对金属工件施加弹性应力场并辅助超声滚压的表面强化装置及方法与流程
1.本发明涉及金属表面机械强化领域,具体地说,涉及的是对金属工件施加弹性应力场并辅助超声滚压的表面强化装置及方法。
背景技术:
2.对金属材料疲劳性能产生最重要影响的因素之一是残余应力。其中,残余压应力可以部分甚至全部抵消拉伸外载,闭合微裂纹,抑制疲劳裂纹源形成,延缓疲劳裂纹扩展,从而提高金属构件疲劳性能。超声滚压是一种先进的机械表面强化方法,可在金属构件表层产生残余压应力场,提高其疲劳性能。超声滚压产生的表层残余压应力场的重要指标包括表面残余压应力水平、峰值残余压应力水平和残余压应力影响层深度。
3.现有超声滚压强化方法存在一定的局限性,所产生的表面残余压应力和峰值残余压应力水平偏低,残余压应力影响层较浅,无法最大限度提升金属材料的疲劳性能,因而需要寻求更完善的超声滚压表面强化方法。
技术实现要素:
4.本发明的目的在于克服现有技术不足,提供对金属工件施加弹性应力场并辅助超声滚压的表面强化装置,所述金属工件为圆柱状工件,所述表面强化装置包括:
5.双主轴同步旋转系统,所述双主轴同步旋转系统包括对称布置的两个主轴箱,以及位于两个主轴箱之间的同步运动基座,两个主轴箱的输出轴通过同步皮带与同一根可伸缩同步轴相连,在两根输出轴相对一端均配置有夹紧装置;
6.超声滚压系统,安装在所述同步运动基座上并位于金属工件的一侧,同步运动基座用于带动超声滚压系统沿金属工件轴向做进给运动,所述超声滚压系统包括有一可径向靠近/远离所述金属工件的超声滚压头;
7.弹性应力场加载装置,包括横移驱动系统以及固定在两个夹紧装置上的环状夹具,两个所述环状夹具相对的一端设有安装孔,金属工件轴向的两端固定在两个环状夹具的安装孔内,横移驱动系统驱动第一主轴箱做远离第二主轴箱的水平横移,对所述金属工件按设定的应力水平做拉拔处理,进而对金属工件施加弹性应力场。
8.进一步的,在第一主轴箱上固定有一用于驱动所述可伸缩同步轴转动的主轴伺服电机。
9.进一步的,横移驱动系统配置有一套水平驱动装置与第一主轴箱相连,所述水平驱动装置包括有液压驱动装置和活塞杆,其中,液压驱动装置上安装有油压阀,液压驱动装置通过活塞杆与第一主轴箱相连;
10.两个主轴箱均安装在床身的滑轨上。
11.进一步的,所述金属工件轴向的两端通过螺纹或卡扣固定在所述环状夹具的安装孔内。
12.进一步的,夹紧装置为爪盘,
13.环状夹具为截面呈“t”型的套筒,前端设置有所述安装孔,后端设置有固定在所述爪盘中心孔内的凸台。
14.进一步的,所述超声滚压头沿所述金属工件径向方向靠近/远离所述金属工件。
15.一种利用上述装置对金属工件进行表面强化的方法,包括如下步骤:
16.s1、在两个夹紧装置上分别固定好环状夹具,并将金属工件轴向的两端固定在两个固定环状夹具之间;
17.s2、利用横移驱动系统带动第一主轴箱做远离第二主轴箱的水平横移,以由两个环状夹具对中间的金属工件按设定的应力水平做拉拔处理,进而对金属工件施加弹性应力场;
18.s3、启动双主轴同步旋转系统,两个夹紧装置同步转动,带动金属工件按设定转速和转向旋转,同步运动基座运行带动超声滚压系统按设定进给速度和方向沿金属工件轴向进给运动;
19.s4、启动超声滚压系统,超声滚压系统的超声滚压头径向靠近金属工件,并继续沿金属工件轴向做进给运动,对旋转的金属工件进行弹性应力场辅助下的超声滚压表面强化;
20.s5、超声滚压结束后,关闭双主轴同步旋转系统,停止金属工件的旋转以及停止超声滚压系统的进给运动,然后超声滚压头径向远离金属工件;
21.s6、关闭横移驱动系统,使金属工件发生弹性回复;
22.s7、松开两个夹紧装置,取下金属工件。
23.进一步的,在步骤s2中,根据金属工件的横截面积和横移驱动系统活塞杆在液压缸内部的横截面积以及预设弹性应力大小,计算所需油压;
24.施加的弹性应力场强度不超过金属工件所用材料的单轴拉伸比例极限值。
25.在一些实施例中,将金属工件夹持在两个主轴箱的旋转输出轴之间,强化装置用于对金属工件表面施加超声滚压的同时,施加弹性应力场至金属工件,使金属材料的表面残余压应力水平和峰值残余压应力水平更高,残余压应力影响层更深,进而提高金属材料的疲劳性能。
附图说明
26.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
27.图1a示出了一种对金属工件施加多重物理场并辅助超声滚压的表面强化装置的示意图;
28.图1b示出了一种基于图1a装置对金属工件进行表面强化的方法流程图;
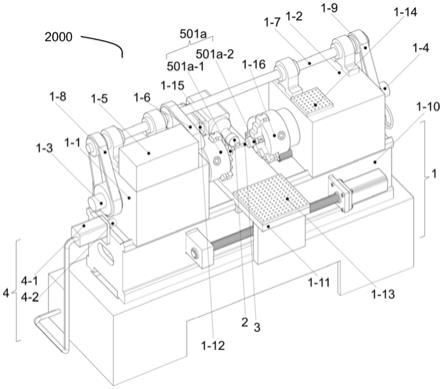
29.图2a示出了一种对金属工件施加弹性应力场并辅助超声滚压的装置的示意图;
30.图2b示出了一种基于图2a装置对金属工件进行表面强化的方法流程图;
31.图2c示出了两个主轴箱上安装的环状夹具将金属工件的两端夹持固定的示意图;
32.图3a示出了一种对金属工件施加脉冲电流场并辅助超声滚压的装置的示意图;
33.图3b示出了一种基于图3a装置对金属工件进行表面强化的方法流程图;
34.图3c示出了一种脉冲电流场加载装置及超声滚压系统的示意图;
35.图4a示出了一种对金属工件施加热场并辅助超声滚压的强化装置的示意图;
36.图4b示出了一种基于图4a装置对金属工件进行表面强化的方法流程图;
37.图4c示出了一种热场加载装置及超声滚压系统的示意图;
38.图5a示出了一种对金属工件施加脉冲电磁场并辅助超声滚压的装置的示意图;
39.图5b示出了一种基于图5a装置对金属工件进行表面强化的方法流程图;
40.图5c示出了一种脉冲电磁场加载装置及超声滚压系统的示意图;
41.图6a示出了一种对金属工件施加深冷场并辅助超声滚压的装置的示意图;
42.图6b示出了一种基于图6a装置对金属工件进行表面强化的方法流程图;
43.图6c示出了一种深冷场加载装置及超声滚压系统的示意图;
44.图7a示出了一种对金属工件施加弹性应力场和脉冲电流场并辅助超声滚压的装置的示意图;
45.图7b示出了一种基于图7a装置对金属工件进行表面强化的方法流程图;
46.图7c示出了一种用于夹持金属夹具的环状夹具以及脉冲电流场加载装置和超声滚压系统的示意图;
47.图8a示出了一种对金属工件施加弹性应力场和热场并辅助超声滚压的装置的示意图;
48.图8b示出了一种基于图8a装置对金属工件表面的强化方法流程图;
49.图8c示出了一种用于夹持金属夹具的环状夹具以及热场加载装置和超声滚压系统的示意图;
