一种热力载荷连续交替冲击强化的装置及其工作方法
1.本发明属于激光非传统加工制造领域,特别涉及多工艺复合加工制造领域,公开了一种对金属材料采用脉冲电流热加载和激光冲击力加载连续交替冲击的装置及方法,具体为一种热力载荷连续交替冲击强化的装置及其工作方法。
背景技术:
2.飞机和航空发动机等关键零部件大量采用金属材料,金属材料的主要失效形式疲劳和腐蚀都发生在材料的表面,因此材料表面结构和性能直接影响材料的综合性能和使用范围。激光冲击强化技术是利用强激光诱导冲击波作用于金属表面,使材料发生塑性变形,促进晶粒细化,并在材料表层诱导生成一定厚度的残余压应力层,从而提高材料的塑性和疲劳性能。但是由于激光冲击强化影响层深度较浅(约1mm),并且主要通过冲击波力学作用促进材料发生塑性变形,加工效率低,对材料内部结构强化和微裂纹等缺陷修复效果微弱。
3.高能脉冲电流在提升材料塑性、促进晶粒回复与再结晶以及晶粒细化等方面具有显著作用。此外,由于高能脉冲电流的瞬态热效应可以向金属材料同时输入较高的热能和应变能,有助于提高原子迁移速率,改善材料内部的微裂纹、孔洞等微观缺陷。相比于其他工艺,高能脉冲电流具有高效、节能等显著优点。但高能脉冲的热效应显著,在极短的时间内便能够使材料发生相变析出、在空气中发生高温氧化反应及局部高温熔化现象。
4.发明专利cn111822578a公开了一种电致塑性辅助激光冲击拉深成形装置及方法,在金属板件拉伸成形过程中采用脉冲电流电致塑性和激光冲击强化作用提升材料的塑性,提高了板料拉深成形的成形能力及效率。发明专利cn110315210a公开了一种脉冲电流处理与激光冲击薄板复合多工位可换凹模成形装置及其方法,在进行薄板零件成型过程中持续脉冲电流和激光冲击强化作用,从而实现金属薄板的多工位微成形。上述专利均是采用的是持续脉冲电流与激光冲击强化复合作用提高材料的塑性,但是并未考虑脉冲电流焦耳热产生的材料与空气发生的氧化反应,并且在拉伸成型折弯处容易产生材料局部高温软化、甚至熔化现象。发明专利cn105177479b公开了一种ti
‑
6al
‑
4v合金新型复合显微组织的光电脉冲复合处理方法,对ti
‑
6al
‑
4v合金材料采取激光冲击强化后再进行脉冲电流处理,最后退火处理改变材料的显微组织类型,获得全新的力学性质。该方法将激光冲击强化作用和脉冲电流处理分开进行,削弱了热效应对激光冲击强化效果的加强作用,只是单纯的多种材料处理工艺叠加使用。
5.综上所述,该技术还有待于改进。
技术实现要素:
6.发明目的:为了克服以上不足,本发明的目的是提供一种热力载荷连续交替冲击强化的装置,采用高能脉冲电流热加载与激光力加载连续交替冲击作用金属材料,引入瞬态热应力的同时有效避免长时间的电流焦耳热效应,可以实现金属表面及内部的晶粒细化、微缺陷闭合及残余应力引入,从而显著提升材料强韧性及疲劳性能。
7.技术方案:为了实现上述目的,本发明提供了一种热力载荷连续交替冲击强化的装置,包括:密封载物台、激光力加载装置、光电控制系统和材料,其中,所述激光力加载装置包括激光发生器和光路控制系统,所述激光发生器的输出端与密封载物台连接,输入端与光路控制系统的输出端连接,所述光路控制系统的输入端与光电控制系统的输出端连接,所述光电控制系统的输入端与光电控制系统连接,所述光电控制系统的输入端与密封载物台远离激光力加载装置的一端连接,所述材料设于密封载物台内。本发明采用高能脉冲热加载与激光冲击力加载连续交替作用的方法处理金属材料,利用高能脉冲电流瞬态热效应在材料内部引入热应力及电子风力,降低材料流变应力,提升材料塑性;在此基础上开展激光力冲击可以实现材料表层更大厚度的塑性形变层晶粒细化,同时采用连续交替冲击加载动作,缩短脉冲电流作用频率,并将材料放置于密封充满n2的环境中,可以避免高能脉冲电流连续作用产生的焦耳热引起的材料相变析出、与空气发生高温氧化反应及局部结构高温熔化等现象。
8.进一步的,所述密封载物台包括大理石平台、一组电极板、一组夹持装置和密封罩,其中,所述夹持装置包括夹持安装板和螺旋推进杆,所述电极板相对设于大理石平台上,所述夹持安装板设于大理石平台上,并设于电极板的外侧,所述螺旋推进杆一端穿过夹持安装板后与电极板连接,所述密封罩设于大理石平台上,所述材料设于大理石平台上,并设于两电极板之间。
9.更进一步的,所述光电控制系统包括逻辑电路和计时器,所述逻辑电路的一端与光路控制系统连接,另一端与计时器连接。
