一种直流电弧炉底电极及底吹协同炼钢的装置和方法与流程
1.本发明属于炼钢技术领域,涉及一种直流电弧炉底电极及底吹协同炼钢的装置和方法。
背景技术:
2.电弧炉炼钢作为世界上主要的炼钢方法之一,具有流程短、节能环保等特点。但长期以来,受其扁平炉型结构影响,熔池搅拌力弱,动力学条件差,出现冶炼周期长,能量利用率低等问题,严重制约了电弧炉炼钢的发展。
3.直流电弧炉炼钢作为电弧炉炼钢的主要方式之一,相较于交流电弧炉,具有电压波动和闪变小、操作稳定、生产效率高、烟尘量少、电极和耐材消耗低等优势。直流电弧炉的炉底作为电弧电流的正极,虽然依靠电极间的搅拌,可以一定程度上强化熔池的搅拌,改善熔池的动力学条件,但炉子的大小和结构的差别不但对钢液搅拌的效果影响较大,而且给整个电弧炉操作的稳定控制也带来了极大的影响,且随着生产节奏的提高,传统上仅仅依靠底电极搅拌已经不能满足生产的需要,电弧炉熔池内钢液流动不足直接影响电弧炉冶炼生产能力。
技术实现要素:
4.有鉴于此,本发明的目的在于提供一种直流电弧炉底电极及底吹协同炼钢的装置和方法,以解决仅依靠电极搅拌电弧炉熔池内钢液流动不足的问题。
5.为达到上述目的,本发明提供如下技术方案:
6.一种直流电弧炉底电极及底吹协同炼钢的装置,包括底电极系统和底吹系统;底电极系统包括底盘和安装在底盘上的底电极;底吹系统包括设置在底盘上的底吹元件、与底吹元件相连的气源,以及与底电极、底吹元件和气源信号连接的底吹控制系统;底吹元件有一个以上,分布在底盘的0~0.8r半径范围内。
7.进一步,底吹元件包括堆砌在底盘上形成柱体的绝缘底吹透气砖、设置在绝缘底吹透气砖中部的若干毛细管,以及与毛细管连通的气体缓冲室;气体缓冲室与底吹进气管一端相连,底吹进气管另一端通过绝缘接头与气源相连。
8.进一步,底吹系统还包括预警单元和报警单元,预警单元和报警单元均与底吹控制系统信号连接;预警单元和报警单元分别包括预警管和报警管,预警管和报警管的一端分别从下向上穿过底盘并伸入绝缘底吹透气砖形成的柱体,并且预警管的伸入高度大于报警管的伸入高度,另一端分别通过绝缘接头与气源相连。
9.进一步,预警管在绝缘底吹透气砖形成的柱体中的伸入高度为1/2~3/4柱高,报警管在绝缘底吹透气砖形成的柱体中的伸入高度为1/6~1/2柱高。
10.进一步,毛细管弥散分布在绝缘底吹透气砖形成的柱体的0~0.9r半径范围内,毛细管的孔径为φ0.1~φ4mm。
11.进一步,各毛细管的上端分别埋设封堵在绝缘底吹透气砖形成的柱体的不同高度
处。
12.进一步,底电极的形式为多触针式、多触片式或导电炉底式任意一种。
13.一种直流电弧炉底电极及底吹协同炼钢的方法,包括以下步骤:
14.s1.冶炼开始时:将底电极电流信号和炉壁氧枪流量信号输入底吹控制系统,基于仿真数据库结果,确立最佳的底吹气体流量和工作压力;
15.s2.加料阶段:底吹系统处于保护模式,底吹控制系统控制气源经底吹元件向电弧炉的熔池内喷吹气体,防止底吹元件发生堵塞,底吹气体流量0~100l/min,气源压力0.3~0.7mpa,供气强度0.001~0.05nm3/(min
·
t);
16.s3.废钢熔化阶段:底吹控制系统实时预测电弧炉内废钢熔化和炉内反应强度情况,结合仿真数据库结果,实时动态调整底吹气体流量,加速废钢的熔化;
17.s4.熔清阶段:电流控制器发出的冶炼电流信号和氧气流量计发出的氧气流量信号分别持续传输给底吹控制系统,底吹控制系统实时更新调整设定的底吹气体流量和工作压力,加快熔池成分和温度的均匀;
18.s5.出钢阶段:调整底吹气体流量,控制在0~100l/min范围内,防止底吹元件烧损和堵塞;
19.s6.底吹控制系统根据以上控制策略执行结果,冶炼周期结束后返回步骤s1操作,以进入下一冶炼周期。
20.进一步,还包括底吹元件烧蚀高度检测步骤,具体为:当绝缘底吹透气砖被烧蚀至某一毛细管上端所在的高度位置时,该毛细管上端由堵变通,引起底吹气体流量变化,由底吹控制系统进行警示响应,从而自动检测出绝缘底吹透气砖的烧蚀高度。