50.图9a示出了一种对金属工件施加弹性应力场和脉冲电磁场并辅助超声滚压的装置的示意图;
51.图9b示出了一种基于图9a装置对金属工件进行表面强化的方法流程图;
52.图9c示出了一种用于夹持金属夹具的环状夹具以及脉冲电磁场加载装置和超声滚压系统的示意图;
53.图10a示出了一种对金属工件施加弹性应力场和深冷场并辅助超声滚压的装置的示意图;
54.图10b示出了一种基于图10a装置对金属工件进行表面强化的方法流程图;
55.图10c示出了一种用于夹持金属夹具的环状夹具以及深冷场加载装置和超声滚压系统的示意图;
56.图11a示出了一种对金属工件施加弹性应力场、热场和深冷场并辅助超声滚压的装置的示意图;
57.图11b示出了一种基于图11a装置对金属工件进行表面强化的方法流程图;
58.图11c示出了一种用于夹持金属夹具的环状夹具以及深冷场加载装置、热场加载装置和超声滚压系统的示意图;
59.图12a示出了用于夹持金属工件两端的弹性应力场加载装置的爆炸图;
60.图12b
‑
1至图12b
‑
6示出了弹性应力场加载装置用于固定金属工件的安装过程图;
61.图13a为对金属工件表面仅实施普通超声滚压与施加弹性应力场辅助超声滚压的残余应力效果对比图;
62.图13b为对金属工件表面仅实施普通超声滚压与施加脉冲电流场辅助超声滚压、施加弹性应力场
‑
脉冲电流场辅助超声滚压的残余应力效果对比图;
63.图13c为对金属工件表面仅实施普通超声滚压与施加热场辅助超声滚压、施加弹性应力场
‑
热场辅助超声滚压、施加弹性应力场
‑
热场
‑
深冷场辅助超声滚压的残余应力效果对比图;
64.图13d为对金属工件表面仅实施普通超声滚压与施加脉冲电磁场辅助超声滚压、施加弹性应力场
‑
脉冲电磁场辅助超声滚压的残余应力效果对比图;
65.图13e为对金属工件表面仅实施普通超声滚压与施加深冷场辅助超声滚压、施加弹性应力场
‑
深冷场辅助超声滚压的残余应力效果对比图。
具体实施方式
66.在以下的一些实施例中,提供了一种或多种金属材料物理场辅助超声滚压表面强化装置及方法,从而使金属材料表面产生的表面残余压应力水平和峰值残余压应力水平更高,残余压应力影响层更深,进而提高金属材料的疲劳性能。
67.其中,选用原位tib2/2024al复合材料,以《金属材料力控制恒幅轴向疲劳测试试验标准》(astm e466
‑
15)推荐的哑铃型圆棒状试件为例。
68.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属本发明的保护范围。
69.实施例一
70.本实施例中为对应附图1a
‑
1b的应用实施例,其中图1a为表面强化装置1000的示意图,图1b为表面强化装置1000对金属工件进行表面强化的流程图。
71.如图1a所示,示出了一种金属材料物理场辅助超声滚压表面强化装置1000,包括双主轴同步旋转系统1、超声滚压系统2、金属工件3、横移驱动系统4和物理场加载系统5。
72.其中双主轴同步旋转系统1包括第一主轴箱1
‑
1、第二主轴箱1
‑
2、第一主轴1
‑
3、第二主轴1
‑
4、主轴伺服电机1
‑
5、主轴同步主动皮带1
‑
6、可伸缩同步轴1
‑
7、第一主轴同步从动皮带1
‑
8、第二主轴同步从动皮带1
‑
9、床身1
‑
10、同步运动基座1
‑
11、超声滚压系统基座1
‑
12、第二基座1
‑
13、第三基座1
‑
14、第一夹紧装置1
‑
15和第二夹紧装置1
‑
16。
73.其中,主轴伺服电机1
‑
5位于第一主轴箱1
‑
1顶部。主轴伺服电机1
‑
5通过主轴同步主动皮带1
‑
6与可伸缩同步轴1
‑
7相连。可伸缩同步轴1
‑
7通过第一主轴同步从动皮带1
‑
8和第二主轴同步从动皮带1
‑
9分别与第一主轴1
‑
3和第二主轴1
‑
4相连。第二主轴箱1
‑
2顶部设有第三基座1
‑
14。第一主轴1
‑
3和第二主轴1
‑
4分别安装于第一主轴箱1
‑
1和第二主轴箱1
‑
2内;第一主轴箱1
‑
1、第二主轴箱1
‑
2和同步运动基座1
‑
11分别安装于床身1
‑
10的滑轨之上,同步运动基座1
‑
11可在丝杠驱动下沿床身1
‑
10的滑轨移动。同步运动基座1
‑
11一端安装有超声滚压系统基座1
‑
12,另一端安装有第二基座1
‑
13;第一夹紧装置1
‑
15和第二夹紧装置1
‑
16上分别安装有卡爪;卡爪前端设有凸台卡齿;第一夹紧装置1
‑
15和第二夹紧装置1
‑
16
被分别安装于第一主轴1
‑
3和第二主轴1
‑
4的一侧,使得第一夹紧装置1
‑
15的卡爪和第二夹紧装置1
‑
16的卡爪朝向相对,并且可以夹持住金属工件3。
74.进一步地,超声滚压系统2被安装于超声滚压系统基座1
‑
12上,且该超声滚压系统基座1
‑
12安装在同步运动基座1
‑
11相对于金属工件3的另一侧。
75.进一步地,横移驱动系统4包括液压驱动装置4
‑
1和活塞杆4
‑
2。其中,液压驱动装置4
‑
1上被安装有油压阀,液压驱动装置4
‑
1通过活塞杆4
‑
2与第一主轴箱1
‑
1相连,从而液压驱动装置4
‑
1可驱动第一主轴箱1
‑
1沿床身1
‑
10的滑轨移动。
76.其中物理场加载系统5包括第一物理场加载系统501、第二物理场加载系统502和第三物理场加载系统503中的一者或多者。其中,第一物理场加载系统501可以包括弹性应力场系统501a。其中第一物理场加载系统501可视为横移驱动系统4,由横移驱动系统4驱动第一主轴箱1
‑
1做远离第二主轴箱1
‑
2的水平横移对所述金属工件3按设定的应力水平做拉拔处理,进而对金属工件3施加弹性应力场。第二物理场加载系统502可以包括脉冲电流场系统502a、热场系统502b、脉冲电磁场系统502c中的一者或多者。第三物理场加载系统503可以包括深冷场系统503a。
77.进一步地,第二物理场加载系统502和第三物理场加载系统503根据类型不同,可以单系统安装于第二基座1
‑
13或第三基座1
‑
14上,或多系统同时安装于第二基座1
‑
13和第三基座1
‑
14上,或多系统同时紧凑安装于第二基座1
‑
13或第三基座1
‑
14上。
78.如图1b所示,示出了一种金属材料物理场辅助超声滚压表面强化方法,依次为装夹工件、施加物理场、施加旋转和进给、超声滚压、停止旋转和进给、卸载物理场和取下工件七个步骤,根据物理场系统不同需调整步骤顺序,以获得有益效果。在本实施例中的具体步骤如下:
79.s1、装夹工件:旋紧第一夹紧装置1
‑
15和第二夹紧装置1
‑
16,通过卡爪夹紧金属工件3两端。
