耐蚀钢筋以及耐蚀钢筋的生产方法与流程
1.本发明属于冶金技术领域,涉及一种耐蚀钢筋,以及一种耐蚀钢筋的生产方法。
背景技术:
2.钢筋混凝土结构是基础建设中最主要的结构方式,钢筋作为骨架材料,其性能影响着混凝土结构的寿命,进而影响建筑结构的安全性。随着社会的发展,建筑将逐渐向沿海、深海、极地、内陆等地质环境恶劣区域扩展,建筑用材尤其是混凝土结构用钢筋的力学性能和耐蚀性能面临着更苛刻的要求。故此,如何提升力学性能、耐蚀性能也是当下混凝土结构用钢筋的生产中的重要研究课题。
3.而除了力学性能、耐蚀性能之外,钢筋的生产制造成本等方面也是影响钢筋的实际生产和应用的重要方面。例如,现有技术中会通过添加大量合金元素、或者对元素含量范围要求严格,导致炼钢难度和生产成本增加。
技术实现要素:
4.为解决现有技术中所存在的技术问题,本发明的目的在于提供一种耐蚀钢筋以及一种耐蚀钢筋的生产方法,其在较低的生产难度和生产成本的情况下,获得具有较佳的抗腐蚀性能、力学性能的钢筋,大大改善钢筋的广泛应用。
5.为实现上述发明目的,一实施方式提供了一种耐蚀钢筋,所述钢筋的化学成分以质量百分比计包括:c:0.02%~0.08%,si≤1.0%,mn≤1.0%,cr:4.0%~8.0%,mo≤2.0%,cu:0.3%~0.6%,ni≤2.0%,n≤0.02%,0.03%<p≤0.05%,s≤0.01%,且si+mn≤1.0%,cr+mo:4.0%~8.5%,cu+ni+p:0.5%~2.5%,余量为fe及不可避免的杂质;
6.所述钢筋的生产方法包括依序进行的以下工序,
7.铁水预脱硫:终点铁水可允许的硫含量上限为0.002%;
8.转炉冶炼:出钢结束后加入铬铁合金且所加铬铁合金可允许的碳含量上限为2.0%;
9.lf炉精炼:终点钢水可允许的碳含量上限为0.40%,终点钢水温度>1630℃;
10.rh炉精炼:终点钢水可允许的碳含量上限为0.08%,终点钢水温度>1620℃;
11.方坯连铸:将钢水连浇成连铸坯,连浇温度1550℃~1570℃;
12.热连轧:将连铸坯在加热炉中进行加热、而后轧制成直径6~16mm的盘卷钢筋,加热温度为1140~1200℃,开轧温度为1040~1100℃,精轧温度960~1050℃,吐丝温度840~900℃;
13.斯太尔摩冷却:先将热连轧所得的钢筋以冷速4~7℃/s冷却至500℃
±
20℃,此期间斯太尔摩辊道下方的风机全部打开;之后,将钢筋从500℃
±
20℃以冷速≤1℃/s继续冷却至室温,此期间斯太尔摩辊道下方的风机全部关闭。
14.进一步优选地,所述钢筋的化学成分以质量百分比计还包括:v:0.01~0.2%,ti:0.01~0.05%,nb:0.01~0.05%,b:0.0005~0.0020%中的任意一种及以上。
15.进一步优选地,所述钢筋的化学成分以质量百分比计包括:c:0.04%~0.08%,si≤1.0%,mn≤1.0%,cr:4.0%~8.0%,mo≤2.0%,cu:0.3%~0.6%,ni≤2.0%,n:0.005%~0.018%,0.03%<p≤0.05%,s:0.004%~0.01%,且si+mn≤1.0%,cr+mo:4.0%~8.5%,cu+ni+p:0.5%~2.5%,余量为fe及不可避免的杂质。
16.进一步优选地,所述钢筋的化学成分以质量百分比计包括:c:0.04%~0.08%,si≤1.0%,mn≤1.0%,cr:4.0%~8.0%,mo≤2.0%,cu:0.3%~0.6%,ni≤2.0%,n:0.007%~0.015%,0.03%<p≤0.05%,s:0.004%~0.01%,且si+mn≤1.0%,cr+mo:4.0%~8.5%,cu+ni+p:0.5%~2.5%,余量为fe及不可避免的杂质。
