一种难选冶金矿石的高效预处理方法与流程
1.本发明属于冶金技术领域,涉及金银矿石冶炼,特别涉及一种难选冶金矿石的高效预处理方法。
背景技术:
2.难选冶金矿石中的金多以微米尺度的微细粒形式包裹于伴生矿物中,要回收这部分金,必须打开包裹,使金暴露出来。
3.常用的预处理工艺有三种:
4.第一种为压热氧化,在高温高压的条件下,充入氧气,溶解包裹金的伴生矿物,使金暴露出来。即,将在常压下很难进行的化学反应放在高温、高压、有氧条件下进行,加入酸或者碱来分解矿石中包裹金的硫、砷矿物,使金暴露,从而为下一步氰化浸出提供条件。
5.1985年美国homestake公司的mclaughlicn金矿首先采用了压热氧化法处理含砷硫难处理金矿石,自此,压热氧化法成为难处理金矿的一种重要预处理工艺。
6.金的压热氧化一般工艺条件为:温度180~200℃,压力2~3mpa,ph0.5~1.5,氧化时间2~3h,硫砷的氧化率大于50%,预处理后金的浸出率大于95%,运行成本约为1000~1500元/t。
7.该预处理方法具有以下优点:(1)氧化产物可溶,反应分解彻底;(2)无有害气体产生,对环境友好;(3)原矿与精矿均可处理,适于建大型提金厂选用;其缺点是:(1)由于高温高压且往往伴随强腐蚀,因此对设备和材料要求高,且有安全隐患;(2)运行、维护成本高;(3)投资较大。
8.第二种为生物氧化,生物氧化预处理法是上世纪80年代开始研究的新型工艺,主要是将细菌加入调制好的矿浆中,利用浸矿细菌及其代谢产物硫酸高铁的作用,氧化分解黄铁矿、毒砂等包裹金的硫化矿物,从而使金粒暴露,提高氰化浸出率。生物氧化工艺虽然是比较新的工艺,但在国内却是发展最迅速的工艺。2000年,烟台黄金冶炼厂成功地建成了国内第一家50t/d规模的细菌氧化预处理工艺提金示范厂。
9.金的生物氧化一般工艺条件为:矿浆浓度18%~20%,温度45~46℃,ph值一段1.0~1.3,产渣率50%
‑
60%,预氧化时间6~15天。使用磷酸氢二钾、火碱、硫酸铵等药剂做为细菌培养基,调整矿浆ph值,保证细菌生活环境。硫砷的氧化率大于50%,预处理后金的浸出率大于94%,运行成本约为1000~1200元/t。
10.该预处理技术具有如下优点:对环境相对友好、安全、操作简单,适合在有矿山的金矿建规模较小的工厂。其缺点是:处理速度慢、氧化时间较长、系统存量金属量太大导致资金占用较大、设备投资较大、矿浆浓度低、设备需要防腐处理、细菌有耐温要求、适应能力较差、原料适应性弱等。
11.第三种为两段焙烧,焙烧氧化预处理法是在高温下,借助空气或人工加入的氧气使包裹金的含砷硫化物矿和碳化物氧化分解,同时产生大量裂隙,暴露出包裹的金,是最为传统且有效的一种氧化预处理技术。
12.金的两段焙烧一般工艺条件为:一段焙烧炉实行缺氧焙烧,温度570~670℃,二段焙烧实行酸化焙烧,氧过剩系数0.8,入炉原料含砷4%,砷脱除率一般在90%,金的回收率85%~90%左右。运行成本约为800~1200元/t。
13.但对砷黄铁矿不能采用一段焙烧,因为在氧过剩的情况下,原料中的铁会形成三氧化二铁,砷会生成砷酸铁,固定在三氧化二铁中,对金形成新的包裹。从而抑制金的提取。两段焙烧就是在第一段焙烧炉中进行缺氧焙烧,使原料中的铁生成四氧化三铁,而砷会生成三氧化二砷,这样砷硫都会进入气相,从而达到脱出砷硫的目的。在第二段炉内进行硫酸化焙烧,以便综合回收矿石中的有价金属。2003年,山东国大集团建设了国内第一套两段焙烧系统,处理量200t/d。
