一种花纹建筑板材及其制造方法和制造系统与流程
1.本发明涉及建筑板材加工,更具体的说是一种花纹建筑板材及其制造方法和制造系统。
背景技术:
2.板材产品外形扁平,宽厚比大,单位体积的表面积也很大,这种外形特点带来其使用上的特点:表面积大,故包容覆盖能力强,在化工、容器、建筑、金属制品、金属结构等方面都得到广泛应用;可任意剪裁、弯曲、冲压、焊接、制成各种制品构件,使用灵活方便,在汽车、航空、造船及拖拉机制造等部门占有极其重要的地位;
3.例如公开号cn109318499a一种建筑板材压制工艺,该工艺采用建材板压板装置,建材板压板装置包括机架;还包括驱动单元、挤压单元、弹性板、压板、固定板和控制器;该发明的缺点是不能对不同厚度的板材进行打磨。
技术实现要素:
4.本发明的目的是提供一种花纹建筑板材及其制造方法和制造系统,可以对不同厚度的板材进行打磨。
5.本发明的目的通过以下技术方案来实现:
6.一种花纹建筑板材制造系统包括装置支架、装夹机构、打磨机构、清洁机构、往复机构、横推机构和印花机构;装置支架包括底部支架和装夹支架,底部支架中部的左右两侧均固定连接有装夹支架;
7.装夹机构包括螺纹杆和安装侧架,两个装夹支架上均转动连接有螺纹杆,两个螺纹杆之间传动连接,两个螺纹杆两端的螺纹旋向相反,两个螺纹杆的两端均通过螺纹连接有安装侧架,四个安装侧架分别滑动连接在两个装夹支架上;
8.打磨机构包括打磨轮和打磨环,打磨轮上固定连接有多个打磨环,上下两侧的两个安装侧架之间均转动连接有打磨轮,两个安装侧架上均固定连接有第一动力装置,第一动力装置可以是电机和内燃机等,两个第一动力装置分别两个打磨轮传动连接,两个第一动力装置分别驱动两个打磨轮进行转动;
9.清洁机构包括清洁轮和清洁螺旋,清洁轮上固定连接有多段清洁螺旋,上下两侧的两个安装侧架之间均转动连接有清洁轮,两个清洁轮分别和两个打磨轮传动连接;
10.往复机构包括伸缩机构、滑动底板、限位侧板ⅰ和限位侧板ⅱ,伸缩机构的伸缩端固定连接有滑动底板,滑动底板的前后两端均固定连接有限位侧板ⅰ,滑动底板上固定连接有限位侧板ⅱ,两个装夹支架上均固定连接有伸缩机构,两个滑动底板均滑动连接在底部支架上;
11.横推机构包括十字轴、推板轮、压板凸起、转动支架和推动侧轮,十字轴上滑动连接有两个推板轮,两个推板轮上均固定连接有多个压板凸起,压板凸起为弹性材料,两个推板轮的外侧均转动连接有转动支架,两个转动支架上均转动连接有两个推动侧轮,四个限
位侧板ⅰ上均滑动连接有两个转动支架,四个十字轴分别转动连接在对应的两个安装侧架之间,位于上侧的两个十字轴之间传动连接,位于下侧的两个十字轴之间传动连接,两个安装侧架上均固定连接有第二动力机构,两个第二动力机构分别和位于上侧两个十字轴中的一个和位于下侧两个十字轴中的一个传动连接,第二动力机构可以是电机或者内燃机等动力装置;
12.印花机构包括印花侧板、限位滑块、弹簧转环、印花转轴和印花转轮,印花侧板设置有两个,两个印花侧板上均固定连接有限位滑块,两个限位滑块上均转动连接有弹簧转环,两个弹簧转环上均固定连接有印花转轴,两个印花转轴上均固定连接有连接键,两个连接键之间滑动连接有印花转轮,印花转轮的两侧和两个弹簧转环之间均固定连接有压缩弹簧,印花机构设置有两个,四个限位滑块分别滑动连接在两个限位侧板ⅱ上,四个印花侧板分别固定连接在位于后侧的四个转动支架上。
13.一种花纹建筑板材制造方法,该方法包括以下步骤:
14.步骤一:装夹机构根据板材的厚度驱动两个打磨机构和两个清洁机构相互靠近;
15.步骤二:板材穿过两个打磨机构进行打磨,板材穿过两个清洁机构将打磨的碎屑去除;
16.步骤三:横推机构推动板材进行左右往复运动,进而增加打磨机构的打磨效果,同时也增加清洁机构的清洁效果;
17.步骤四:经过清洁机构去屑的板材穿过印花机构进行印花。