17.进一步优选地,所述钢筋的化学成分以质量百分比计包括:c:0.04%~0.08%,si≤1.0%,mn≤1.0%,cr:4.0%~8.0%,mo≤2.0%,cu:0.3%~0.6%,ni≤2.0%,n:0.007%~0.015%,0.03%<p≤0.05%,s:0.008%~0.01%,且si+mn≤1.0%,cr+mo:4.0%~8.5%,cu+ni+p:0.5%~2.5%,余量为fe及不可避免的杂质。
18.进一步地,所述钢筋的屈服强度≥400mpa,抗拉强度≥580mpa,强屈比>1.45,断后伸长率≥18%,最大力总伸长率≥7.5%。
19.进一步地,在盐雾腐蚀试验中,所述钢筋的平均失重腐蚀速率为0.045~0.07g/(m2·
h)。
20.进一步地,所述钢筋的微观组织为45%~51%的铁素体和49%~55%的贝氏体,且不具有马氏体。
21.进一步优选地,转炉冶炼工序中,所加铬铁合金的粒径≤30mm;
22.方坯连铸工序中,所用连铸机的结晶器采用熔点1154150℃、粘度2.9310.5pa
·
s的保护渣。
23.为实现上述发明目的,一实施方式提供了一种耐蚀钢筋的生产方法,其包括依序进行的以下工序,
24.铁水预脱硫:终点铁水可允许的硫含量上限为0.002%;
25.转炉冶炼:出钢结束后加入铬铁合金且所加铬铁合金可允许的碳含量上限为2.0%;
26.lf炉精炼:终点钢水可允许的碳含量上限为0.40%,终点钢水温度>1630℃;
27.rh炉精炼:终点钢水温度>1620℃,且终点钢水的化学成分以质量百分比计包括:c:0.02%~0.08%,si≤1.0%,mn≤1.0%,cr:4.0%~8.0%,mo≤2.0%,cu:0.3%~0.6%,ni≤2.0%,n≤0.02%,0.03%<p≤0.05%,s≤0.01%,且si+mn≤1.0%,cr+mo:4.0%~8.5%,cu+ni+p:0.5%~2.5%,余量为fe及不可避免的杂质;
28.方坯连铸:将钢水连浇成连铸坯,连浇温度1550℃~1570℃;
29.热连轧:将连铸坯在加热炉中进行加热、而后轧制成直径6~16mm的盘卷钢筋,加热温度为1140~1200℃,开轧温度为1040~1100℃,精轧温度960~1050℃,吐丝温度840~900℃;
30.斯太尔摩冷却:先将热连轧所得的钢筋以冷速4~7℃/s冷却至500℃
±
20℃,此期间斯太尔摩辊道下方的风机全部打开;之后,将钢筋从500℃
±
20℃以冷速≤1℃/s继续冷却至室温,此期间斯太尔摩辊道下方的风机全部关闭。
31.进一步优选地,转炉冶炼工序中,所加铬铁合金的粒径≤30mm;
32.方坯连铸工序中,所用连铸机的结晶器采用熔点1154150℃、粘度2.9310.5pa
·
s的保护渣。
33.进一步优选地,rh炉精炼工序的终点钢水的化学成分以质量百分比计还包括:v:0.01~0.2%,ti:0.01~0.05%,nb:0.01~0.05%,b:0.0005~0.0020%中的任意一种及以上。
34.进一步优选地,rh炉精炼工序的终点钢水的化学成分以质量百分比计包括:c:0.04%~0.08%,si≤1.0%,mn≤1.0%,cr:4.0%~8.0%,mo≤2.0%,cu:0.3%~0.6%,ni≤2.0%,n:0.005%~0.018%,0.03%<p≤0.05%,s:0.004%~0.01%,且si+mn≤1.0%,cr+mo:4.0%~8.5%,cu+ni+p:0.5%~2.5%,余量为fe及不可避免的杂质。