14.该预处理技术具有如下优点:具有处理速度快、适应性强(对含硫、含砷、含碳的难浸金矿均适应);副产品可以回收利用;技术可靠、操作简便。其缺点是:焙烧过程释放出大量的so2和as2o3等有害气体,污染较大;环境友好程度差,工艺要求严格,预处理效果较差;工艺流程长而且复杂,投资较大,生产成本高,金的回收率比前两种工艺低。
技术实现要素:
15.为了克服上述现有技术存在的预氧化条件苛刻,运行周期长,环境不友好,设备投资大等缺点,本发明的目的在于提供一种难选冶金矿石的高效预处理方法,采用机械活化+化学预氧化,降低了难处理金矿的包裹矿物的氧化反应的难度,使其可在常温常压下进行,降低了设备投入和运行成本,同时不产生有害气体和废渣,环境友好,设备易于大型化制造,可实现大规模生产应用,具有极大的推广价值。
16.为了实现上述目的,本发明采用的技术方案是:
17.一种难选冶金矿石的高效预处理方法,包括如下步骤:
18.步骤一,将难选冶金矿石加水调浆,加入分散剂进行机械活化,磨矿至质量百分比90%的颗粒小于1~20μm(即d90<1~20μm),使难选冶金矿石的化学反应活性增加;
19.步骤二,在机械活化后体系中添加氧化剂进行预氧化,将包裹金的伴生矿物溶解,使金暴露出来,预氧化后进行过滤;
20.步骤三,将过滤所得滤饼调浆,进行浸出提金,回收其中的金和银。
21.进一步地,所述难选冶金矿石为含砷、碳和微细粒浸染金中的一种或几种的金矿石或金精矿,所述伴生矿物为砷黄铁矿和/或黄铁矿。
22.进一步地,所述机械活化条件如下:
23.固液比:1:(1~10);
24.磨矿时间:0.01~5小时;
25.磨矿温度:10~100℃;
26.磨矿介质粒度:<5mm;
27.分散剂用量:1~100kg/t矿石。
28.进一步地,所述分散剂为六偏磷酸钠和/或水玻璃。
29.进一步地,所述步骤二中,过滤所得一部分滤液返回机械活化调浆,另一部分滤液经处理后达标排放。
30.进一步地,所述步骤二中,在加入氧化剂的同时还加入naoh,以沉淀氧化反应产出
的铁离子。
31.进一步地,所述预氧化条件如下:
32.固液比:1:(1~10);
33.氧化浸出时间:0.1~20小时(随矿石性质的变化,时间跨度变化也较大。优选20分钟~16小时);
34.氧化浸出温度:10~100℃,可进一步选为10~50℃;
35.naoh用量:1~100kg/t矿;
36.氧化剂添加量:1~5000mol/t矿石。
37.进一步地,所述氧化剂为双氧水、高锰酸钾或臭氧。
38.进一步地,通过氰化法浸出提金,浸出结束后采用炭浆法或置换法回收金银,浸出尾矿经过滤,滤饼外排,滤液返回本步骤进行调浆。
39.进一步地,所述浸出提金中固液比为1:(1~5),并按0.001~50g/l的比例加入nacn或环保提金剂,充入空气进行氰化浸出,浸出时间0.1~80小时。
40.与现有技术相比,本发明利用固体矿物受到机械力作用后,会产生塑性变形和各种缺陷,内能增大,化学反应活性增加,可实现常规条件下热力学不可能发生的反应,反应速度也大大加快的原理,将矿物细磨至质量百分比90%小于1~20μm,比表面积大于1000m2/kg,在无需高温高压甚至在常温常压下即可加入氧化剂将包裹金的伴生矿物溶解,使金暴露出来,从而实现金的高效回收。
