一种铟靶材及其制备方法与流程
1.本发明属于靶材制备技术领域,具体涉及一种铟靶材及其制备方法。
背景技术:
2.现有的铟靶制备工艺中,通常是将铟熔液浇铸在模具中自然凝固后得到靶材。但这样的铟靶晶粒尺寸极为不均匀且杂乱,晶粒尺寸分布在25
‑
631μm,实验数据所得整体约有470%的偏差,会造成溅射时速度不一致,沉积的薄膜层非常不均匀。为此需要开发一种利用淬火原理的方法,控制铟靶晶粒尺寸均匀性就十分必要。
技术实现要素:
3.针对上述现有技术的缺点,本发明提供一种铟靶材及其制备方法。
4.为实现上述目的,本发明采取的技术方案为:
5.一种铟靶材的制备方法,包括如下步骤:
6.s1:将背板安装在模具中,然后预热模具;
7.s2:在背板表面涂布铟靶材熔液,然后将铟靶材熔液浇铸入模具;
8.s3:将装有铟靶材熔液的模具自中部向两端分区域冷却,得到凝固的靶材;
9.s4:将凝固的靶材放入水中淬火,得到所述铟靶材。
10.本发明采取分区域冷却和淬火结合的方式,一方面,本发明将金属靶材熔液自中间区域向两端冷却,保证在冷却的过程中将锁孔往两端排挤,确保靶材内部无缩孔影响靶材的质量。另一方面,提高了靶材的晶粒尺寸的均匀性,保证靶材溅射沉积厚度的均匀性。采用本发明所述靶材的制备方法制备的靶材纯度高,晶粒尺寸分布均匀,且靶材内部无缩孔。
11.作为本发明的优选实施方式,所述分区域冷却具体为:将模具沿着长边分为n个区域,5≤n≤15,n为自然数;当n为单数时,其余区域温度保持不变,将第(n+1)/2的区域温度降至120℃,待铟靶材熔液完全凝固后;其余区域温度保持不变,将第(n
‑
1)/2和第(n+3)/2区域温度降至120℃,待铟靶材熔液完全凝固后;以此推类至整个模具中铟靶材熔液凝固为凝固的靶材;当n为双数时,其余区域温度保持不变,将第n/2和(n+2)/2的区域温度降至120℃,其余区域温度保持不变,待铟靶材熔液完全凝固后;其余区域温度保持不变,将第(n
‑
2)/2和第(n+4)/2区域温度降至120℃,待铟靶材熔液完全凝固后;以此推至整个模具中铟靶材熔液凝固为凝固的靶材。
12.作为本发明的优选实施方式,所述s3中,水的温度为20
‑
22℃。
13.经过申请人大量的实验探索,当水的温度为20
‑
22℃范围时,经过淬火制备的靶材晶粒尺寸分布最均匀,晶粒尺寸分布在106
‑
153μm。
14.作为本发明的优选实施方式,所述s1中,将抛光处理的背板非浇铸区贴上胶布后,将背板安装在模具上,然后在背板与模具相连处涂抹密封胶。
15.所述胶布为聚酰亚胺胶布;所述聚酰亚胺胶布长期耐温150℃,短期耐温260℃;所
述胶布具有耐高温、耐久性,而且撕胶布时,物体表面不会残留胶,方便脱模。
16.作为本发明的优选实施方式,所述步骤(3)中,将凝固的靶材脱模,去除胶布后,放入水中淬火。
17.作为本发明的优选实施方式,所述s1中,预热温度为180
‑
240℃。
18.本发明选用预热温度为180
‑
240℃,是为了保证靶材涂布在背板上的过程、靶材熔液浇铸在模具中以及靶材在凝固前均为熔融状态。
19.作为本发明的优选实施方式,所述s1中,将铟靶材在250
‑
300℃下熔融为铟靶材熔液。
20.作为本发明的优选实施方式,所述s2中,当背板表面温度为160℃以上,在背板表面涂布铟靶材熔液。
21.作为本发明的优选实施方式,所述涂布具体为:以5
‑
10mm/s的速率,在背板表面以直线运动方式从左往右、从右往左、从上往下或者从下往上的方式超声涂布铟靶材熔液;超声频率为25
‑
35khz。作为本发明的优选实施方式,所述s2中,使用铟靶材熔液将背板表面涂布的铟靶材熔液冲洗干净,然后将铟靶材熔液浇铸入模具。
22.因为背板在涂布铟靶材熔液后,背板表面上的铟靶材熔液会产生较高的铜含量,为使铜含量控制在1000ppm以下,有效地增加制备太阳能电池的转换效率,本发明使用新鲜的铟靶材熔液冲洗干净背板上第一次涂布的铟靶材熔液。