35.进一步优选地,rh炉精炼工序的终点钢水的化学成分以质量百分比计包括:c:0.04%~0.08%,si≤1.0%,mn≤1.0%,cr:4.0%~8.0%,mo≤2.0%,cu:0.3%~0.6%,ni≤2.0%,n:0.007%~0.015%,0.03%<p≤0.05%,s:0.004%~0.01%,且si+mn≤1.0%,cr+mo:4.0%~8.5%,cu+ni+p:0.5%~2.5%,余量为fe及不可避免的杂质。
36.进一步优选地,rh炉精炼工序的终点钢水的化学成分以质量百分比计包括:c:0.04%~0.08%,si≤1.0%,mn≤1.0%,cr:4.0%~8.0%,mo≤2.0%,cu:0.3%~0.6%,ni≤2.0%,n:0.007%~0.015%,0.03%<p≤0.05%,s:0.008%~0.01%,且si+mn≤1.0%,cr+mo:4.0%~8.5%,cu+ni+p:0.5%~2.5%,余量为fe及不可避免的杂质。
37.进一步地,所得钢筋的屈服强度≥400mpa,抗拉强度≥580mpa,强屈比>1.45,断后伸长率≥18%,最大力总伸长率≥7.5%。
38.进一步地,在盐雾腐蚀试验中,所得钢筋的平均失重腐蚀速率为0.045~0.07g/(m2·
h)。
39.进一步地,所得钢筋的微观组织为45%~51%的铁素体和49%~55%的贝氏体,且不具有马氏体。
40.与现有技术相比,本发明的有益效果包括:
41.(1)基于c、cr、mo、ni、cu、p、n的各自含量以及关联关系,使钢筋具有合理比例的铁素体和贝氏体两相微观组织,一方面,使得所得钢筋的力学强度佳,屈服强度≥400mpa,抗拉强度≥580mpa,尤其是具有非常优异的强屈比>1.45,远超现有钢筋的强屈比;再一方面,保证了钢筋具有较优秀的耐腐蚀性能,在盐雾腐蚀试验中,所述钢筋的平均失重腐蚀速率为0.045~0.07g/(m2·
h),相较于普通hrb400提高20倍以上;
42.(2)另外,基于化学成分的设计,结合生产工艺的工序改进,还可以在保证优异的力学强度、强屈比和耐腐蚀性能的同时,实现c、p、n、s等元素的含量范围控制宽松,且不含al、sn和稀土元素re,相对现有技术大大降低生产难度和生产成本,综合成本经济优秀;尤其是,即使在c、p、n、s等元素的含量控制中打破常规而提高元素上限,也可以避免钢筋塑性降低,保证钢筋塑性优异,断后伸长率≥18%,最大力总伸长率≥7.5%。
具体实施方式
43.下面结合具体的实施方式来对本发明的技术方案做进一步的介绍,但要求保护的范围不仅局限于所作的描述。
44.本实施方式提供了一种耐蚀钢筋,以及提供该耐蚀钢筋的生产方法。该实施方式
通过化学成分和生产工艺两个方面的综合改进,在较低的生产难度和生产成本的情况下,获得具有较佳的抗腐蚀性能、力学性能的钢筋,大大改善钢筋的广泛应用。
45.所述钢筋的化学成分以质量百分比计包括:c:0.02%~0.08%,si≤1.0%,mn≤1.0%,cr:4.0%~8.0%,mo≤2.0%,cu:0.3%~0.6%,ni≤2.0%,n≤0.02%,0.03%<p≤0.05%,s≤0.01%,余量为fe及不可避免的杂质。
46.并且,所述钢筋的化学成分中,si+mn≤1.0%,cr+mo:4.0%~8.5%,cu+ni+p:0.5%~2.5%。
47.其中,上述化学成分中的各个元素的作用进行说明如下。
48.c:奥氏体形成元素,同时也是重要的强化元素,通常认为含量过高会对耐蚀性、塑性不利,故碳元素含量一般在极低水平,但如此则会导致冶钢难度和成本非常大,而本发明的化学成分设计中,碳元素可允许的含量上限为0.08%,即生产过程中碳元素的含量控制在0.08%以内即可,具体碳元素的含量可以控制在0.02%~0.08%,进一步优选地,碳元素含量控制0.04%~0.08%。