18.一种花纹建筑板材,花纹建筑板材上印有文字花纹。
19.本发明一种花纹建筑板材及其制造方法和制造系统的有益效果为:
20.本发明一种花纹建筑板材及其制造方法和制造系统,可以通过两个打磨机构对穿过的板材进行打磨,板材穿过两个清洁机构将打磨的碎屑去除;横推机构推动板材进行左右往复运动,进而增加打磨机构的打磨效果,同时也增加清洁机构的清洁效果;同时在推动板材左右往复运动的同时印花机构也进行左右往复运动和板材不产生相对运动,进而对板材进行印花。
附图说明
21.下面结合附图和具体实施方法对本发明做进一步详细的说明。
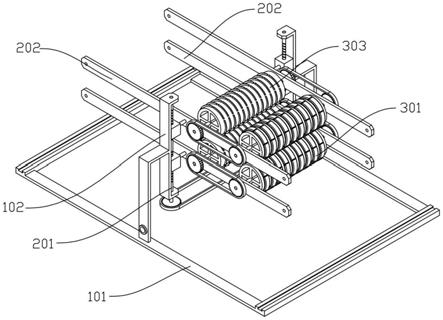
22.图1是本发明的花纹建筑板材制造系统实施例一结构示意图一;
23.图2是本发明的花纹建筑板材制造系统实施例一结构示意图二;
24.图3是本发明的花纹建筑板材制造系统实施例一结构示意图三;
25.图4是本发明的花纹建筑板材制造系统实施例一结构示意图四;
26.图5是本发明的花纹建筑板材制造系统实施例二结构示意图一;
27.图6是本发明的花纹建筑板材制造系统实施例二结构示意图二;
28.图7是本发明的花纹建筑板材制造系统实施例二结构示意图三;
29.图8是本发明的花纹建筑板材制造系统实施例二结构示意图四;
30.图9是本发明的花纹建筑板材制造系统实施例三结构示意图一;
31.图10是本发明的花纹建筑板材制造系统实施例三结构示意图二;
32.图11是本发明的花纹建筑板材制造系统实施例三结构示意图三。
33.图中:
34.底部支架101;
35.装夹支架102;
36.螺纹杆201;
37.安装侧架202;
38.打磨轮301;
39.打磨环302;
40.清洁轮303;
41.清洁螺旋304;
42.伸缩机构401;
43.滑动底板402;
44.限位侧板ⅰ403;
45.限位侧板ⅱ404;
46.十字轴501;
47.推板轮502;
48.压板凸起503;
49.转动支架504;
50.推动侧轮505;
51.印花侧板601;
52.限位滑块602;
53.弹簧转环603;
54.印花转轴604;
55.印花转轮605。
具体实施方式
56.下面结合附图对本发明作进一步详细说明。
57.下面结合图1至11说明花纹建筑板材制造系统的实施例一;
58.一种花纹建筑板材制造系统,包括装置支架、装夹机构、打磨机构、清洁机构、往复机构、横推机构和印花机构;
59.装置支架包括底部支架101和装夹支架102,底部支架101中部的左右两侧均固定连接有装夹支架102;
60.装夹机构包括螺纹杆201和安装侧架202,两个装夹支架102上均转动连接有螺纹杆201,两个螺纹杆201之间传动连接,两个螺纹杆201两端的螺纹旋向相反,两个螺纹杆201的两端均通过螺纹连接有安装侧架202,四个安装侧架202分别滑动连接在两个装夹支架102上;
61.打磨机构包括打磨轮301和打磨环302,打磨轮301上固定连接有多个打磨环302,上下两侧的两个安装侧架202之间均转动连接有打磨轮301,两个安装侧架202上均固定连接有第一动力装置,第一动力装置可以是电机和内燃机等,两个第一动力装置分别两个打磨轮301传动连接,两个第一动力装置分别驱动两个打磨轮301进行转动;
62.清洁机构包括清洁轮303和清洁螺旋304,清洁轮303上固定连接有多段清洁螺旋304,上下两侧的两个安装侧架202之间均转动连接有清洁轮303,两个清洁轮303分别和两个打磨轮301传动连接;