80.s2、施加物理场:启动物理场加载系统5,向金属工件3施加包括但不限于如下物理场:弹性应力场、脉冲电流场、热场、脉冲电磁场、深冷场。
81.s3、施加旋转和进给:启动双主轴同步旋转系统1,设定转速,由主轴伺服电机1
‑
5通过主轴同步主动皮带1
‑
6、可伸缩同步轴1
‑
7、第一主轴同步从动皮带1
‑
8、第二主轴同步从动皮带1
‑
9带动第一主轴1
‑
3和第一夹紧装置1
‑
15以及第二主轴1
‑
4和第二夹紧装置1
‑
16同步旋转,进而带动金属工件3按设定转速旋转;同步运动基座1
‑
11运行,带动超声滚压系统2和安装于第二基座1
‑
13上的第二和/或第三物理场加载装置502、503按设定进给速度和方向沿金属工件3轴向进给运动。
82.s4、超声滚压:超声滚压系统2的超声滚压头径向靠近金属工件3,并继续沿金属工件3轴向做进给运动,对旋转的金属工件3进行弹性应力场辅助下的超声滚压表面强化,对金属工件3进行物理场辅助下的超声滚压表面强化。
83.s5、停止旋转和进给:关闭双主轴同步旋转系统1,停止金属工件3的旋转,停止超声滚压系统2和安装于第二基座1
‑
13上的第二和/或第三物理场加载装置502、503沿金属工件3轴向的进给运动,然后超声滚压头径向远离金属工件3。
84.s6、卸载物理场:待超声滚压结束后,关闭物理场加载系统5,停止对金属工件3施加物理场。
85.s7、取下工件:松开第一夹紧装置1
‑
15和第二夹紧装置1
‑
16,从而取下金属工件3。
86.特别地,根据物理场系统不同,在超声滚压步骤前或后施加或卸载物理场可以进一步提高由超声滚压所产生的表层残余压应力的水平和层深,并在以下实施例中进一步说明。
87.实施例二
88.如图2a所示,示出了另一种金属材料物理场辅助超声滚压表面强化装置2000,其中所采用的物理场加载系统5为第一物理场加载系统501,该第一物理场加载系统501为弹性应力场系统501a。弹性应力场系统501a包括有分别固定在两个夹紧装置上的环状夹具,即图示2a中的第一夹具501a
‑
1和第二夹具501a
‑
2。金属工件3的一端可插入并固定于第一夹具501a
‑
1的一端,第一夹具501a
‑
1的另一端设有圆柱形凸台;金属工件3的另一端可插入并固定于第二夹具501a
‑
2的一端,第二夹具501a
‑
2的另一端设有圆柱形凸台。金属工件3的材料为原位tib2/2024al复合材料,编号为a
‑
2号。
89.如图2b所示,示出了对应装置2000的表面强化方法,依次为装夹工件、施加物理场、施加旋转和进给、超声滚压、停止旋转和进给、卸载物理场和取下工件七个步骤。其中,除以下步骤外均与实施例一中的表面强化方法相同:
90.其中施加物理场步骤为施加弹性应力场,卸载物理场步骤为卸载弹性应力场。
91.特别地,装夹工件步骤为:将金属工件3两端分别穿入第一夹具501a
‑
1和第二夹具501a
‑
2一端并固定,然后用第一夹紧装置1
‑
15和第二夹紧装置1
‑
16的卡爪分别夹紧第一夹具501a
‑
1和第二夹具501a
‑
2另一端,如图2c所示。特别地,夹紧后,必须使卡爪的凸台卡齿的齿面与第一夹具501a
‑
1和第二夹具501a
‑
2的柱面良好接触,以保证整个装置的同轴度;必须使卡爪的凸台卡齿的内侧立面与第一夹具501a
‑
1和第二夹具501a
‑
2另一端的圆柱形凸台的内侧立面良好接触,以保证由液压驱动装置4
‑
1提供的液压载荷,经由活塞杆4
‑
2、第一主轴箱1
‑
1、第一主轴1
‑
3、第一夹紧装置1
‑
15、第一夹具501a
‑
1,被准确施加给金属工件3。
92.施加弹性应力场步骤为:根据金属工件3和活塞杆4
‑
2横截面积以及预设弹性应力大小,计算所需油压,并且施加的弹性应力场强度不超过金属工件3所用材料的单轴拉伸比例极限值;启动液压驱动装置4
‑
1,通过油压阀调节油压,通过活塞杆4
‑
2带动第一主轴箱1
‑
1、第一主轴1
‑
3、第一夹紧装置1
‑
15沿床身1
‑
10的滑轨向远离第二主轴箱1
‑
2的方向横向移动,从而向金属工件3施加预设大小的单轴拉伸弹性应力场。
93.卸载弹性应力场步骤为:关闭液压驱动装置4
‑
1,卸掉横移驱动系统4内的油压,使金属工件3发生弹性回复。
94.特别地,在超声滚压步骤前施加弹性应力场,并在超声滚压步骤后卸载弹性应力场可以在金属工件3内引发弹性应力叠加和合力
‑
合力矩再平衡,从而进一步提高由超声滚压所产生的表层残余压应力的水平和层深。
95.特别地,仅在依次实施如图2b所示步骤时,才能获得上述有益效果。
96.在本实施例中各项步骤参数为:首先装夹a
‑
2号工件,然后对a
‑
2号工件施加150mpa单轴拉伸弹性应力场,再使a
‑
2号工件以转速200r/min旋转,然后对a
‑
2号工件进行超声滚压表面强化,滚压条件为,滚压头为φ14mm碳化钨硬质合金球,静载压力180n,超声频率28khz,超声振幅10μm,轴向进给速率0.1mm/r,超声滚压结束后停止工件旋转及轴向进
给,卸载单轴拉伸弹性应力场,最后取下工件。
97.实施例三
98.如图3a所示,示出了另一种金属材料物理场辅助超声滚压表面强化装置3000,其中所采用的物理场加载系统5为第二物理场加载系统502,该第二物理场加载系统502为脉冲电流场系统502a,工件材料为原位tib2/2024al复合材料,编号为a
‑
3号。
99.如图3b所示,示出了对应所示装置3000的表面强化方法,依次为装夹工件、施加物理场、施加旋转和进给、超声滚压、停止旋转和进给、卸载物理场和取下工件七个步骤。其中,除以下步骤外均与实施例一中的表面强化方法相同:
100.其中施加物理场步骤为施加脉冲电流场,卸载物理场步骤为卸载脉冲电流场。
101.特别地,装夹工件步骤为:将金属工件3两端分别套上绝缘橡胶套,然后用第一夹紧装置1
‑
15和第二夹紧装置1
‑
16分别夹紧金属工件3两端。
102.施加脉冲电流场步骤为:在弧形支架502a
‑
3上调整第一电极502a
‑
1和第二电极502a
‑
2的位置至与超声滚压系统2尖端的滚压头处于同一平面内,以保证滚压头处于电极之间的通电路径上,如图3c所示;使第一电极502a
‑
1和第二电极502a
‑
2与金属工件3表面保持良好接触,然后启动电源502a
‑
5,调至预设的脉冲电流参数,通过导线502a
‑
4、第一电极502a
‑
1和第二电极502a
‑
2向金属工件3通脉冲电流。
