d打印磨料套筒(ex-4)的玻璃抛光工具(ex-7)的制造
[0158]
图3示出了具有打印磨料套筒(ex-4)的玻璃抛光工具(ex-7)的构造。具体地,首先将圆形泡沫橡胶(3m公司,bumpon sj6008,1/8”厚(0.32cm))激光切割成7/16”(0.44cm)外径和3/8”(0.38cm)内径,以便将其装入磨料套筒(ex-4,7/16”(0.44cm)内径)。将钢柄(部件编号91595a476,来自mcmaster-carr公司,6mm od,40mm长)以500微米的径向跳动插入到中心腔中。用金刚石修整器修整工具,以改善径向跳动。氰基丙烯酸酯(scotch-weld ca4,3m公司)胶用于将橡胶层粘结到磨料套筒和钢柄。
[0159]
来自光聚合和粘结剂喷射的印刷复合制品的横截面图像
[0160]
扫描电子显微镜(sem)成像:
[0161]
使用sem分析打印的ex-4和ce-1的垂直于构建方向的xy平面。打印的制品的任意xy平面通过首先使用剃刀刀片切割缺口来制备。随后通过使用钳子在缺口处断裂制品来暴露xy平面。将用于表面成像的样品安装在暴露的xy平面朝上的导电碳带接片上。将接片安装在sem短插芯上,并且沉积aupd薄涂层(20ma/60秒)以使其具有导电性。成像是在10kv和11mm wd处使用se探测器和低磁力模式进行的,没有倾斜,放大倍数为30x、200x或1200x。使用通用分析型扫描电子显微镜(以商品名“jsm-6010la”获自日本东京的joel有限公司(joel ltd.,tokyo,japan))进行成像。
[0162]
图4a、图4c和图4e示出了ex-4的横截面,而图4b、图4d和图4f示出了ce-1的横截面。横截面sem图像表明使用光聚合打印的复合制品的聚合物基体是连续的,而粘结剂喷射制品的聚合物基体是不连续的。
[0163]
测试方法
[0164]
研磨有效性测试
[0165]
在划线和粗磨操作之后,提供经部分修整的覆盖玻璃。覆盖玻璃材料是来自康宁(纽约的康宁公司(corning,ny))并且1.1毫米厚的gorilla玻璃3(gg3)。使用cnc机器对经部分修整的覆盖玻璃进行边缘磨削,以形成期望的尺寸和形状。然后使用来自加利福尼亚州帕萨迪纳市的小间制作所(little machine shop,pasadena,ca)的改进的微型研磨机和圆柱形研磨工具(ex-6)研磨边缘研磨的覆盖玻璃以改善研磨边缘的表面光洁度。圆柱形研磨工具的外径为约14mm。研磨测试在1lb(0.45kg)的力处进行,每次10分钟,以每分钟3000转(rpm)运行。将微型研磨机的驱动滑轮修改以允许微型研磨机以3000rpm运行,并且将来自康涅狄格州贝瑟尔的del-tron公司(del-tron,bethal,ct)的线性滑动轴承型号#nbt-3105a安装在微型研磨机床上并且装配有固定装置以固定玻璃。使用尼龙线、滑轮和重量来控制玻璃边缘进入旋转圆柱形研磨工具的力。在每10分钟测试之前和之后测量玻璃(gg3)重量。每次运行后的玻璃切割量记录在表3中。结果表明,光聚合抛光套筒能够去除材料。使用bruker contour gt(明尼苏达州伊甸草原的布鲁克公司(bruker corporation,eden prarie,mn)),使用具有白光的垂直扫描干涉测量法(vsi)以5x的放大倍数测量表面光洁度。测量两个相关的表面光洁度参数:sa被定义为每个点的高度与表面的算术平均值相比的绝对差,而sz被定义为所限定区域内的最大峰高和最大凹坑深度的绝对值的总和。成品玻璃边缘表现出一致的粗糙度。
[0166]
使用来自日本大阪的基恩士(keyence,osaka,japan)的vhx5000、数字显微镜测量研磨工具的磨损。将磨损的圆柱形研磨工具水平放置在显微镜载物台上,并且调节焦点以观察磨具的边缘,从而运行比较工具轮廓的未使用区域和使用区域。使用具有两条平行线的vhx 5000测量软件来确定磨料磨损量。在三次10分钟测试之后测量磨损以得到磨料的平均磨损率。ex-6在1lb(0.45kg)力处在30分钟后表现出小于20微米的磨损。
[0167]
表3.切割速率和表面光洁度的定量
[0168]
ex-7切割量(mg)sa(nm)sz(nm)第1个10min6.21213050第2个10min5.9982845第3个10min5.01063035
[0169]
以上获得专利证书的申请中所有引用的参考文献、专利和专利申请以一致的方式全文以引用方式并入本文中。在并入的参考文献部分与本技术之间存在不一致或矛盾的情况下,应以前述说明中的信息为准。为了使本领域的普通技术人员能够实践受权利要求书保护的本公开而给出的前述说明不应理解为是对本公开范围的限制,本公开的范围由权利要求书及其所有等同形式限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1