23.作为本发明的优选实施方式,所述s3中,将金属靶材熔液浇铸入模具后,使用筛网摩擦金属靶材熔液。
24.本发明使用筛网可以刮走铟靶材熔液中的氧化物;更优选地,所述筛网的尺寸为100目,能够有效分离氧化物和铟靶材熔液。
25.本发明相对于现有技术,具有如下有益效果:
26.(1)本发明采取分区域冷却和淬火结合的方式,一方面,本发明将金属靶材熔液自中间区域向两端冷却,保证在冷却的过程中将锁孔往两端排挤,确保靶材内部无缩孔影响靶材的质量。另一方面,提高了靶材的晶粒尺寸的均匀性,保证靶材溅射沉积厚度的均匀性。
27.(2)本发明使用新鲜的金属靶材熔液冲洗干净背板上第一次涂布的金属靶材熔液,再将金属靶材熔液浇铸于模具,有利于减少靶材的铜含量。
28.(3)采用本发明所述靶材的制备方法制备的靶材纯度高,晶粒尺寸分布均匀,且靶材内部无缩孔。
附图说明
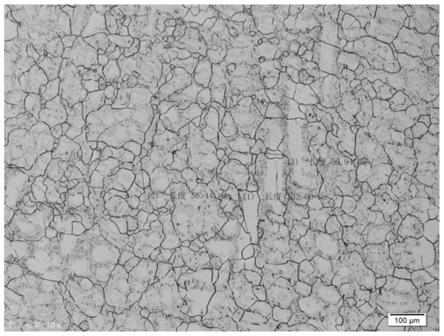
29.图1为本发明实施例1所述铟靶材的金相显微结构图;
30.图2为本发明对比例2所述铟靶材的金相显微结构图。
具体实施方式
31.为更好地说明本发明的目的、技术方案和优点,下面将结合具体实施例对本发明作进一步说明。
32.实施例1
33.本实施例所述铟靶材的制备方法,包括如下步骤:
34.s1:将抛光处理的背板在非浇铸区贴胶布,然后将背板安装在模具上,在背板与模具相连处涂抹密封胶,在200℃下预热模具;将铟靶材在280℃下熔融为铟靶材熔液;
35.s2:当模具中背板表面的温度上升为160℃以上时,使用超声涂布机以8mm/s的速率,在背板表面以直线运动方式从左往右的方式涂布一层铟靶材熔液,超声频率为30khz;然后使用铟靶材熔液冲洗干净涂布的铟靶材熔液,冲洗干净后将铟靶材熔液浇铸入模具,使用100目的筛网刮走铟靶材熔液中的氧化物;
36.s3:将装有铟靶材熔液的模具沿着长边分为12个区域,自中部向两端分区域冷却,具体为:其余区域温度保持不变,将第6和7的区域温度降至120℃,待第6和7区域的铟靶材熔液完全凝固后;保持第1
‑
4和9
‑
12区域的温度不变,将第5和8区域温度降至120℃,待铟靶材熔液完全凝固后;保持第1
‑
3和10
‑
12区域的温度不变,将第4和第9区域温度降至120℃,待铟靶材熔液完全凝固后,以此推类至整个模具中金属靶材熔液凝固为凝固的靶材;
37.s4:将凝固的靶材放入21℃水中淬火,降至室温后得到所述靶材;使用冷水机保持水的温度在21℃。
38.实施例2
39.本实施例所述铟靶材的制备方法,包括如下步骤:
40.s1:将抛光处理的背板在非浇铸区贴胶布,然后将背板安装在模具上,在背板与模具相连处涂抹密封胶,在180℃下预热模具;将铟靶材在250℃下熔融为铟靶材熔液;
41.s2:当模具中背板表面的温度上升为160℃以上时,使用超声涂布机以10mm/s的速率,在背板表面以直线运动方式从右往左的方式涂布一层铟靶材熔液,超声频率为30khz;然后使用金属靶材熔液冲洗干净涂布的铟靶材熔液,冲洗干净后将铟靶材熔液浇铸入模具,使用100目的筛网刮走铟靶材熔液中的氧化物;
42.s3:将装有铟靶材熔液的模具沿着长边分为5个区域,自中部向两端分区域冷却,具体为:其余区域温度保持不变,将第3的区域温度降至120℃,待3区域的铟靶材熔液完全凝固后;其余区域温度保持不变,将第2和4区域温度降至120℃,待铟靶材熔液完全凝固后;其余区域温度保持不变,将第1和第5区域温度降至120℃,待铟靶材熔液完全凝固后,得到凝固的靶材;
43.s4:将凝固的靶材放入20℃水中淬火,降至室温后得到所述靶材;使用冷水机将水的温度保持在20℃。
44.实施例3
45.本实施例所述铟靶材的制备方法,包括如下步骤:
46.s1:将抛光处理的背板在非浇铸区贴胶布,然后将背板安装在模具上,在背板与模具相连处涂抹密封胶,在240℃下预热模具;将铟靶材在300℃下熔融为铟靶材熔液;