63.使用时将板材穿过两个打磨轮301之间,启动两个安装侧架202上的第一动力装置,两个第一动力装置分别驱动两个打磨轮301进行转动,两个打磨轮301的转动方向和板材的运动方向相反,如板材向前进行运动,则位于上侧的打磨轮301逆时针转动,位于下侧的打磨轮301顺时针转动,使得两个打磨轮301和经过的板材之间产生相对的运动,对板材的外表面进行打磨,同时打磨轮301在转动时分别带动两个清洁轮303进行转动,两个清洁轮303的转动方向分别和对应的两个打磨轮301的转动方向相同,即位于上侧的清洁轮303逆时针转动,位于下侧的清洁轮303顺时针转动,使得两个清洁轮303和经过的板材之间产生相对的运动,对板材的外表面进行清洁,将板材上打磨下来的碎屑进行清扫,板材先经过两个打磨轮301之间,在经过两个清洁轮303之间,同时两个清洁轮303上设置有多段清洁螺旋304,清洁螺旋304在转动时产生横向的分力,推动板材上的碎屑扫下板材,进而保证板材在后期进行印花时,不会有碎屑对印花的效果进行干扰,保证印花的效果;
64.转动螺纹杆201,两个螺纹杆201之间相互传动连接,两个螺纹杆201之间的传动比为一,进而在两个转动其中一个螺纹杆201时,两个螺纹杆201一起进行转动,两个螺纹杆201两端的螺纹旋向相反,进而在两个螺纹杆201转动时分别带动其上对应的两个安装侧架202相互靠近或者远离,安装侧架202的设置位置具体如图3所示,打磨机构和清洁机构的传动和位置关系具体如图1所示,当上下两侧的两个安装侧架202相互靠近时,对应的两个打磨机构相互靠近,对应的两个清洁机构相互靠近,进而使得装置根据不同的使用需求进行调整,调整两个打磨机构和两个清洁机构之间的相对距离,进而保证不同厚度的板材可以穿过两个打磨机构和两个清洁机构之间,进而对不同厚度的板材进行加工。
65.下面结合图1至11说明花纹建筑板材制造系统的实施例二;
66.所述往复机构包括伸缩机构401、滑动底板402、限位侧板ⅰ403和限位侧板ⅱ404,伸缩机构401的伸缩端固定连接有滑动底板402,滑动底板402的前后两端均固定连接有限位侧板ⅰ403,滑动底板402上固定连接有限位侧板ⅱ404,两个装夹支架102上均固定连接有伸缩机构401,两个滑动底板402均滑动连接在底部支架101上;
67.横推机构包括十字轴501、推板轮502、压板凸起503、转动支架504和推动侧轮505,十字轴501上滑动连接有两个推板轮502,两个推板轮502上均固定连接有多个压板凸起503,压板凸起503为弹性材料,两个推板轮502的外侧均转动连接有转动支架504,两个转动支架504上均转动连接有两个推动侧轮505,四个限位侧板ⅰ403上均滑动连接有两个转动支架504,四个十字轴501分别转动连接在对应的两个安装侧架202之间,位于上侧的两个十字轴501之间传动连接,位于下侧的两个十字轴501之间传动连接,两个安装侧架202上均固定连接有第二动力机构,两个第二动力机构分别和位于上侧两个十字轴501中的一个和位于下侧两个十字轴501中的一个传动连接,第二动力机构可以是电机或者内燃机等动力装置;
68.在对板材进行打磨处理之前,预先启动伸缩机构401,伸缩机构401可以是液压缸或者电动推杆,伸缩机构401的伸缩端带动滑动底板402进行运动,滑动底板402带动其上对应的两个限位侧板ⅰ403进行运动,两个伸缩机构401同时启动,进而调整四个限位侧板ⅰ403的位置,四个限位侧板ⅰ403在运动时分别带动其上滑动连接的转动支架504进行运动,四个