49.si:铁素体形成元素,其固溶于铁素体,能抑制c元素在奥氏体中的扩散、延迟铁素体和珠光体相变,提升钢筋的屈服强度和抗拉强度;si和mo结合对提高抗腐蚀性有促进,但si含量过高会降低钢材的塑性,劣化钢筋的焊接性能;本发明的化学成分设计中,si含量控制在1.0%以内。
50.mn:固溶强化元素,同时也是重要的脱氧剂、脱硫剂、奥氏体形成元素;然而,mn含量过高时,钢筋的塑性、冲击韧性会下降;本发明的化学成分设计中,mn含量控制在1.0%以内。
51.cr:重要的耐蚀元素,可以在钢筋表面形成氧化物钝化膜,提高钢筋的耐腐蚀能力;另外,cr元素也是铁素体形成元素,其含量太高,对强屈比不利,且对生产设备要求高,冶炼难度和成本都将增加;本发明的化学成分设计中,cr含量控制在4.0~8.0%。
52.mo:重要的耐蚀元素,能够使钢筋表面发生钝化,提升钢筋的抗腐蚀性能;mo元素对珠光体转变的抑制作用非常明显,同时结合碳化物形成元素cr,可促进贝氏体的生成;另外,mo元素能促进晶粒细化,提高钢筋的淬透性,对强屈比的提升有利;本发明的化学成分设计中,mo含量控制在2.0%以内。
53.cu:重要的耐蚀元素,易在钢表面及锈层中富集,富集的cu一方面促使钢阳极钝化,另一方面形成具有保护作用的锈层,有助于提高钢筋的耐蚀性能,本发明的化学成分设计中,cu含量控制在0.3~0.6%。
54.ni:奥氏体形成元素,对强屈比的提升有利;同时ni使钢材的自腐蚀电位正移,增加钢的抗腐蚀能力;另外,ni元素易聚集在锈层中,能促进保护性锈层的生成,提高钢的耐蚀性能;但ni成本较高,且含量过高给炼钢带来困难;本发明的化学成分设计中,ni含量控制在2.0%以内。
55.n:奥氏体形成元素,对提升强屈比及耐点蚀性能有利,若n含量偏高,会降低钢筋的塑性(例如降低断后伸长率、最大力总伸长率),而过高或过低的n都会增加冶炼难度及成本,而本发明的化学成分设计中,n元素可允许的含量上限为0.02%,即生产过程中n元素的含量控制在0.02%以内即可,具体n元素的含量可以控制在0.005%~0.018%,进一步优选地,n元素含量控制0.007%~0.015%。
56.p:可以提高钢筋的强度和耐蚀性能,但在钢中容易出现偏析,且p含量过高会导致冷脆,降低钢筋的塑性,本发明的化学成分设计中,p含量可以大于0.03%,并且可允许的含量上限为0.05%。
57.s:在材料中易产生低熔点的硫化物,易在晶界处形成低熔点共晶体,产生“热脆”现象,降低钢筋的塑性,故硫元素含量一般在极低水平,但如此则会导致冶钢难度和成本非常大,而本发明的化学成分设计中,硫元素可允许的含量上限为0.01%,即生产过程中硫元素的含量控制在0.01%以内即可,具体硫元素的含量可以控制在0.004%~0.01%,进一步优选地,碳元素含量控制0.008%~0.01%。
58.进一步地,在一优选实施方式中,所述钢筋的化学成分以质量百分比计还包括:v:0.01~0.2%,ti:0.01~0.05%,nb:0.01~0.05%,b:0.0005~0.0020%中的任意一种及以上。
59.其中,在该优选实施方式中,进一步所含元素的作用进行说明如下。
60.v:细晶强化元素,能够在热连轧工序中析出细小的v(c,n)钉扎奥氏体晶界,细化晶粒,提高强韧性;本发明的化学成分设计中,v含量控制在0.01~0.2%。
61.nb:通过碳氮化物析出提高强度,促进贝氏体形成,对提升强屈比有利,但含量过高,成本增加且炼钢难度增大;本发明的化学成分设计中,nb含量控制在0.01~0.05%。
62.ti:细晶强化元素,但含量过高,易形成粗大的tin,且增大冶炼难度;本发明的化学成分设计中,ti含量控制在0.01~0.05%。