47.s2:当模具中背板表面的温度上升为160℃以上时,使用超声涂布机以5mm/s的速率,在背板表面以直线运动方式从上往下的方式涂布一层铟靶材熔液,超声频率为30khz;然后使用铟靶材熔液冲洗干净涂布的金属靶材熔液,冲洗干净后将铟靶材熔液浇铸入模具,使用100目的筛网刮走铟靶材熔液中的氧化物;
48.s3:将装有铟靶材熔液的模具沿着长边分为15个区域,自中部向两端分区域冷却,具体为:其余区域温度保持不变,将第8的区域温度降至120℃,待第8区域的铟靶材熔液完
全凝固后;其余区域温度保持不变,将第7和9区域温度降至120℃,待铟靶材熔液完全凝固后;其余区域温度保持不变,将第6和第10区域温度降至120℃,待铟靶材熔液完全凝固后,以此推类至整个模具中铟靶材熔液凝固为凝固的靶材;
49.s4:将凝固的靶材放入22℃水中淬火,降至室温后得到所述靶材;使用冷水机将水的温度保持在22℃。
50.对比例1
51.本对比例所述铟靶材的制备方法,包括如下步骤:
52.s1:将抛光处理的背板在非浇铸区贴胶布,然后将背板安装在模具上,在背板与模具相连处涂抹密封胶,在200℃下预热模具;将铟靶材在280℃下熔融为铟靶材熔液;
53.s2:当模具中背板表面的温度上升为160℃以上时,使用超声涂布机以8mm/s的速率,在背板表面以直线运动方式从左往右的方式涂布一层铟靶材熔液,超声频率为30khz;然后使用铟靶材熔液冲洗干净涂布的铟靶材熔液,冲洗干净后将铟靶材熔液浇铸入模具,使用100目的筛网刮走铟靶材熔液中的氧化物;
54.s3:将装有铟靶材熔液的模具在120℃下整体冷却至完全凝固为凝固的靶材;
55.s4:将凝固的靶材放入21℃水中淬火,降至室温后得到所述靶材;使用冷水机保持水的温度在21℃。
56.对比例2
57.本对比例所述铟靶材的制备方法,包括如下步骤:
58.s1:将抛光处理的背板在非浇铸区贴胶布,然后将背板安装在模具上,在背板与模具相连处涂抹密封胶,在200℃下预热模具;将铟靶材在280℃下熔融为铟靶材熔液;
59.s2:当模具中背板表面的温度上升为160℃以上时,使用超声涂布机以8mm/s的速率,在背板表面以直线运动方式从左往右的方式涂布一层铟靶材熔液,超声频率为30khz;然后使用铟靶材熔液冲洗干净涂布的铟靶材熔液,冲洗干净后将铟靶材熔液浇铸入模具,使用100目的筛网刮走铟靶材熔液中的氧化物;
60.s3:将装有铟靶材熔液的模具沿着长边分为12个区域,自中部向两端分区域冷却,具体为:其余区域温度保持不变,将第6和7的区域温度降至120℃,待第6和7区域的铟靶材熔液完全凝固后;保持第1
‑
4和9
‑
12区域的温度不变,将第5和8区域温度降至120℃,待铟靶材熔液完全凝固后;保持第1
‑
3和10
‑
12区域的温度不变,将第4和第9区域温度降至120℃,待铟靶材熔液完全凝固后,以此推类至整个模具中铟靶材熔液凝固为凝固的靶材;
61.s4:将凝固的靶材室温下自然冷却,得到所述靶材。
62.对比例3
63.本对比例所述铟靶材的制备方法,包括如下步骤:
64.s1:将抛光处理的背板在非浇铸区贴胶布,然后将背板安装在模具上,在背板与模具相连处涂抹密封胶,在200℃下预热模具;将铟靶材在280℃下熔融为铟靶材熔液;
65.s2:当模具中背板表面的温度上升为160℃以上时,使用超声涂布机以8mm/s的速率,在背板表面以直线运动方式从左往右的方式涂布一层铟靶材熔液,超声频率为30khz;然后将铟靶材熔液浇铸入模具,使用100目的筛网刮走铟靶材熔液中的氧化物;
66.s3:将装有铟靶材熔液的模具沿着长边分为12个区域,自中部向两端分区域冷却,具体为:其余区域温度保持不变,将第6和7的区域温度降至120℃,待第6和7区域的铟靶材
熔液完全凝固后;保持第1
‑
4和9
‑
12区域的温度不变,将第5和8区域温度降至120℃,待铟靶材熔液完全凝固后;保持第1
‑
3和10
‑
12区域的温度不变,将第4和第9区域温度降至120℃,待铟靶材熔液完全凝固后,以此推类至整个模具中铟靶材熔液凝固为凝固的靶材;