103.金属材料是电的良导体,在脉冲电流场作用下会产生的脉冲焦耳热效应,所引发的热激活和热膨胀可有效降低金属工件3在超声滚压过程中的形变抗力。此外,高频脉冲电流所产生趋肤效应会增大材料表层电流密度,使焦耳热效应更集中作用于材料表面。
104.特别地,通过在超声滚压步骤前施加脉冲电流场,并在超声滚压步骤后卸载脉冲电流场可以在金属工件3内引发电致塑性效应、趋肤效应和焦耳热效应,降低超声滚压形变抗力,改善表层材料塑性流动特性,从而进一步提高由超声滚压所产生的表层残余压应力的水平和层深。
105.卸载脉冲电流场步骤为:关闭电源502a
‑
5,停止向金属工件3通脉冲电流。
106.特别地,仅在依次实施如图3b所示步骤时,才能获得上述有益效果。
107.在本实施例中各项步骤参数为:首先装夹a
‑
3号工件,然后对a
‑
3号工件施加脉频20000hz、脉宽1μs、占空比50%、峰值电流密度30a/mm2的脉冲电流场,再使a
‑
3号工件以转速200r/min旋转,最后对a
‑
3号工件进行超声滚压表面强化,滚压条件为,滚压头为φ14mm碳化钨硬质合金球,静载压力180n,超声频率28khz,超声振幅10μm,轴向进给速率0.1mm/r,超声滚压结束后停止工件旋转及轴向进给,卸载脉冲电流场,最后取下工件。
108.实施例四
109.如图4a所示,示出了另一种金属材料物理场辅助超声滚压表面强化装置4000,其中所采用的物理场加载系统5为第二物理场加载系统502,该第二物理场加载系统502为热场系统502b,工件材料为原位tib2/2024al复合材料,编号为a
‑
4号。
110.如图4b所示,示出了对应所示装置4000的表面强化方法,依次为装夹工件、施加物理场、施加旋转和进给、超声滚压、停止旋转和进给、卸载物理场和取下工件七个步骤。其中,除以下步骤外均与实施例一中的表面强化方法相同:
111.其中施加物理场步骤为施加热场,卸载脉冲电流场步骤为卸载热场。
112.特别地,施加热场步骤为:启动电源502b
‑
1,调节控制器502b
‑
3的输出电压和电
流,通过内部带导线的支架502b
‑
2向加热器502b
‑
4通电来加热金属工件3,如图4c所示;通过温度监测器502b
‑
5实时监测金属工件3的温度并反馈调节控制器502b
‑
3输出的电压和电流,使金属工件3中间部分被加热到预设温度。特别地,在加热过程中需要对金属工件3中间加热部位的温度进行实时监测,并反馈至所述反馈调节控制器502b
‑
3,来实时调控金属工件3加热部位的温度维持在指定温度,金属工件3中间部位的加热温度不超过金属工件3所用材料的第二相析出温度温度。
113.卸载热场步骤为:关闭加热器502b
‑
4,停止向金属工件3施加热场。
114.取下工件步骤为:松开第一夹紧装置1
‑
15和第二夹紧装置1
‑
16,从而取下金属工件3,然后静置金属工件3,使其温度恢复至室温。
115.特别地,在超声滚压步骤前施加热场,并在超声滚压步骤后卸载热场可以在金属工件3内引发热激活和热膨胀,降低超声滚压形变抗力,改善表层材料塑性流动特性,从而进一步提高由超声滚压所产生的表层残余压应力的水平和层深。
116.特别地,仅在依次实施如图4b所示步骤时,才能获得上述有益效果。
117.在本实施例中各项步骤参数为:首先装夹a
‑
4号工件,再施加热场将工件加热到150℃,然后使a
‑
4号工件以转速200r/min旋转,再对a
‑
4号工件进行超声滚压表面强化,滚压条件为,滚压头为φ14mm碳化钨硬质合金球,静载压力180n,超声频率28khz,超声振幅10μm,轴向进给速率0.1mm/r,滚压结束后停止工件旋转及轴向进给,卸载热场,使其温度恢复至室温,最后取下工件。
118.实施例五
119.如图5a所示,示出了另一种金属材料物理场辅助超声滚压表面强化装置5000,其中所采用的物理场加载系统5为第二物理场加载系统502,该第二物理场加载系统502为脉冲电磁场系统502c,工件材料为原位tib2/2024al复合材料,编号为a
‑
5号。
120.如图5b所示,示出了对应所示装置5000的表面强化方法,依次为装夹工件、施加物理场、施加旋转和进给、超声滚压、停止旋转和进给、卸载物理场和取下工件七个步骤。其中,除以下步骤外均与实施例一中的表面强化方法相同:
121.其中施加物理场步骤为施加脉冲电磁场,卸载物理场步骤为卸载脉冲电磁场。
122.特别地,施加脉冲电磁场步骤为:启动控制器502c
‑
4,调至预设的脉冲电磁参数,通过导线502c
‑
3向连接在支架502c
‑
2上的感应线圈502c
‑
1通电;通过感应线圈502c
‑
1向金属工件3施加脉冲电磁场。特别地,感应线圈502c
‑
1应由平行布置的双线圈组成,两线圈间距等于线圈半径,如图5c所示,以使脉冲电磁场在金属工件3中间部分密集、均匀分布。
123.卸载脉冲磁场步骤为:关闭控制器502c
‑
4,停止向金属工件3施加脉冲电磁场。
124.特别地,在超声滚压步骤前施加脉冲电磁场,并在超声滚压步骤后卸载脉冲电磁场可以在金属工件3内引发磁致伸缩效应,降低超声滚压形变抗力,改善表层材料塑性流动特性,从而进一步提高由超声滚压所产生的表层残余压应力的水平和层深。
125.特别地,仅在依次实施如图5b所示步骤时,才能获得上述有益效果。
126.在本实施例中各项步骤参数为:首先装夹a
‑
5号工件,然后对a
‑
5号工件施加脉频200hz、脉宽5ms、峰值磁感应强度3t的脉冲电磁场,再使a
‑
5号工件以转速200r/min旋转,然后对a
‑
5号工件进行超声滚压表面强化,滚压条件为,滚压头为φ14mm碳化钨硬质合金球,静载压力180n,超声频率28khz,超声振幅10μm,轴向进给速率0.1mm/r,滚压结束后停止工
件旋转及轴向进给,卸载脉冲磁场,最后取下工件。
127.实施例六
128.如图6a所示,示出了另一种金属材料物理场辅助超声滚压表面强化装置6000,其中所采用的物理场加载系统5为第三物理场加载系统503,该第三物理场加载系统503为深冷场系统503a,工件材料为原位tib2/2024al复合材料,编号为a
‑
6号。
129.如图6b所示,示出了对应所示装置6000的表面强化方法,依次为装夹工件、施加旋转和进给、超声滚压、施加物理场、停止旋转和进给、卸载物理场和取下工件七个步骤。其中,除步骤的顺序,以下步骤外均与实施例一中的表面强化方法相同:
130.其中施加物理场步骤为施加深冷场,卸载物理场步骤为卸载深冷场。
131.特别地,装夹工件步骤为:将金属工件3轴向的两端固定在两个夹紧装置之间,并使金属工件3处于两组喷头503a
‑
1的喷射交线上;