10.此外,还包括脉冲电流发生装置和脉冲信号监测装置,所述脉冲电流发生装置一端与逻辑电路连接,另一端与脉冲信号监测装置连接,所述脉冲信号监测装置远离脉冲电流发生装置的另一端通过导线穿过螺旋推进杆后与电极板连接,且所述逻辑电路根据计时器信号控制热、力加载装置连续交替输出。
11.进一步的,所述光电信号控制系统采用的是“或门”逻辑电路,所述“或门”逻辑电路分别与脉冲电流发生装置和激光力加载装置串联,通过逻辑信号控制激光力加载和脉冲电流热加载交替动作。
12.更进一步的,所述计时器采用超高精度计时器,其能够实现ns级的时间计数;
13.并根据计时器输出信号控制激光力加载装置和脉冲电流热加载装置作用时间。
14.优选的,所述脉冲信号监测控制装置对脉冲电流发生装置发出锯齿形脉冲信号波形、峰值电流强度及脉冲宽度进行动态监测。
15.进一步优选的,所述的一种热力载荷连续交替冲击强化的装置的工作方法,该热力载荷连续交替冲击强化的装置实施热力连续交替冲击加载的方法如下:
16.1):将材料放置在密封载物台内的夹持装置上,调节左右两个电极板位置,使其与材料两侧完全贴合,并填充n2起到隔绝氧气作用;
17.2):根据材料参数确定脉冲电流发生装置参数、激光力加载装置参数及单次作用脉冲宽度和频率;
18.3):开启脉冲电流发生装置,“或门”逻辑电路开始处于接通脉冲电流热加载回路,超高精度计时器开始记录脉冲电流热加载作用时间,脉冲信号监测控制装置调节脉冲波形、峰值电流强度及脉冲宽度参数;
19.4):达到预设脉冲电流单次热加载时间后,计时器触发“或门”逻辑电路,断开脉冲电流热加载回路,激光力加载装置启动,开始激光冲击加载动作;
20.231):计时器与逻辑电路共同作用实现脉冲电流热加载和激光冲力加载往复连续作用,从而完成整个强化过程。
21.更进一步优选的,该热力载荷连续交替冲击强化的装置实施热力连续交替冲击加载的方法的步骤(2)中,所述脉冲电流发生装置(231)参数设置根据公式:
22.δt=ρj2t
p
(c
p
d)
‑1ꢀꢀꢀ
(1)
23.式中δt表示脉冲电流作用后金属材料温度变化,ρ为材料电阻率,j为脉冲电流密度,t
p
为单次脉冲作用时间,c
p
为材料比热,d为材料密度。
24.根据材料(4)成分,对脉冲电流发生装置参数设置时,脉冲电流密度和脉冲作用时间需要保证所设参数下焦耳热不引起材料发生相变析出及熔化等现象。
25.更进一步的,步骤(3)中,所述脉冲电流发生装置产生的脉冲波形为“锯齿形”,为了保证脉冲电流的热冲击及电子风力等作用效果,促进材料的塑性变形,脉冲电流采用的是单相电流;
26.步骤(231)中的脉冲电流信号与激光冲击信号两者作用时间可以不同,且单次热力冲击加载周期=脉冲电流加载周期+激光冲击加载周期。
27.上述技术方案可以看出,本发明具有如下有益效果:
28.1、本发明所述的一种热力载荷连续交替冲击强化的装置,采用高能脉冲热加载与激光冲击力加载连续交替作用的方法处理金属材料,利用高能脉冲电流瞬态热效应在材料内部引入热应力及电子风力,降低材料流变应力,提升材料塑性;在此基础上开展激光力冲击可以实现材料表层更大厚度的塑性形变层晶粒细化,同时采用连续交替冲击加载动作,缩短脉冲电流作用频率,并将材料放置于密封充满n2的环境中,可以避免高能脉冲电流连续作用产生的焦耳热引起的材料相变析出、与空气发生高温氧化反应及局部结构高温熔化等现象。
29.2、本发明中激光冲击力加载可以在材料表层诱导产生残余压应力,改善材料表面微裂纹、孔洞等缺陷,而高能脉冲电流产生的热能和应变能可以提高原子迁移率,产生热应力,促进材料内部微裂纹、孔洞等缺陷的闭合,两者交替加载可以整体提高材料的疲劳强度。
附图说明
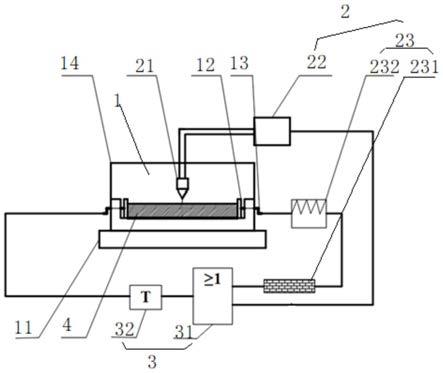
30.图1为本发明的结构示意图;
31.图2为本发明中夹持装置与电极板的安装局部示意图。
具体实施方式
32.下面结合附图和具体实施例,进一步阐明本发明。
33.实施例
34.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
35.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