67.s4:将凝固的靶材放入21℃水中淬火,降至室温后得到所述靶材;使用冷水机保持水的温度在21℃。
68.对比例4
69.本实施例所述铟靶材的制备方法,包括如下步骤:
70.s1:将抛光处理的背板在非浇铸区贴胶布,然后将背板安装在模具上,在背板与模具相连处涂抹密封胶,在200℃下预热模具;将铟靶材在280℃下熔融为铟靶材熔液;
71.s2:当模具中背板表面的温度上升为160℃以上时,使用超声涂布机以8mm/s的速率,在背板表面以直线运动方式从左往右的方式涂布一层铟靶材熔液,超声频率为30khz;然后使用铟靶材熔液冲洗干净涂布的铟靶材熔液,冲洗干净后将铟靶材熔液浇铸入模具,使用100目的筛网刮走铟靶材熔液中的氧化物;
72.s3:将装有铟靶材熔液的模具沿着长边分为12个区域,自中部向两端分区域冷却,具体为:其余区域温度保持不变,将第6和7的区域温度降至120℃,待第6和7区域的铟靶材熔液完全凝固后;保持第1
‑
4和9
‑
12区域的温度不变,将第5和8区域温度降至120℃,待铟靶材熔液完全凝固后;保持第1
‑
3和10
‑
12区域的温度不变,将第4和第9区域温度降至120℃,待铟靶材熔液完全凝固后,以此推类至整个模具中金属靶材熔液凝固为凝固的靶材;
73.s4:将凝固的靶材放入15℃水中淬火,降至室温后得到所述靶材;使用冷水机保持水的温度在15℃。
74.对比例5
75.本实施例所述铟靶材的制备方法,包括如下步骤:
76.s1:将抛光处理的背板在非浇铸区贴胶布,然后将背板安装在模具上,在背板与模具相连处涂抹密封胶,在200℃下预热模具;将铟靶材在280℃下熔融为铟靶材熔液;
77.s2:当模具中背板表面的温度上升为160℃以上时,使用超声涂布机以8mm/s的速率,在背板表面以直线运动方式从左往右的方式涂布一层铟靶材熔液,超声频率为30khz;然后使用铟靶材熔液冲洗干净涂布的铟靶材熔液,冲洗干净后将铟靶材熔液浇铸入模具,使用100目的筛网刮走铟靶材熔液中的氧化物;
78.s3:将装有铟靶材熔液的模具沿着长边分为12个区域,自中部向两端分区域冷却,具体为:其余区域温度保持不变,将第6和7的区域温度降至120℃,待第6和7区域的铟靶材熔液完全凝固后;保持第1
‑
4和9
‑
12区域的温度不变,将第5和8区域温度降至120℃,待铟靶材熔液完全凝固后;保持第1
‑
3和10
‑
12区域的温度不变,将第4和第9区域温度降至120℃,待铟靶材熔液完全凝固后,以此推类至整个模具中金属靶材熔液凝固为凝固的靶材;
79.s4:将凝固的靶材放入30℃水中淬火,降至室温后得到所述靶材;使用冷水机保持水的温度在30℃。
80.效果例
81.测试样品:实施例1
‑
3和对比例1
‑
5所制备的铟靶材。
82.测试方法:使用icp
‑
ms测试样品的纯度;使用电子显微镜测试样品的晶粒尺寸。
83.表1实施例1
‑
3和对比例1
‑
5所制备的铟靶材的性能数据
[0084] 纯度(%)晶粒尺寸(μm)缩孔实施例199.9960~220无实施例299.9947~231无实施例399.9961~251无对比例199.9950~241有对比例299.9913~631无对比例399.960~220无对比例499.9914~231无对比例599.9992~328无
[0085]
从图1
‑
2中可以看出,实施例1所述铟靶材的晶粒尺寸较对比例2均匀,结合表1结果,本发明实施例1
‑
3的铟靶材在纯度、晶粒尺寸和缩孔的综合性能上优于对比例1
‑
3,因此本发明采取分区域冷却和淬火结合的方式,可以降低靶材内部出现缩孔的风险,也可以提高靶材的晶粒尺寸的均匀性,保证靶材溅射沉积厚度的均匀性,而且对比例3与实施例1
‑
3相比,所述铟靶材纯度交较低,说明本发明使用新鲜的金属靶材熔液冲洗干净背板上第一次涂布的金属靶材熔液,再将金属靶材熔液浇铸于模具,有利于减少靶材的铜含量,提升铟靶材的纯度。
[0086]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1