132.施加深冷场步骤为:启动控制器503a
‑
4,调至预设的深冷介质喷出流量,在超声滚压结束后,立即通过罐体503a
‑
5、导管503a
‑
3及固定在支架503a
‑
2上的喷头503a
‑
1向金属工件3喷射深冷介质,持续预设时长。
133.卸载深冷场步骤为:关闭控制器503a
‑
4,停止向金属工件3喷射深冷介质。
134.金属材料在超声滚压过程中,材料表面与滚压头之间的摩擦会产生大量热。滚压结束后,迅速将金属工件3放入深冷介质氛围中,可快速冷却工件。由于金属工件3表层的温度梯度要高于其内部的温度梯度,因此,快速冷却的过程可显著提高金属工件3表层残余压应力的水平和层深。
135.特别地,通过在超声滚压步骤后依次施加和卸载深冷场可以在金属工件3表层产生巨大的温度下降梯度,从而进一步提高由超声滚压所产生的表层残余压应力的水平和层深。
136.取下工件步骤为:取下金属工件3并静置,使其温度恢复至室温。
137.特别地,仅在依次实施如图6b所示步骤时,才能获得上述有益效果。
138.在本实施例中各项步骤参数为:首先装夹a
‑
5号工件,然后使a
‑
6号工件以转速200r/min旋转,再对a
‑
6号工件进行超声滚压表面强化,滚压条件为,滚压头为φ14mm碳化钨硬质合金球,静载压力180n,超声频率28khz,超声振幅10μm,轴向进给速率0.1mm/r,再以1l/min的流量向超声滚压后的工件喷射深冷介质,持续5min,然后卸载深冷场,最后取下工件,使其温度恢复至室温。
139.实施例七
140.如图7a所示,示出了另一种金属材料物理场辅助超声滚压表面强化装置7000,其中所采用的物理场加载系统5为第一物理场加载系统501和第二物理场加载系统502,该第一物理场加载系统501为弹性应力场系统501a,该第二物理场加载系统502为脉冲电流场系统502a。工件材料为原位tib2/2024al复合材料,编号为a
‑
7号。
141.如图7b所示,示出了对应所示装置7000的表面强化方法,依次为装夹工件、施加物理场、施加旋转和进给、超声滚压、停止旋转和进给、卸载物理场和取下工件七个步骤。其中,除以下步骤外均与实施例一中的表面强化方法相同:
142.其中施加物理场步骤依次为施加弹性应力场、施加脉冲电流场;卸载物理场步骤依次为卸载脉冲电流场、卸载弹性应力场。
143.特别地,施加弹性应力场步骤与实施例二中的表面强化方法的施加弹性应力场步骤相同;
144.施加脉冲电流场步骤与实施例三中的表面强化方法的施加脉冲电流场步骤相同;
145.卸载脉冲电流场步骤与实施例三中的表面强化方法的卸载脉冲电流场步骤相同;
146.卸载弹性应力场步骤与实施例二中的表面强化方法的卸载弹性应力场步骤相同。
147.特别地,装夹工件步骤为:是指,在两个夹紧装置分别固定好环状夹具501a
‑
1和501a
‑
2,随后将两端套置有绝缘套的金属工件3轴向固定在两个环状夹具之间,如图7c所示。
148.如图7c所示,在超声滚压步骤前施加脉冲电流场,并在超声滚压步骤后卸载脉冲电流场可以在金属工件3内引发电致塑性效应、趋肤效应和焦耳热效应,降低超声滚压形变抗力,改善表层材料塑性流动特性,从而进一步提高由超声滚压所产生的表层残余压应力的水平和层深。
149.特别地,在施加脉冲电流场步骤前施加弹性应力场,并在卸载脉冲电流场步骤后卸载弹性应力场可以在金属工件3内引发弹性应力叠加和合力
‑
合力矩再平衡,从而进一步提高由脉冲电流场辅助超声滚压所产生的表层残余压应力的水平和层深。
150.特别地,仅在依次实施如图7b所示步骤时,才能获得上述有益效果。
151.在一具体应用实施例中各项步骤参数为:首先装夹a
‑
7号工件,然后对a
‑
7号工件施加150mpa弹性应力场,再对a
‑
7号工件施加脉频20000hz、脉宽1μs、占空比50%、峰值电流密度30a/mm2的脉冲电流场,然后使a
‑
7号工件以转速200r/min旋转,再对a
‑
7号工件进行超声滚压表面强化,滚压条件为,滚压头为φ14mm碳化钨硬质合金球,静载压力180n,超声频率28khz,超声振幅10μm,轴向进给速率0.1mm/r,滚压结束后停止工件旋转及轴向进给,再依次卸载掉脉冲电流场和弹性应力场,最后取下工件。
152.实施例八
153.如图8a所示,示出了另一种金属材料物理场辅助超声滚压表面强化装置8000,其中所采用的物理场加载系统5为第一物理场加载系统501和第二物理场加载系统502,该第一物理场加载系统501为弹性应力场系统501a,该第二物理场加载系统502为热场系统502b。工件材料为原位tib2/2024al复合材料,编号为a
‑
8号。
154.如图8b所示,示出了对应所示装置8000的表面强化方法,依次为装夹工件、施加物理场、施加旋转和进给、超声滚压、停止旋转和进给、卸载物理场和取下工件七个步骤。其中,除以下步骤外均与实施例一中的表面强化方法相同:
155.其中施加物理场步骤依次为施加弹性应力场、施加热场;卸载物理场步骤依次为卸载热场、卸载弹性应力场。
156.特别地,施加弹性应力场步骤与实施例二中的表面强化方法的施加弹性应力场步骤相同;
157.施加热场步骤与实施例四中的表面强化方法的施加热场步骤相同;
158.卸载热场步骤与实施例四中的表面强化方法的卸载热场步骤相同;
159.卸载弹性应力场步骤与实施例二中的表面强化方法的卸载弹性应力场步骤相同。
160.特别地,装夹工件步骤为:在两个夹紧装置分别固定好环状夹具501a
‑
1和501a
‑
2,将金属工件3穿过加热器502b
‑
4的两组加热线圈绕组,随后将金属工件3轴向固定在两个环
状夹具之间;
161.如图8c所示,在超声滚压步骤前施加热场,并在超声滚压步骤后卸载热场可以在金属工件3内引发热激活和热膨胀,降低超声滚压形变抗力,改善表层材料塑性流动特性,从而进一步提高由超声滚压所产生的表层残余压应力的水平和层深。
162.特别地,在施加热场步骤前施加弹性应力场,并在卸载热场步骤后卸载弹性应力场可以在金属工件3内引发弹性应力叠加和合力
‑
合力矩再平衡,从而更进一步提高由热场辅助超声滚压所产生的表层残余压应力的水平和层深。
163.特别地,仅在依次实施如图8b所示步骤时,才能获得上述有益效果。
164.在一具体应用实施例中各项步骤参数为:首先装夹a
‑
8号工件,然后对a
‑
8号工件施加150mpa弹性应力场,再施加热场将工件加热到150℃,然后使a
‑
8号工件以转速200r/min旋转,再对a
‑