36.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上,除非另有明确的限定。
37.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
38.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
39.实施例1
40.如图所示的一种热力载荷连续交替冲击强化的装置,包括:密封载物台1、激光力加载装置2、光电控制系统3和材料4,其中,所述密封载物台1包括大理石平台11、一组电极板12、一组夹持装置13和密封罩14,其中,所述夹持装置13包括夹持安装板131和螺旋推进杆132,所述电极板12相对设于大理石平台11上,所述夹持安装板131设于大理石平台11上,并设于电极板12的外侧,所述螺旋推进杆132一端穿过夹持安装板131后与电极板12连接,所述密封罩13设于大理石平台11上,所述材料4设于大理石平台11上,并设于两电极板12之间;所述激光力加载装置2包括激光发生器21和光路控制系统22,所述激光发生器21的输出端与密封载物台1连接,输入端与光路控制系统22的输出端连接,所述光路控制系统22的输入端与光电控制系统3的输出端连接,所述光电控制系统3的输入端与光电控制系统3连接,所述光电控制系统3的输入端与密封载物台1远离激光力加载装置2的一端连接,所述材料4设于密封载物台1内。
41.本实施例中所述光电控制系统3包括逻辑电路31和计时器32,所述逻辑电路31的一端与光路控制系统22连接,另一端与计时器32连接,还包括脉冲电流发生装置231和脉冲信号监测装置232,所述脉冲电流发生装置231一端与逻辑电路31连接,另一端与脉冲信号监测装置232连接,所述脉冲信号监测装置232远离脉冲电流发生装置231的另一端通过导线穿过螺旋推进杆(132)与电极板(12)连接,且所述逻辑电路31根据计时器信号控制热、力加载装置连续交替输出。
42.本实施例中所述光电信号控制系统3采用的是“或门”逻辑电路,所述“或门”逻辑
电路分别与脉冲电流发生装置231和激光力加载装置2串联,通过逻辑信号控制激光力加载和脉冲电流热加载交替动作。
43.本实施例中所述计时器32采用超高精度计时器,其能够实现ns级的时间计数;
44.并根据计时器输出信号控制激光力加载装置和脉冲电流热加载装置作用时间。
45.本实施例中所述脉冲信号监测控制装置232对脉冲电流发生装置231发出锯齿形脉冲信号波形、峰值电流强度及脉冲宽度进行动态监测。
46.本实施例中所述的一种热力载荷连续交替冲击强化的装置的工作方法,该热力载荷连续交替冲击强化的装置实施热力连续交替冲击加载的方法如下:
47.1):将材料4放置在密封载物台1内的夹持装置14上,调节左右两个电极板12位置,使其与材料4两侧完全贴合,并填充n2起到隔绝氧气作用;
48.2):根据材料4参数确定脉冲电流发生装置231参数、激光力加载装置2参数及单次作用脉冲宽度和频率;
49.3):开启脉冲电流发生装置231,“或门”逻辑电路开始处于接通脉冲电流热加载回路,超高精度计时器32开始记录脉冲电流热加载作用时间,脉冲信号监测控制装置232调节脉冲波形、峰值电流强度及脉冲宽度参数;
50.4):达到预设脉冲电流单次热加载时间后,计时器32触发“或门”逻辑电路,断开脉冲电流热加载回路,激光力加载装置2启动,开始激光冲击加载动作;
51.231):计时器32与逻辑电路31共同作用实现脉冲电流热加载和激光冲力加载往复连续作用,从而完成整个强化过程。
52.本实施例中所述的一种热力载荷连续交替冲击强化的装置的工作方法,步骤2中,所述脉冲电流发生装置231参数设置根据公式:
53.δt=ρj2t
p
(c
p
d)
‑1ꢀꢀꢀꢀ154.式中δt表示脉冲电流作用后金属材料温度变化,ρ为材料电阻率,j为脉冲电流密度,t
p
为单次脉冲作用时间,c
p
为材料比热,d为材料密度。
55.根据材料4成分,对脉冲电流发生装置2参数设置时,脉冲电流密度和脉冲作用时间需要保证所设参数下焦耳热不引起材料发生相变析出及熔化等现象。
56.本实施例中所述的一种热力载荷连续交替冲击强化的装置的工作方法,步骤3中,所述脉冲电流发生装置2产生的脉冲波形为“锯齿形”,为了保证脉冲电流的热冲击及电子风力等作用效果,促进材料的塑性变形,脉冲电流采用的是单相电流;
