一种高强度变形铝合金及其制备方法与流程
1.本发明主要涉及合金技术领域,具体是一种高强度变形铝合金及其制备方法。
背景技术:
2.铝合金作为现阶段工程应用中轻质的金属结构材料,具有低密度、高比强度和比刚度,在航空航天、高速轻轨列车以及3c产品等高端领域内都具有很大的应用优势。稀土铝合金的al
‑
mg
‑
si
‑
re合金系经历了从al
‑
mg
‑
si
‑
sc系、al
‑
mg
‑
si
‑
th系、al
‑
mg
‑
si
‑
y系过渡到目前的al
‑
mg
‑
si
‑
gd合金系的发展历程,先后开发了多种以re为主要添加元素的新型铝合金。就目前铝合金行业的现状来说,对于y元素在铝合金中的应用日益成熟,而对于gd,tb,dy等元素的研究还不是很成熟。在共晶点温度,gd在al中的极限固溶度是4.53at.%,且该数值随温度的降低呈指数级下降,这意味着al
‑
mg
‑
si
‑
gd合金是典型可以通过热处理进行析出强化的铝合金。但是我们在进行含gd铝合金的研究中,发现单纯的gd元素铝合金在强度和塑性方面还存在一定的不足,还无法满足航空航天等领域对新型轻质高强度高延展性材料的应用需要。
技术实现要素:
3.为解决现有技术的不足,本发明提供了一种高强度变形铝合金及其制备方法,它通过加入重稀土gd、微合金强化元素mg和si、晶粒细化元素zr,优化熔铸、挤压及热处理工艺,制备高性能变形铝合金材料并实现性能稳定化生产,极大的提高了其强度与延展性能,使之满足制备航空航天、汽车等领域的需求。
4.本发明为实现上述目的,通过以下技术方案实现:
5.一种高强度变形铝合金,由以下重量百分比的组分组成:mg0.5
‑
1.0%;si0.3
‑
0.8%;gd0.5
‑
1.0%;zr0.3
‑
0.5%;余量为al和不可避免的杂质。
6.一种高强度变形铝合金的制备方法,包括如下步骤:
7.s1:按照如权利要求1所述的配比称取工业纯al、工业纯mg、al
‑
gd中间合金、al
‑
si中间合金和al
‑
zr中间合金;
8.s2:将反应釜加热并依次加入工业纯al、工业纯mg、al
‑
gd中间合金、al
‑
si中间合金和al
‑
zr中间合金至完全熔化,并进行精炼处理;
9.s3:将s2步骤的熔融状态合金液浇铸成锭;
10.s4:将s3步骤得到的铝合金锭进行冷轧制变形;
11.s5:将s4步骤得到的铝合金进行时效处理,即得到t6态变形铝合金;
12.s6:将s5步骤得到的铝合金进行热轧。
13.优选的,所述al
‑
gd中间合金采用al
‑
20gd中间合金,所述al
‑
si中间合金采用al
‑
20si中间合金,所述al
‑
zr中间合金采用al
‑
20zr中间合金。
14.优选的,所述s2步骤中,首先将反应釜加热至700℃并加入纯al,至纯al完全熔化后加入工业纯mg至完全熔化,将温度继续升高达到720℃时,将al
‑
gd中间合金和al
‑
si中间
合金加入到熔体中至完全熔化,继续将反应釜温度升至780℃后加入al
‑
zr中间合金至完全熔化。
15.优选的,所述s3步骤中,将模具预热至300
‑
350℃,将合金液温度控制在710
‑
750℃进行浇铸,并在空气中冷却至常温。
16.优选的,所述冷轧制变形进行三次,每次变形量3%
‑
5%,总变形量10%
‑
15%。
17.优选的,所述s6步骤中,首先将铝合金加热至450
‑
500℃,将模具预热至300~350℃,以10:1
‑
30:1的挤压比、1.5~3.5m/min的挤压速率挤压成形。
18.优选的,所述s5步骤中,首先将铝合金在480~500℃下保温1~2h,然后在510~530℃下保温8~12h。
19.对比现有技术,本发明的有益效果是:
20.本发明在适当的gd、zr等元素加入量及工艺条件下,在al
‑
mg
‑
si
‑
re合金系中会形成一种新型的长周期堆垛有序结构,进一步提高al