63.b:易于晶界偏聚,降低晶界能量,降低铁素体和珠光体的形核率;提高淬透性,促进贝氏体的形成;本发明的化学成分设计中,b含量控制在0.0005~0.0020%。
64.在优选实施方式中,基于v、ti、al和b任一种或以上的选择性添加,可以使得所述钢筋在性能方面在第一实施方式的基础上得到进一步地改善,该钢筋具有更加优异的抗腐蚀性能、力学强度、塑性。
65.进一步地,本实施方式提供了前述钢筋的生产方法,所述生产方法的工艺路线包括依序进行的铁水预脱硫工序、转炉冶炼工序、lf炉精炼工序、rh炉精炼工序、方坯连铸工序、热连轧工序、斯太尔摩冷却工序。下面按照步骤顺序对所述生产方法进行详细介绍。
66.(1)铁水预脱硫工序
67.将高炉来的铁水进行kr法脱硫,终点铁水可允许的硫含量上限为0.002%,具体地,在铁水中的s含量处于0.002%以内时,即可进行出钢。这样,既可以保证最终钢筋的综合性能,又可以降低生产成本和冶炼难度。
68.(2)转炉冶炼工序
69.将铁水预脱硫工序中所得铁水吊运至转炉处,并注入转炉中进行冶炼,出钢结束后向钢水中加入铬铁合金以对钢水进行初步合金化,本发明中,此处所加铬铁合金可允许的碳含量上限约为2.0%;如此可以降低后续的脱碳压力,从而降低冶炼难度、材料成本和生产成本。
70.(3)lf炉精炼工序
71.将转炉冶炼工序所出的钢水注入lf炉中进一步进行冶炼,终点钢水温度>1630℃,终点钢水可允许的碳含量上限为0.40%,也即,在该lf炉精炼工序进行出钢时,钢水中的碳含量处于0.40%以内。如此,一方面可以降低对转炉冶炼工序中所加铬铁合金的要求,
另一方面利于缩短lf炉精炼工序中的脱碳时间,保证正常生产节奏,提高生产效率。
72.(4)rh炉精炼工序
73.将lf炉精炼工序所出的钢水注入rh精炼炉中进行精炼,精炼过程包括脱碳、脱氧以及进一步合金化。该工序的终点钢水温度>1620℃;另外,终点钢水的化学成分决定了最终所得钢筋的化学成分,也即,终点钢水的化学成分与最终钢筋的化学成分相一致。
74.在一实施方式中,该rh炉精炼工序的终点钢水可允许的碳含量上限为0.08%,具体地终点钢水的碳含量可以控制在0.02%~0.08%,相应的,所得钢筋的化学成分中碳含量以质量百分比计为0.02%~0.08%。例如,该rh炉精炼工序的终点钢水的化学成分以质量百分比计包括:c:0.02%~0.08%,si≤1.0%,mn≤1.0%,cr:4.0%~8.0%,mo≤2.0%,cu:0.3%~0.6%,ni≤2.0%,n≤0.02%,0.03%<p≤0.05%,s≤0.01%,且si+mn≤1.0%,cr+mo:4.0%~8.5%,cu+ni+p:0.5%~2.5%,余量为fe及不可避免的杂质。这样,可以在保证生产节奏,提升生产速率,并且还可以降低生产难度,整体降低生产成本。
75.进一步优选地,该rh炉精炼工序的终点钢水的碳含量可以控制在0.04%~0.08%,相应的,所得钢筋的化学成分中碳含量以质量百分比计为0.04%~0.08%。例如,该rh炉精炼工序的终点钢水的化学成分以质量百分比计包括:c:0.04%~0.08%,si≤1.0%,mn≤1.0%,cr:4.0%~8.0%,mo≤2.0%,cu:0.3%~0.6%,ni≤2.0%,n:0.007%~0.015%,0.03%<p≤0.05%,s:0.008%~0.01%,且si+mn≤1.0%,cr+mo:4.0%~8.5%,cu+ni+p:0.5%~2.5%,余量为fe及不可避免的杂质。
76.(5)方坯连铸工序
77.将rh炉精炼工序所出的钢水采用连铸机连浇成连铸坯,期间,连浇温度1550℃~1570℃,如此,可以利于连续浇注。
78.(6)热连轧工序