57.步骤231中的脉冲电流信号与激光冲击信号两者作用时间可以不同,且单次热力冲击加载周期=脉冲电流加载周期+激光冲击加载周期。
58.实施例2
59.本实施例中以ti64板材为对象,开展基于高能脉冲电流与激光冲击强化的热力连续交替冲击加载作用。
60.如图所示的一种热力载荷连续交替冲击强化的装置,包括:密封载物台1、激光力加载装置2、光电控制系统3和材料4,其中,所述密封载物台1包括大理石平台11、一组电极板12、一组夹持装置13和密封罩14,其中,所述夹持装置13包括夹持安装板131和螺旋推进杆132,所述电极板12相对设于大理石平台11上,所述夹持安装板131设于大理石平台11上,并设于电极板12的外侧,所述螺旋推进杆132一端穿过夹持安装板131后与电极板12连接,
所述密封罩13设于大理石平台11上,所述材料4设于大理石平台11上,并设于两电极板12之间;所述激光力加载装置2包括激光发生器21和光路控制系统22,所述激光发生器21的输出端与密封载物台1连接,输入端与光路控制系统22的输出端连接,所述光路控制系统22的输入端与光电控制系统3的输出端连接,所述光电控制系统3的输入端与光电控制系统3连接,所述光电控制系统3的输入端与密封载物台1远离激光力加载装置2的一端连接,所述材料4设于密封载物台1内。
61.本实施例中密封载物台上正负电极块3与零件夹持装置4之间采用聚酰亚胺耐高温绝缘材料封装;
62.本实施例中所述光电控制系统3包括逻辑电路31和计时器32,所述逻辑电路31的一端与光路控制系统22连接,另一端与计时器32连接,还包括脉冲电流发生装置231和脉冲信号监测装置232,所述脉冲电流发生装置231一端与逻辑电路31连接,另一端与脉冲信号监测装置232连接,所述脉冲信号监测装置232远离脉冲电流发生装置231的另一端通过导线穿过螺旋推进杆132与电极板12连接,且所述逻辑电路31根据计时器信号控制热、力加载装置连续交替输出。
63.本实施例中所述光电信号控制系统3采用的是“或门”逻辑电路,所述“或门”逻辑电路分别与脉冲电流发生装置231和激光力加载装置2串联,通过逻辑信号控制激光力加载和脉冲电流热加载交替动作。
64.本实施例中所述计时器32采用超高精度计时器,其能够实现ns级的时间计数;
65.并根据计时器输出信号控制激光力加载装置和脉冲电流热加载装置作用时间。
66.本实施例中所述脉冲信号监测控制装置232对脉冲电流发生装置231发出锯齿形脉冲信号波形、峰值电流强度及脉冲宽度进行动态监测。
67.(1)将ti64材料4放置在载物台1上,通过调节零件夹持装置14带动两侧正负电极板12与ti64材料4完美贴合,在密封罩13中充满n2起到隔绝氧气,防止零件高温氧化作用。
68.(2)所选材料ti64密度为4.2311g/cm3,工作温度为
‑
100℃~550℃,弹性模量、电阻率与比热容数值随温度变化情况如表1
‑
3所示:
69.表1 弹性模量随温度变化参数一览表
[0070][0071]
表2 电阻率随温度变化参数一览表
[0072][0073]
表3 比热容随温度变化参数一览表
[0074][0075]
根据上述材料参数,确保材料不发生相变、熔化等现象前提下,最终确定脉冲电流强度为7.5a/mm2,单次脉冲持续作用时间为90μs,作用周期也设置为90μs。脉冲波形为“锯齿”型单相脉冲。激光力加载装置能量为12.72gw cm2,激光波长为1064nm,单次脉冲宽度为10ns,重复率为10hz,脉冲宽度为20ns,作用周期为90μs。
[0076]
(3)开启脉冲电流发生装置231,“或门”逻辑电路31开始处于脉冲电流热加载回路接通状态,同时超高精度计时器32记录脉冲电流作用时间,当作用时间达到90μs,计时器32发出信号,逻辑电路31断开脉冲电路,同时启动激光力冲击作用。计时器32记录激光力加载时间,激光持续冲击达到90μs时,计时器发出信号,逻辑电路31再次切换至脉冲电流回路,如此往复实现热力交替冲击加载作用,从而高效地提高材料的性能。
[0077]
在热力连续交替冲击过程中,可以通过信号监测控制装置232动态脉冲电流波形、峰值电流强度、脉冲宽度等参数变化,并且可以实时调节各参数以改变脉冲电流热加载效果。
[0078]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1