21.进一步,还包括底吹元件烧蚀高度检测步骤,具体为:当绝缘底吹透气砖被烧蚀至预警管的伸入高度所在位置时,一路预警由底吹控制系统进行警示响应,表示绝缘底吹透气砖快被完全烧蚀,提醒更换炉壳;当绝缘底吹透气砖被烧蚀至报警管的伸入高度所在位置时,二路报警由底吹控制系统响应,表示绝缘底吹透气砖被完全烧蚀,该炉役结束,需重新砌炉。
22.本发明的有益效果在于:
23.(1)本发明通过底吹元件和底电极的一体化设计,将底吹元件和底电极复合安装在底盘上,并与底吹控制系统通信,实现了底吹和底电极的高效协同运行,加快电弧炉熔池内钢液的流动速度。
24.(2)本发明采用预警单元和报警单元,可反映底吹元件周围炉底侵蚀状况,结合底电极安全预警系统,保证了冶炼安全。
25.(3)本发明可以有效改善钢液成分和温度的均匀性,减少冶炼过程中的能量损失,加快冶炼节奏,实现冶炼周期缩短3min以上、吨钢电耗降低8kwh以上。
26.本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
27.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作优选的详细描述,其中:
28.图1为本发明一种直流电弧炉底电极及底吹协同炼钢的装置的实施例1的俯视图;
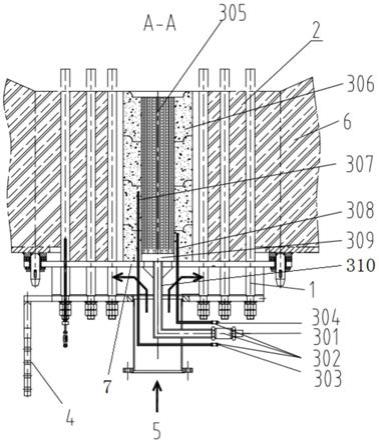
29.图2为图1的a
‑
a剖视图;
30.图3为本发明一种直流电弧炉底电极及底吹协同炼钢的装置的实施例2的俯视图。
31.附图标记:底电极1、炉底倒打料2、底吹元件3、底吹进气口301、绝缘接头302、预警管进气口303、报警管进气口304、毛细管305、绝缘底吹透气砖306、预警管307、报警管308、气体缓冲室309、底吹进气管310、底电极导电铜排4、底电极风冷进气口5、炉壁耐材6、底盘7。
具体实施方式
32.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
33.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本发明的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
34.本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本发明的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
35.请参阅图1~图2,为一种直流电弧炉底电极及底吹协同炼钢的装置,适用于50
‑
500t直流电弧炉,包括底电极系统和底吹系统;底电极系统包括底盘7和圆周均布安装在底盘7上的若干底电极1;底吹系统包括设置在底盘7上的底吹元件3、与底吹元件3相连的气源(采用底吹气体阀组作为气源),以及与底电极1、底吹元件3和气源信号连接的底吹控制系统。
36.底电极1的形式可以为多触针式、多触片式或导电炉底式,结合底吹元件布置方式,进行合理布置。本实施例采用多触针式。
37.底吹元件3有1个,包括堆砌在底盘7正中心形成直径300mm、高度800mm柱体的绝缘底吹透气砖306、设置在绝缘底吹透气砖306中部的若干毛细管305,以及与毛细管305连通的气体缓冲室309。气体缓冲室309由毛细管305下端与底盘7之间的间隙形成,气体缓冲室309与底吹进气管310一端相连,底吹进气管310另一端(也即底吹进气口301所在端)通过绝
缘接头302与气源相连。此处采用绝缘接头302防止供气过程中与底电极1发生导电现象。绝缘底吹透气砖306采用绝缘耐材制成,避免与底电极1接触时发生导电现象。
38.各毛细管305采用金属管,弥散分布在绝缘底吹透气砖306形成的柱体的0~0.7r半径范围内,毛细管305的孔径为φ2mm,毛细管305的上端分别埋设封堵在绝缘底吹透气砖306形成的柱体的不同高度处,从而使毛细管305的出气口被绝缘底吹透气砖306堵住。