8号工件进行超声滚压表面强化,滚压条件为,滚压头为φ14mm碳化钨硬质合金球,静载压力180n,超声频率28khz,超声振幅10μm,轴向进给速率0.1mm/r,滚压结束后停止工件旋转及轴向进给,再卸载掉热场,并使工件温度恢复至室温,然后卸载掉弹性应力场,最后取下工件。
165.实施例九
166.如图9a所示,示出了另一种金属材料物理场辅助超声滚压表面强化装置9000,其中所采用的物理场加载系统5为第一物理场加载系统501和第二物理场加载系统502,该第一物理场加载系统501为弹性应力场系统501a,该第二物理场加载系统502为脉冲电磁场系统502c工件材料为原位tib2/2024al复合材料,编号为a
‑
9号。
167.如图9b所示,示出了对应所示装置9000的表面强化方法,依次为装夹工件、施加物理场、施加旋转和进给、超声滚压、停止旋转和进给、卸载物理场和取下工件七个步骤。其中,除以下步骤外均与实施例一中的表面强化方法相同:
168.其中施加物理场步骤依次为施加弹性应力场、施加脉冲电磁场;卸载物理场步骤依次为卸载脉冲电磁场、卸载弹性应力场。
169.特别地,施加弹性应力场步骤与实施例二中的表面强化方法的施加弹性应力场步骤相同;
170.施加脉冲电磁场步骤与实施例五中的表面强化方法的施加脉冲电磁场步骤相同;
171.卸载弹性应力场步骤与实施例二中的表面强化方法的卸载弹性应力场步骤相同;
172.卸载脉冲电磁场步骤与实施例五中的表面强化方法的卸载脉冲电磁场步骤相同。
173.特别地,装夹工件步骤为:在两个夹紧装置分别固定好环状夹具501a
‑
1和501a
‑
2,随后将金属工件3轴向穿过脉冲电磁场加载装置502c的两组感应线圈502c
‑
1,并将金属工件3轴向的两端固定在两个环状夹具之间;
174.如图9c所示,在超声滚压步骤前施加脉冲电磁场,并在超声滚压步骤后卸载脉冲电磁场可以在金属工件3内引发磁致伸缩效应,降低超声滚压形变抗力,改善表层材料塑性流动特性,从而进一步提高由超声滚压所产生的表层残余压应力的水平和层深。
175.特别地,在施加脉冲电磁场步骤前施加弹性应力场,并在卸载脉冲电磁场步骤后卸载弹性应力场可以在金属工件3内引发弹性应力叠加和合力
‑
合力矩再平衡,从而更进一步提高由脉冲电磁场辅助超声滚压所产生的表层残余压应力的水平和层深。
176.特别地,仅在依次实施如图9b所示步骤时,才能获得上述有益效果。
177.在一具体应用实施例中各项步骤参数为:首先装夹a
‑
9号工件,然后对a
‑
9号工件施加150mpa弹性应力场,再对a
‑
9号工件施加脉频200hz,脉宽5ms,峰值磁感应强度3t的脉冲电磁场,然后使a
‑
9号工件以转速200r/min旋转,再对a
‑
9号工件进行超声滚压表面强化,滚压条件为,滚压头为φ14mm碳化钨硬质合金球,静载压力180n,超声频率28khz,超声振幅10μm,轴向进给速率0.1mm/r,滚压结束后停止工件旋转及轴向进给,再依次卸载掉脉冲电磁场和弹性应力场,最后取下工件。
178.实施例十
179.如图10a所示,示出了另一种金属材料物理场辅助超声滚压表面强化装置10000,其中所采用的物理场加载系统5为第一物理场加载系统501和第三物理场加载系统503,该第一物理场加载系统501为弹性应力场系统501a,该第三物理场加载系统503为深冷场系统503a工件材料为原位tib2/2024al复合材料,编号为a
‑
10号。
180.如图10b所示,示出了对应所示装置10000的表面强化方法,依次为装夹工件、施加第一物理场、施加旋转和进给、超声滚压、施加第二物理场、卸载第二物理场、停止旋转和进给、卸载第一物理场和取下工件九个步骤。在本实施例中的具体步骤如下:
181.s1、装夹工件:将金属工件3两端分别穿入第一夹具501a
‑
1和第二夹具501a
‑
2一端并固定,然后用第一夹紧装置1
‑
15和第二夹紧装置1
‑
16的卡爪分别夹紧第一夹具501a
‑
1和第二夹具501a
‑
2另一端,如图2c所示。特别地,夹紧后,必须使卡爪的凸台卡齿的齿面与第一夹具501a
‑
1和第二夹具501a
‑
2的柱面良好接触,以保证整个装置的同轴度;必须使卡爪的凸台卡齿的内侧立面与第一夹具501a
‑
1和第二夹具501a
‑
2另一端的圆柱形凸台的内侧立面良好接触,以保证由液压驱动装置4
‑
1提供的液压载荷,经由活塞杆4
‑
2、第一主轴箱1
‑
1、第一主轴1
‑
3、第一夹紧装置1
‑
15、第一夹具501a
‑
1,被准确施加给金属工件3,并使金属工件3处于两组喷头503a
‑
1的喷射交线上。
182.s2、施加弹性应力场:根据金属工件3和活塞杆4
‑
2横截面积以及预设弹性应力大小,计算所需油压,并且施加的弹性应力场强度不超过金属工件3所用材料的单轴拉伸比例极限值;启动液压驱动装置4
‑
1,通过油压阀调节油压,通过活塞杆4
‑
2带动第一主轴箱1
‑
1、第一主轴1
‑
3、第一夹紧装置1
‑
15沿床身1
‑
10的滑轨向远离第二主轴箱1
‑
2的方向横向移动,从而向金属工件3施加预设大小的单轴拉伸弹性应力场。
183.s3、施加旋转和进给:启动双主轴同步旋转系统1,设定转速,由主轴伺服电机1
‑
5通过主轴同步主动皮带1
‑
6、可伸缩同步轴1
‑
7、第一主轴同步从动皮带1
‑
8、第二主轴同步从动皮带1
‑
9带动第一主轴1
‑
3和第一夹紧装置1
‑
15以及第二主轴1
‑
4和第二夹紧装置1
‑
16同步旋转,进而带动金属工件3按设定转速旋转;同步运动基座1
‑
11运行,带动超声滚压系统2和安装于第二基座1
‑
13上的第二和/或第三物理场加载装置502、503按设定进给速度和方向沿金属工件3轴向进给运动。
184.s4、超声滚压:超声滚压系统2的超声滚压头径向靠近金属工件3,并继续沿金属工件3轴向做进给运动,对旋转的金属工件3进行弹性应力场辅助下的超声滚压表面强化,对金属工件3进行物理场辅助下的超声滚压表面强化。
185.s5、施加深冷场:启动控制器503a
‑
4,调至预设的深冷介质喷出流量,在超声滚压结束后,立即通过罐体503a
‑
5、导管503a
‑
3及固定在支架503a
‑
2上的喷头503a
‑
1向金属工件3喷射深冷介质,持续预设时长。
186.s6、卸载深冷场:关闭控制器503a
‑
4,停止向金属工件3喷射深冷介质。
187.s7、停止旋转和进给:关闭双主轴同步旋转系统1,停止金属工件3的旋转,停止超声滚压系统2和安装于第二基座1
‑
13上的第二和/或第三物理场加载装置502、503沿金属工件3轴向的进给运动,然后超声滚压头径向远离金属工件3。