‑
mg
‑
si
‑
re合金系的强度及塑性,并可以对铝合金的高温拉伸性能、耐腐蚀性能等具有不同程度的提升。
21.通过挤压变形的加工方式使铝合金表面质量良好、晶粒细小,具有良好的尺寸精度,并极大的提高其延展性。
22.本发明通过向al中加入mg、si、gd和zr元素并调整其加入量,通过熔铸、挤压及热处理工艺细化晶粒,进而提高铝合金的力学性能。实现在合理的mg、si、gd、zr元素含量下通过合理的加工工艺,获得的铝合金具备极高的室温强度与极高的合金塑性,制备出室温拉伸抗拉强度超过530mpa,屈服强度超过470mpa,延伸率大于10%的高强度变形铝合金,为汽车工业、航空航天等领域提供工艺简单、性能稳定、成功率高、生产效率高的优质高性能的轻质铝合金材料。
附图说明
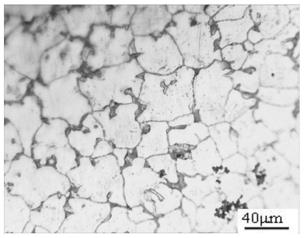
23.附图1为实施例1中制备的铝合金的光学显微组织图;
24.附图2为实施例2中制备的铝合金的光学显微组织图;
25.附图3为实施例3中制备的铝合金的光学显微组织图;
26.附图4为实施例4中制备的铝合金的光学显微组织图;
27.附图5为对比例1中制备的铝合金的光学显微组织图;
28.附图6为实施例中各铝合金性能检测报告。
具体实施方式
29.结合附图和具体实施例,对本发明作进一步说明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所限定的范围。
30.实施例1:
31.一种高强度变形铝合金,由以下重量百分比的组分组成:mg0.5%;si0.3%;gd0.5%;zr0.3%;余量为al和不可避免的杂质,其中杂质元素含量小于0.02%。
32.上述高强度变形铝合金由以下工艺制备而成:
33.s1:按照如上所述的配比称取工业纯al 940kg、工业纯mg 5kg、al
‑
20gd中间合金
25kg、al
‑
20si中间合金15kg和al
‑
20zr中间合金15kg。
34.s2:将反应釜加热,首先将反应釜加热至700℃并加入纯al,至纯al完全熔化后加入工业纯mg至完全熔化,将温度继续升高达到720℃时,将al
‑
20gd中间合金和al
‑
20si中间合金加入到熔体中至完全熔化,继续将反应釜温度升至780℃后加入al
‑
20zr中间合金至完全熔化。
35.s3:将铸锭模具预热至320℃,将合金液温度控制在720℃浇铸成锭,并在空气中冷却至常温。
36.s4:将s3步骤得到的铝合金锭进行冷轧制变形,冷轧制变形进行三次,每次变形量3%
‑
5%,总变形量10%。
37.s5:将s4步骤得到的铝合金进行时效处理,首先将铝合金在480℃下保温2h,然后在510℃下保温12h,即得到t6态变形铝合金。
38.s6:将铝合金加热至450℃,将模具预热至300℃,以10:1的挤压比、3.5m/min的挤压速率挤压成形。
39.将上述s6步骤得到的铝合金进行室温拉伸实验,拉伸机为zwick btc
‑
z100型电子万能材料试验机,拉伸测试速率为0.5mm/min。获得合金室温拉伸抗拉强度为522mpa、屈服强度为475mpa、延伸率为9.3%。
40.实施例2:
41.一种高强度变形铝合金,由以下重量百分比的组分组成:mg0.5%;si0.3%;gd0.5%;zr0.3%;余量为al和不可避免的杂质,其中杂质元素含量小于0.02%。
42.上述高强度变形铝合金由以下工艺制备而成:
43.s1:按照如上所述的配比称取工业纯al 940kg、工业纯mg 5kg、al
‑
20gd中间合金25kg、al
‑
20si中间合金15kg和al
‑
20zr中间合金15kg。
44.s2:将反应釜加热,首先将反应釜加热至700℃并加入纯al,至纯al完全熔化后加入工业纯mg至完全熔化,将温度继续升高达到720℃时,将al