79.先将方坯连铸工序所得的连铸坯在加热炉中进行加热,加热温度为1140~1200℃;而后加热后的连铸坯热连轧成直径6~16mm的盘卷钢筋,开轧温度为1040~1100℃,精轧温度960~1050℃,吐丝温度840~900℃。如此,通过加热温度的控制,可以保证合金元素固溶;而开轧温度、精轧温度和吐丝温度的整体控制,可以实现整个轧制过程为再结晶区轧制,并且实现高线控轧,从而充分发挥各合金元素的强化作用,同时也为后续的组织控制做好准备,利于保证最终所得钢筋的各个性能。
80.(7)斯太尔摩冷却工序
81.将盘卷钢筋在斯太尔摩冷却线上进行空冷,整个冷却过程分为两个阶段,具体地:自斯太尔摩冷却线的入口开始的一段辊道范围内,先将钢筋以冷速4~7℃/s冷却至500℃
±
20℃,此期间斯太尔摩辊道下方的风机全部打开;之后,将钢筋从500℃
±
20℃以冷速≤1℃/s继续冷却至室温,此期间斯太尔摩辊道下方的风机全部关闭。
82.也即,大致以钢筋的温度500℃
±
20℃作为斯太尔摩冷却线的辊道分段点,在钢筋的温度到达500℃
±
20℃之前的辊道范围内,辊道下方的风机全部打开、控制钢筋冷速4~7℃/s,而在钢筋的温度到达500℃
±
20℃之后的辊道范围内,辊道下方的风机全部关闭、控制钢筋冷速≤1℃/s。
83.如此,通过冷却中两个阶段的控制,可以使得所得钢筋为铁素体和贝氏体的两相组织,而不具有马氏体,并且能够调控铁素体和贝氏体的分别占比,同时,还可以实现对强
屈比、耐蚀性的优化,尤其是可以保证钢筋具有极佳的塑形。
84.进一步地,在一优选实施方式中,转炉冶炼工序中,所加铬铁合金的粒径≤30mm,可保证所加铬铁合金与钢水充分接触,确保铬的收得率以及提高生产效率。
85.另外,在一优选实施方式中,方坯连铸工序中,所用连铸机的结晶器采用熔点1154150℃、粘度2.9310.5pa
·
s的保护渣。如此,通过设计保护渣的熔点、粘度,一方面,可以利用保护渣起到隔热保温、防止二次氧化的作用,另一方面,还可以保证渣层的厚度及连续性,防止出现粘结漏钢,同时可保证连浇钢水的质量及温度。
86.进一步地,在一实施方式中,如前所述,所述钢筋的微观组织为铁素体和贝氏体,其中铁素体所占比例为45%~51%,贝氏体所占比例为49%~55%。如此,
87.一方面,能够保证适合的力学强度以及强屈比,保证良好的综合力学性能;另一方面,可以提高耐蚀性能。
88.具体地,在力学性能方面,所述钢筋的屈服强度≥400mpa,抗拉强度≥580mpa,强屈比>1.45;而且,断后伸长率≥18%,最大力总伸长率≥7.5%。
89.在耐蚀性方面,在盐雾腐蚀试验中,所述钢筋的平均失重腐蚀速率为0.045~0.07g/(m2·
h),相对于普通hrb400提高20倍以上。其中,所采用的盐雾腐蚀试验的具体方法为:将处理后的试样放置在盐雾试验箱中,试验依照gb/t10125人造气氛腐蚀试验~盐雾腐蚀试验进行,溶液为5.0
±
0.05(wt%)nacl,ph为6.5~7.2,溶液温度为35℃
±
2℃,连续试验并获取168h时的平均失重腐蚀速率。
90.综上所述,本发明的有益效果包括:
91.(1)基于c、cr、mo、ni、cu、p、n的各自含量以及关联关系,使钢筋具有合理比例的铁素体和贝氏体两相微观组织,一方面,使得所得钢筋的力学强度佳,屈服强度≥400mpa,抗拉强度≥580mpa,尤其是具有非常优异的强屈比>1.45,远超现有钢筋的强屈比;再一方面,保证了钢筋具有较优秀的耐腐蚀性能,在盐雾腐蚀试验中,所述钢筋的平均失重腐蚀速率为0.045~0.07g/(m2·
h),相较于普通hrb400提高20倍以上;