188.s8、卸载弹性应力场:关闭液压驱动装置4
‑
1,卸掉横移驱动系统4内的油压,使金属工件3发生弹性回复。
189.s9、取下工件:松开第一夹紧装置1
‑
15和第二夹紧装置1
‑
16,从而取下金属工件3,并使其恢复至室温。
190.如图10c所示,在超声滚压步骤后依次施加和卸载深冷场可以在金属工件3表层产生巨大的温度下降梯度,从而进一步提高由超声滚压所产生的表层残余压应力的水平和层深。
191.特别地,在超声滚压步骤前施加弹性应力场,并在卸载深冷场步骤后卸载弹性应力场可以在金属工件3内引发弹性应力叠加和合力
‑
合力矩再平衡,从而更进一步提高由深冷场辅助超声滚压所产生的表层残余压应力的水平和层深。
192.特别地,仅在依次实施如图10b所示步骤时,才能获得上述有益效果。
193.在一具体应用实施例中各项步骤参数为:首先装夹a
‑
10号工件,然后对a
‑
10号工件施加150mpa弹性应力场,然后使a
‑
10号工件以转速200r/min旋转,再对a
‑
10号工件进行超声滚压表面强化,滚压条件为,滚压头为φ14mm碳化钨硬质合金球,静载压力180n,超声频率28khz,超声振幅10μm,轴向进给速率0.1mm/r,滚压结束后停止轴向进给再以1l/min的流量向超声滚压后的工件喷射深冷介质,持续5min,然后卸载深冷场,停止工件旋转,再卸载掉弹性应力场,最后取下工件,使其温度恢复至室温。
194.实施例十一
195.如图11a所示,示出了另一种金属材料物理场辅助超声滚压表面强化装置11000,其中所采用的物理场加载系统5为第一物理场加载系统501和第二物理场加载系统502和第三物理场加载系统503,该第一物理场加载系统501为弹性应力场系统501a,该第二物理场加载系统502为热场系统502b,该第三物理场加载系统503为深冷场系统503a,工件材料为原位tib2/2024al复合材料,编号为a
‑
11号。
196.如图11b所示,示出了对应所示装置11000的表面强化方法,依次为装夹工件、施加第一物理场、施加第二物理场、施加旋转和进给、超声滚压、卸载第二物理场、施加第三物理场、卸载第三物理场、停止旋转和进给、卸载第一物理场和取下工件十一个步骤。在本实施例中的具体步骤如下:
197.s1、装夹工件:将金属工件3穿过加热器502b
‑
4的两组加热线圈绕组,并将金属工件3两端分别穿入第一夹具501a
‑
1和第二夹具501a
‑
2一端并固定,然后用第一夹紧装置1
‑
15和第二夹紧装置1
‑
16的卡爪分别夹紧第一夹具501a
‑
1和第二夹具501a
‑
2另一端,如图2c所示。特别地,夹紧后,必须使卡爪的凸台卡齿的齿面与第一夹具501a
‑
1和第二夹具501a
‑
2的柱面良好接触,以保证整个装置的同轴度;必须使卡爪的凸台卡齿的内侧立面与第一夹具501a
‑
1和第二夹具501a
‑
2另一端的圆柱形凸台的内侧立面良好接触,以保证由液压驱动装置4
‑
1提供的液压载荷,经由活塞杆4
‑
2、第一主轴箱1
‑
1、第一主轴1
‑
3、第一夹紧装置1
‑
15、第一夹具501a
‑
1,被准确施加给金属工件3,并使金属工件3处于两组喷头503a
‑
1的喷射
交线上;
198.s2、施加弹性应力场:根据金属工件3和活塞杆4
‑
2横截面积以及预设弹性应力大小,计算所需油压,并且施加的弹性应力场强度不超过金属工件3所用材料的单轴拉伸比例极限值;启动液压驱动装置4
‑
1,通过油压阀调节油压,通过活塞杆4
‑
2带动第一主轴箱1
‑
1、第一主轴1
‑
3、第一夹紧装置1
‑
15沿床身1
‑
10的滑轨向远离第二主轴箱1
‑
2的方向横向移动,从而向金属工件3施加预设大小的单轴拉伸弹性应力场。
199.s3、施加热场:启动电源502b
‑
1,调节控制器502b
‑
3的输出电压和电流,通过内部带导线的支架502b
‑
2向加热器502b
‑
4通电来加热金属工件3,如图4c所示;通过温度监测器502b
‑
5实时监测金属工件3的温度并反馈调节控制器502b
‑
3输出的电压和电流,使金属工件3中间部分被加热到预设温度。特别地,在加热过程中需要对金属工件3中间加热部位的温度进行实时监测,并反馈至所述反馈调节控制器502b
‑
3,来实时调控金属工件3加热部位的温度维持在指定温度,金属工件3中间部位的加热温度不超过金属工件3所用材料的第二相析出温度温度。
200.s4、施加旋转和进给:启动双主轴同步旋转系统1,设定转速,由主轴伺服电机1
‑
5通过主轴同步主动皮带1
‑
6、可伸缩同步轴1
‑
7、第一主轴同步从动皮带1
‑
8、第二主轴同步从动皮带1
‑
9带动第一主轴1
‑
3和第一夹紧装置1
‑
15以及第二主轴1
‑
4和第二夹紧装置1
‑
16同步旋转,进而带动金属工件3按设定转速旋转;同步运动基座1
‑
11运行,带动超声滚压系统2和安装于第二基座1
‑
13上的第二和/或第三物理场加载装置502、503按设定进给速度和方向沿金属工件3轴向进给运动。
201.s5、超声滚压:超声滚压系统2的超声滚压头径向靠近金属工件3,并继续沿金属工件3轴向做进给运动,对旋转的金属工件3进行弹性应力场辅助下的超声滚压表面强化,对金属工件3进行物理场辅助下的超声滚压表面强化。
202.s6、卸载热场:关闭加热器502b
‑
4,停止向金属工件3施加热场。
203.s7、施加深冷场:启动控制器503a
‑
4,调至预设的深冷介质喷出流量,在超声滚压结束后,立即通过罐体503a
‑
5、导管503a
‑
3及固定在支架503a
‑
2上的喷头503a
‑
1向金属工件3喷射深冷介质,持续预设时长。
204.s8、卸载深冷场:关闭控制器503a
‑
4,停止向金属工件3喷射深冷介质。
205.s9、停止旋转和进给:关闭双主轴同步旋转系统1,停止金属工件3的旋转,停止超声滚压系统2和安装于第二基座1
‑
13上的第二和/或第三物理场加载装置502、503沿金属工件3轴向的进给运动,然后超声滚压头径向远离金属工件3。
206.s10、卸载弹性应力场:关闭液压驱动装置4
‑
1,卸掉横移驱动系统4内的油压,使金属工件3发生弹性回复。
207.s11、取下工件:松开第一夹紧装置1
‑
15和第二夹紧装置1
‑
16,从而取下金属工件3,并使其恢复至室温。如图11c所示,在超声滚压步骤前施加热场,并在超声滚压步骤后卸载热场可以在金属工件3内引发热激活和热膨胀,降低超声滚压形变抗力,改善表层材料塑性流动特性,从而进一步提高由超声滚压所产生的表层残余压应力的水平和层深。