41.内部验证,采用本发明回收难处理金矿石中的金银,金银回收率90%以上,较常规氰化法提高了40个百分点,另外,采用本发明生产成本约为600元/吨,相对与生物氧化、两段焙烧和常规压热氧化工艺,可降低投资,降低生产成本,提高回收率,同时降低环境污染,经济和社会效益明显。
42.综上,本发明具有流程简单,矿物适应性好,投资低,运行成本低,环境友好等诸多优点。
附图说明
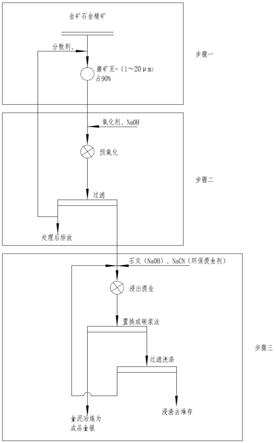
43.图1是本发明流程示意图。
具体实施方式
44.下面结合附图和实施例详细说明本发明的实施方式。
45.如图1所示,本发明一种难选冶金矿石的高效预处理方法,适用于含砷、含碳、含微细粒浸染金的金矿石或金精矿的处理,包含机械活化、预氧化、浸出三大步骤,即:将难选冶金矿石进行超细磨使矿物化学反应活性增加;加入氧化剂,使包裹金矿物的砷黄铁矿和黄铁矿等分解,使金银得以充分暴露;通过氰化法或其它无氰浸出来回收氧化渣中的金和银。本发明的具体步骤描述如下:
46.步骤1:先将难选冶金矿石加水配成固液质量比为1:(1~10)的矿浆,添加六偏磷酸钠或水玻璃等分散剂后,超细磨至质量百分比90%小于1~20μm(d90<1~20μm),进入步骤2;
47.步骤2:由步骤1来的矿浆,在氧化槽中,加入氧化剂如双氧水、高锰酸钾、臭氧等,
进行氧化浸出。同时可根据需要加入naoh,以沉淀氧化反应产出的铁离子。浸出结束后,矿浆经过滤作业得到的液体,部分返回步骤1进行调浆,另一部分经中和后达标排放。过滤后得到的固体滤饼进入步骤3。
48.步骤3:氧化浸渣上述滤饼,加入氰化浸出的回水调浆,同时可根据需要加入nacn或环保提金剂,充入空气进行氰化浸出,浸出时间0.1~80小时;浸出结束后采用炭浆法或置换法回收金银。浸出尾矿经过滤,滤饼外排,滤液返回本作业进行调浆。
49.具体操作条件如下:
50.①
、机械活化:
51.固液比:1:(1~10)
52.磨矿时间:0.01~5小时
53.磨矿温度:10~100℃
54.磨矿介质粒度:<5mm
55.产品细度:(1~20μm)占90%(d90<1~20μm)
56.分散剂用量:1~100kg/t矿石
57.②
、预氧化
58.固液比:1:(1~10)
59.氧化浸出时间:0.1~20小时
60.氧化浸出温度:10~100℃
61.naoh用量(如有):1~100kg/t矿
62.氧化剂添加量:1~5000mol/t矿石
63.③
、氰化提金银
64.固液比:1:(1~5)
65.浸出时间:0.1~80小时
66.nacn或环保提金剂质量浓度(如有):0.001~50g/l。
67.本发明的原理包括:
68.固体矿物受到机械力作用后,会产生塑性变形和各种缺陷,内能增大,化学反应活性增加;同时,随着表面积的增大,其理化性质有了巨大变化,可实现常规条件下热力学不可能发生的反应,反应速度也大大加快。本发明利用机械活化+预氧化,可破坏金的包裹体,便于后续浸出提金。
69.以下是本发明的若干具体实施例:
70.实施例1
71.处理甘肃某矿山金精矿1t,其化学成分见下表:
[0072][0073]