92.(2)另外,基于化学成分的设计,结合生产工艺的工序改进,还可以在保证优异的力学强度、强屈比和耐腐蚀性能的同时,实现c、p、n、s等元素的含量范围控制宽松,且不含al、sn和稀土元素re,相对现有技术大大降低生产难度和生产成本,综合成本经济优秀;尤其是,即使在c、p、n、s等元素的含量控制中打破常规而提高元素上限,也可以避免钢筋塑性降低,保证钢筋塑性优异,断后伸长率≥18%,最大力总伸长率≥7.5%。
93.也即,整体上而言,本发明综合化学成分设计和生产工艺的控制,优化所得钢筋的整体综合性能,且生产难度低、成本低,工艺操作简便易控,保证实际生产的工况顺行,具有更高的社会意义和经济效应。
94.以下通过5个实施例,进一步对本发明的具体实施方式予以介绍。当然,这5个实施例仅为本实施方式所含众多变化实施例中的一部分,而非全部。在前述实施方式的基础上进行的其它实施例,未脱离本发明的技艺宗旨。
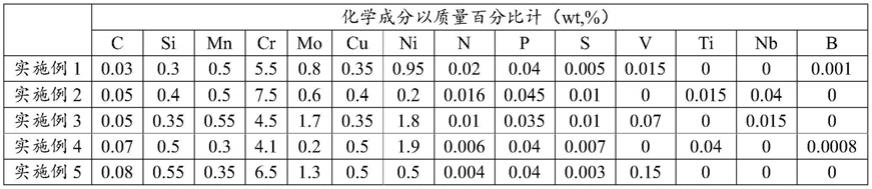
95.首先,实施例1~5均提供了一种钢筋,所述钢筋的化学成分如表1所示。
96.[表1]
[0097][0098]
对于各个实施例和各个对比例的生产方法,均是采用包括依序进行的铁水预脱硫工序、转炉冶炼工序、lf炉精炼工序、rh炉精炼工序、方坯连铸工序、热连轧工序、斯太尔摩冷却工序的工艺路线,具体如下:
[0099]
(1)铁水预脱硫工序:对铁水进行预脱硫,实施例1~5均控制脱硫后铁水中的s≤0.002%;
[0100]
(2)转炉冶炼工序:出钢结束后向钢水中加入铬铁合金以对钢水进行初步合金化,实施例1~5在此处所加的铬铁合金中碳含量、以及粒径分别如表2所示;
[0101]
(3)lf炉精炼工序:实施例1~5的终点钢水温度、终点钢水中碳含量分别如表2所示;
[0102]
(4)rh炉精炼工序:实施例1~5的终点钢水温度、终点钢水中碳含量分别如表2所示;
[0103]
(5)方坯连铸工序:将钢水采用连铸机连浇成连铸坯,期间,实施例1~5的连浇温度分别如表2所示;
[0104]
[表2]
[0105][0106]
(6)热连轧工序:先将连铸坯在加热炉中进行加热,而后热连轧成盘卷钢筋,实施例1~5的加热温度、开轧温度、精轧温度、吐丝温度分别如表3所示;
[0107]
(7)斯太尔摩冷却工序:自斯太尔摩冷却线的入口开始,先将钢筋以表3中所示的第一段冷速、冷却至表3中所示的分界温度;之后,将以表3中所示的第二段冷速继续冷却至室温。
[0108]
[表3]
[0109][0110]
对实施例1~5的钢筋,按照相同的测试方法进行取样并进行金相组织检测、盐雾
腐蚀试验,各个实施例和对比例的钢筋直径、金相组织、盐雾腐蚀试验的腐蚀速率如表4所示。
[0111]
[表4]
[0112][0113]
并且,对实施例1~5的钢筋,按照相同的测试方法进行取样并进行力学性能检测,各个实施例和对比例的检测结果如表5所示。
[0114]
[表5]
[0115][0116]
结合表4和表5可以看出,按照本实施方式予以生产的实施例1~5中的钢筋,综合性能非常优异:钢筋为45%~51%铁素体和49%~55%贝氏体的两相组织,无马氏体;屈服强度≥400mpa,抗拉强度≥580mpa,强屈比>1.45,断后延伸率≥18%,最大力总伸长率≥7.5%,力学性能优异,塑性优异;且盐雾腐蚀试验中,耐海水腐蚀性能较普通hrb400提高20倍以上。
[0117]
应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
[0118]
上文所列出的详细说明仅仅是针对本发明的可行性实施方式的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施方式或变更均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1