208.特别地,在卸载热场步骤后依次施加和卸载深冷场可以在金属工件3表层产生巨大的温度下降梯度,从而进一步提高由有热场辅助超声滚压所产生的表层残余压应力的水平和层深。
209.特别地,在施加热场步骤前施加弹性应力场,并在卸载深冷场步骤后卸载弹性应力场可以在金属工件3内引发弹性应力叠加和合力
‑
合力矩再平衡,从而再更进一步提高由深冷场
‑
热场耦合辅助超声滚压所产生的表层残余压应力的水平和层深。
210.特别地,仅在依次实施如图11b所示步骤时,才能获得上述有益效果。
211.在一具体应用实施例中各项步骤参数为:首先装夹a
‑
11号工件,然后对a
‑
11号工件施加150mpa弹性应力场,再施加热场将工件加热到150℃,然后使a
‑
11号工件以转速200r/min旋转,然后施加热场将工件加热到150℃,再对a
‑
11号工件进行超声滚压表面强化,滚压条件为,滚压头为φ14mm碳化钨硬质合金球,静载压力180n,超声频率28khz,超声振幅10μm,轴向进给速率0.1mm/r,滚压结束后停止轴向进给,然后卸载掉热场,再以1l/min的流量向超声滚压后的工件喷射深冷介质,持续5min,然后卸载深冷场,停止工件旋转,再卸载掉弹性应力场,最后取下工件,使其温度恢复至室温。
212.实施例十二
213.本实施例与实施例二中所述的装置和表面强化方法基本相同,特别地,在实施例二的表面强化方法中的装夹工件的步骤中,将金属工件3两端分别穿入第一夹具501a
‑
1和第二夹具501a
‑
2一端并固定的方式有多种,例如螺纹连接、卡扣连接等。特别地,在装置2000的基础上还提供了另一种金属工件3
‑
a和另一种弹性应力场系统501a
‑
a,以及金属工件3
‑
a在弹性应力场系统501a
‑
a上的新的固定方式,如图12a所示。
214.其中,金属工件3
‑
a一端开有单个销孔,另一端开有两个销孔;金属工件3
‑
a全长范围内同轴度≤0.01。
215.其中,弹性应力场系统501a
‑
a包括第一夹具501a
‑
a
‑
1、第二夹具501a
‑
a
‑
2、限位块501a
‑
a
‑
3、第一拉力螺纹销钉501a
‑
a
‑
4、第二拉力螺纹销钉501a
‑
a
‑
5、限位螺纹销钉501a
‑
a
‑
6和螺母501a
‑
a
‑
7。第一夹具501a
‑
a
‑
1和第二夹具501a
‑
a
‑
2的中空部分的直径与金属工件3
‑
a两端的直径保持间隙配合,最大间隙≤0.05mm,最小间隙≥0mm;第一夹具501a
‑
a
‑
1上开有一组销孔,该组销孔的位置与金属工件3
‑
a一端的单个销孔相对应,该组销孔的尺寸与金属工件3
‑
a一端的单个销孔尺寸相同,该组销孔中插有第一拉力螺纹销钉501a
‑
a
‑
4,第一拉力螺纹销钉501a
‑
a
‑
4与该组销孔保持间隙配合,最大间隙≤0.05mm,最小间隙≥0mm;限位块501a
‑
a
‑
3可插入第二夹具501a
‑
a
‑
2上的凹槽中;限位块501a
‑
a
‑
3和第二夹具501a
‑
a
‑
2组成的整体上开有两组销孔,其中,第一组销孔完全穿过第二夹具501a
‑
a
‑
2,第二组销孔分别穿过第二夹具501a
‑
a
‑
2和限位块501a
‑
a
‑
3;两组销孔的位置与金属工件3
‑
a另一端的两个销孔分别对应,该两组销孔的尺寸与金属工件3
‑
a另一端的两个销孔尺寸相同;该第一组销孔中插有第二拉力螺纹销钉501a
‑
a
‑
5,第二拉力螺纹销钉501a
‑
a
‑
5与该第一组销孔保持间隙配合,最大间隙≤0.05mm,最小间隙≥0mm;该第二组销孔中插有限位螺纹销钉501a
‑
a
‑
6,限位螺纹销钉501a
‑
a
‑
6与该第二组销孔保持间隙配合,最大间隙≤0.05mm,最小间隙≥0mm;第一拉力螺纹销钉501a
‑
a
‑
4、第二拉力螺纹销钉501a
‑
a
‑
5和限位螺纹销钉501a
‑
a
‑
6端部分别旋有螺母501a
‑
a
‑
7。
216.与螺纹连接、卡扣连接等固定方式相比,金属工件3
‑
a在弹性应力场系统501a
‑
a上的新的固定方式可以使由金属工件3
‑
a、弹性应力场系统501a
‑
a和双主轴同步旋转系统1所组成的整体具有更好的同轴度;进一步地,可使金属工件3
‑
a的装夹和拆卸更为简单方便,无需通过横移驱动系统4来回移动第一主轴箱1
‑
1;更进一步地,由于金属工件3
‑
a与第一夹
具501a
‑
a
‑
1和第二夹具501a
‑
a
‑
2的中空部分保持小间隙紧密接触,第一拉力螺纹销钉501a
‑
a
‑
4、第二拉力螺纹销钉501a
‑
a
‑
5和限位螺纹销钉501a
‑
a
‑
6与第一夹具501a
‑
a
‑
1、第二夹具501a
‑
a
‑
2和限位块501a
‑
a
‑
3上的销孔保持小间隙紧密接触,还可提高弹性应力场的稳定性。
217.对比例
218.作为对比,进行了普通超声滚压表面强化,所用材料、滚压条件与a
‑
2至a
‑
11号工件完全一致,编号为b
‑
1号。利用x射线应力仪、电解抛光机结合高精度激光位移传感器,测量所有实施例中工件表层残余应力沿与材料表面垂直的深度方向的分布。其中,电解抛光机用于剥除影响层,高精度激光位移传感器用于测量被剥处的影响层的深度,x射线应力仪用于测量各影响层的残余应力值。残余应力测量结果分别如图13a
‑
13e所示。
219.实施例二至实施例十一中的物理场辅助超声滚压工件的表面残余压应力水平、峰值残余压应力水平及残余压应力影响层深度均明显高于对比实施例中的普通超声滚压工件的上述指标。测量结果表明,与普通超声滚压相比,物理场辅助超声滚压能够全面提升金属材料表面残余压应力水平、峰值残余压应力水平及残余压应力影响层深度,显著优化表层残余压应力分布,可有效提升工件的疲劳性能。
220.综上所述,本发明在上述些实施例中所提供的金属材料物理场辅助超声滚压表面强化装置及方法,设备结构简单,使用维护成本低廉,相关方法操作方便,在金属材料机械表面强化和疲劳性能提升方面极具实用价值。
221.以上对本发明的较佳实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下,都可利用上述揭示的方法和技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例,这并不影响本发明的实质内容。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1