‑
20gd中间合金和al
‑
20si中间合金加入到熔体中至完全熔化,继续将反应釜温度升至780℃后加入al
‑
20zr中间合金至完全熔化。
45.s3:将铸锭模具预热至320℃,将合金液温度控制在720℃浇铸成锭,并在空气中冷却至常温。
46.s4:将s3步骤得到的铝合金锭进行冷轧制变形,冷轧制变形进行三次,每次变形量3%
‑
5%,总变形量15%。
47.s5:将s4步骤得到的铝合金进行时效处理,首先将铝合金在480℃下保温2h,然后在510℃下保温12h,即得到t6态变形铝合金。
48.s6:将铝合金加热至450℃,将模具预热至300℃,以30:1的挤压比、1.5m/min的挤压速率挤压成形。
49.将上述s6步骤得到的铝合金进行室温拉伸实验,拉伸机为zwick btc
‑
z100型电子万能材料试验机,拉伸测试速率为0.5mm/min。获得合金室温拉伸抗拉强度为542mpa、屈服强度为509mpa、延伸率为10.5%。
50.实施例3:
51.一种高强度变形铝合金,由以下重量百分比的组分组成:mg0.8%、si0.6%、
gd0.8%;zr0.4%;余量为al和不可避免的杂质,其中杂质元素含量小于0.02%。
52.其制备方法与实施例2相同,其中加入的工业纯al 902kg、工业纯mg 8kg、al
‑
20gd中间合金40kg、al
‑
20si中间合金30kg和al
‑
20zr中间合金20kg。
53.将上述制备得到的铝合金进行室温拉伸实验,拉伸机为zwick btc
‑
z100型电子万能材料试验机,拉伸测试速率为0.5mm/min。获得合金室温拉伸抗拉强度为562mpa、屈服强度为514mpa、延伸率为11.7%。
54.实施例4:
55.一种高强度变形铝合金,由以下重量百分比的组分组成:mg1.0%、si0.8%、gd1.0%;zr0.5%;余量为al和不可避免的杂质,其中杂质元素含量小于0.02%。
56.其制备方法与实施例2相同,其中加入的工业纯al 875kg、工业纯mg 10kg、al
‑
20gd中间合金50kg、al
‑
20si中间合金40kg和al
‑
20zr中间合金25kg。
57.将上述制备得到的铝合金进行室温拉伸实验,拉伸机为zwick btc
‑
z100型电子万能材料试验机,拉伸测试速率为0.5mm/min。获得合金室温拉伸抗拉强度为575mpa、屈服强度为526mpa、延伸率为12.3%。
58.对比例1:
59.本对比例采用本公司之前研发的单gd元素变形铝合金作为参考,且将其制备方法按照实施例3的工序进行。
60.一种高强度变形铝合金,由以下重量百分比的组分组成:mg0.8%、si0.6%、gd0.8%;余量为al和不可避免的杂质,其中杂质元素含量小于0.02%。
61.其制备方法与实施例2相同,其中加入的工业纯al 922kg、工业纯mg 8kg、al
‑
20gd中间合金40kg、al
‑
20si中间合金30kg。
62.将上述制备得到的铝合金进行室温拉伸实验,拉伸机为zwick btc
‑
z100型电子万能材料试验机,拉伸测试速率为0.5mm/min。获得合金室温拉伸抗拉强度为482mpa、屈服强度为415mpa、延伸率为7.6%。
63.结合附图,由上述实施例1与实施例2可看出,冷轧工艺总变形率自10%提高至15%,热轧挤压比自10:1提高至30:1并相应降低其挤压速率,可起到进一步细化晶粒的效果,从而相应的提高铝合金的抗拉强度与延展性。
64.由上述实施例2
‑
4可看出,一定范围内相应的提高铝合金中mg、si、gd、zr等元素的占比,可提高铝合金的抗拉强度与延展性。
65.由实施例3与对比例1可看出,通过增加zr元素,可极大提高铝合金的抗拉强度与延展性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1