转动支架504分别带动其上转动连接的推动侧轮505进行运动,使得推动侧轮505和板材的侧边接触,进而对板材的侧边进行限位,然后再转动螺纹杆201,使得上下两侧的两个横推机构相互靠近,对板材进行上下两侧的挤压,压板凸起503为弹性材料,优选为橡胶等,使得压板凸起503和板材接触,当四个横推机构对板材的装夹完成后,启动第二动力装置,第二动力装置启动时启动十字轴501进行转动,四个十字轴501一起进行转动,四个十字轴501在转动时分别驱动其上对应的两个推板轮502进行转动,八个推板轮502转动时驱动其上的多个压板凸起503进行运动,压板凸起503运动时驱动板材向前进行运动,依次经过打磨机构和清洁机构,位于上侧的两个推板轮502顺时针转动,位于下侧的推板轮502逆时针转动,进而推动板材向前进行运动,当板材穿过打磨机构和清洁机构后,由于横推机构设置有四个,四个横推机构的具体位置和连接关系如图6所示,当板材经过后侧的两个横推机构推动向前进行运动后,位于前侧的两个横推机构对经过打磨机构和清洁机构的板材进行支撑,防止板材出现弯折,进而保证板材的成型和打磨效果;
69.在板材进行打磨和清洁的过程中,启动伸缩机构401,两个伸缩机构401的伸缩端进行往复运动,两个伸缩机构401的伸缩端同时进行往复运动,需要注意的是两个伸缩机构401的伸缩端在进行运动时要保证两个滑动底板402之间的距离不变,进而在推动侧轮505的推动下对板材进行横向的推动,使得板材进行左右的往复运动,进而使得板材在向前进行运动的同时进行左右往复运动,如图4所示,打磨轮301上设置有多个打磨环302,打磨环302对板材进行打磨,同时板材和多个打磨环302之间产生横向的相对运动,进而在保证打磨效果的同时,增加板材和多个打磨环302之间的相对运动,进而增加打磨效果,同时由于板材的左右运动,也增加了多段清洁螺旋304和板材的接触,更有利于多段清洁螺旋304将板材上的碎屑清除,同时也可以将板材上存在的一些孔内的碎屑清除,保证板材的清洁。
70.下面结合图1至11说明花纹建筑板材制造系统的实施例三;
71.所述印花机构包括印花侧板601、限位滑块602、弹簧转环603、印花转轴604和印花转轮605,印花侧板601设置有两个,两个印花侧板601上均固定连接有限位滑块602,两个限位滑块602上均转动连接有弹簧转环603,两个弹簧转环603上均固定连接有印花转轴604,两个印花转轴604上均固定连接有连接键,两个连接键之间滑动连接有印花转轮605,印花转轮605的两侧和两个弹簧转环603之间均固定连接有压缩弹簧,印花机构设置有两个,四个限位滑块602分别滑动连接在两个限位侧板ⅱ404上,四个印花侧板601分别固定连接在位于后侧的四个转动支架504上;
72.在板材进行打磨和清洁完成后,板材经过两个印花转轮605之间,如图10所示,印花转轮605上设置有文字凸起,文字凸起上涂抹有染料,进而使得文字凸起和板材接触,将文字印在板材上,同时在两个伸缩机构401推动横推机构进行横向运动时,位于后侧的两个横推机构分别带动其上的两个印花机构进行运动,进而使得印花机构和横推机构同时进行运动,使得印花机构和板材之间不会产生相对运动,进而保证印花的效果,同时印花机构的结构和连接关系,也能保证在根据板材的厚度和宽度调整横推机构的位置时,印花机构的位置也能跟随运动,同时优选的印花转轮605设置有不同的型号,印花转轮605上设置有不同的文字,同时在横推机构的宽度调整时,两个压缩弹簧对印花转轮605进行推动,保证印花转轮605始终处于中间位置,保证印花的效果。
73.一种花纹建筑板材制造方法,该方法包括以下步骤:
74.步骤一:装夹机构根据板材的厚度驱动两个打磨机构和两个清洁机构相互靠近;
75.步骤二:板材穿过两个打磨机构进行打磨,板材穿过两个清洁机构将打磨的碎屑去除;
76.步骤三:横推机构推动板材进行左右往复运动,进而增加打磨机构的打磨效果,同时也增加清洁机构的清洁效果;
77.步骤四:经过清洁机构去屑的板材穿过印花机构进行印花。
78.一种花纹建筑板材,花纹建筑板材上印有文字花纹。
79.需要注意的是上述实施例之间可以相互拼接使用,也可以全部结合在一起进行使用。
80.当然,上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1