该金精矿直接氰化处理金浸出率45%,焙烧后氰化金浸出率80%;销售价格较低,经济效益较差。
[0074]
步骤1:先将原料加水配成固液质量比为1:1.5的矿浆,加入六偏磷酸钠10kg/t,细磨至
‑
5μm占90%(质量比),进入步骤2;
[0075]
步骤2:由步骤1来的矿浆,加水稀释至固液质量比为1:3,添加30%双氧水5kg/t,99%工业火碱8kg/t,进行氧化浸出6h。浸出结束后,矿浆经过滤作业得到的液体,部分返回步骤1进行调浆,另一部分经中和后达标排放。过滤后得到的固体进入步骤3。
[0076]
步骤3:氧化浸出尾矿经过滤所得的滤饼,加入氰化浸出的回水调浆,同时加入nacn10kg/t,充入空气进行氰化浸出,浸出时间48小时;同时加入活性炭吸附溶液中的金银。最终产出载金碳置换产生金泥50kg,含金865g/t,含银859,金回收率91.39%,银回收率68.58%;浸出尾矿经过滤,滤饼外排,滤液返回本作业进行调浆。
[0077]
实例2、
[0078]
处理吉尔吉斯某矿山金精矿100kg,其化学成分见下表:
[0079][0080]
该金精矿直接氰化处理金浸出率27%,焙烧后氰化金浸出率78%;销售价格金计价系数70%,经济效益较差。
[0081]
步骤1:先将原料加水配成固液质量比为1:1.5的矿浆,加入六偏磷酸钠10kg/t,细磨至
‑
5μm占90%(质量比),进入步骤2;
[0082]
步骤2:由步骤1来的矿浆,加水稀释至固液质量比为1:3,添加臭氧12kg/t,99%工业火碱15kg/t,常温常压进行氧化浸出6h。浸出结束后,矿浆经过滤作业得到的液体,部分返回步骤1进行调浆,另一部分经中和后达标排放。过滤后得到的固体进入步骤3。
[0083]
步骤3:氧化浸出尾矿经过滤所得的滤饼,加入氰化浸出的回水调浆,同时加入低毒环保提金剂60kg/t,充入空气进行氰化浸出,浸出时间48小时;同时加入活性炭吸附溶液中的金银。最终产出载金碳5kg,含金409g/t,含银402g/t,金回收率93.78%,银回收率61.25%;浸出尾矿经过滤,滤饼外排,滤液返回本作业进行调浆。
[0084]
实例3、
[0085]
处理秘鲁某矿山金精矿100kg,其化学成分见下表:
[0086][0087]
该金精矿直接氰化处理金浸出率21%,冶炼厂焙烧后氰化金浸出率62%。
[0088]
步骤1:先将原料加水配成固液质量比为1:1.5的矿浆,加入六偏磷酸钠15kg/t,细磨至
‑
2.5μm占90%(质量比),进入步骤2;
[0089]
步骤2:由步骤1来的矿浆,加水稀释至固液质量比为1:3,添加臭氧21kg/t,99%工业火碱5kg/t,常温常压进行氧化浸出12h。浸出结束后,矿浆经过滤作业得到的液体,部分
返回步骤1进行调浆,另一部分经中和后达标排放。过滤后得到的固体进入步骤3。
[0090]
步骤3:氧化浸出尾矿经过滤所得的滤饼,加入氰化浸出的回水调浆,同时加入低毒环保提金剂60kg/t,充入空气进行氰化浸出,浸出时间48小时;同时加入活性炭吸附溶液中的金银。最终产出载金碳5kg,含金998g/t,含银1647g/t,金回收率85.62%,银回收率65.25%;浸出尾矿经过滤,滤饼外排,滤液返回本作业进行调浆。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1