39.绝缘底吹透气砖306的周围采用固定钢板包裹,炉底倒打料2和炉壁耐材6依次分布在底盘7上绝缘底吹透气砖306的外围。底电极1采用风冷方式,底电极风冷进气口5布置在底盘7下方中心处,底盘7上还安装有底电极导电铜排4。
40.底吹系统还包括预警单元和报警单元,预警单元和报警单元均与底吹控制系统信号连接;预警单元和报警单元分别包括预警管307和报警管308,预警管307和报警管308的一端分别从下向上穿过底盘7并伸入绝缘底吹透气砖306形成的柱体,并且预警管307的伸入高度(具体为5/8柱高,也即500mm)大于报警管308的伸入高度(具体为1/4柱高,也即200mm),预警管307的另一端(也即预警管进气口303)和报警管308的另一端(也即报警管进气口304)分别通过绝缘接头302与气源相连。此处采用绝缘接头302也是为了防止供气过程中与底电极1发生导电现象。此外,预警管307和报警管308上安装有切断阀。
41.采用该装置进行炼钢的方法,所用底吹气体可为n2、ar、天然气、co2、co、o2、空气等任一种,冶炼进程中可根据冶炼要求切换,具体包括以下步骤:
42.s1.冶炼开始时:将底电极1电流信号和炉壁氧枪流量信号输入底吹控制系统,基于仿真数据库结果,确立最佳的底吹气体流量和工作压力;
43.s2.加料阶段:底吹系统处于保护模式,底吹控制系统控制气源经底吹元件3向电弧炉的熔池内喷吹ar,防止底吹元件3发生堵塞,单个毛细管305的底吹气体流量控制在30l/min,气源压力0.4mpa,供气强度0.001~0.05nm3/(min
·
t);
44.s3.废钢熔化阶段:根据冶炼供电信号、供氧信号和其他化学能输入信号,底吹控制系统实时预测电弧炉内废钢熔化和炉内反应强度情况,结合仿真数据库结果,实时动态调整底吹气体流量,加速废钢的熔化;具体来说,单个毛细管305的底吹气体流量控制在50l/min,当电弧炉吨钢供电量提高20kwh或吨钢耗氧量增加1nm3,单个毛细管305的底吹气体流量提高5l/min;
45.s4.熔清阶段:电流控制器发出的冶炼电流信号和氧气流量计发出的氧气流量信号分别持续传输给底吹控制系统,底吹控制系统实时更新调整设定的底吹气体流量和工作压力,单个毛细管305的底吹气体流量控制在150l/min,强化熔池搅拌,加快熔池成分和温度的均匀;
46.s5.出钢阶段:单个毛细管305的底吹气体流量控制在50l/min,防止底吹元件3烧损和堵塞;
47.s6.底吹控制系统根据以上控制策略执行结果,冶炼周期结束后返回步骤s1操作,以进入下一冶炼周期。
48.在冶炼周期中,还包括底吹元件3烧蚀高度检测步骤,具体为:
49.当绝缘底吹透气砖306被烧蚀至某一毛细管305上端所在的高度位置时,该毛细管305上端由堵变通,引起底吹气体流量变化,由底吹控制系统进行警示响应,从而自动检测出绝缘底吹透气砖306的烧蚀高度。
50.进一步,通过预警单元和报警单元分别设定预警高度(预警管307的伸入高度)和报警高度(报警管308的伸入高度),并先后进行一路预警和二路报警,并由底吹控制系统进行警示响应;当绝缘底吹透气砖306被烧蚀至预警高度所在位置时,一路预警响应,表示绝缘底吹透气砖306快被完全烧蚀,提醒更换炉壳,若继续冶炼,仅需将预警管307上设置的切断阀手动关闭;当绝缘底吹透气砖306被烧蚀至报警高度所在位置时,二路报警响应,表示绝缘底吹透气砖306被完全烧蚀,该炉役结束,需重新砌炉。与已有的底电极1安全预警系统协同运行,保证底电极1及底吹的安全稳定。
51.采用本实施例提供的装置和方法,钢液平均流速提高约6%,熔池温度和成分快速均匀,界面传质传热速度加快,能量损失降低,冶炼周期缩短4min,吨钢冶炼电耗降低10kwh。
52.实施例2:
53.实施例2与实施例1的装置区别是,底吹元件3有2个,均布在底盘7的0.6r处,与底电极导电铜排4对称线夹角45
°
和225
°
位置处。绝缘底吹透气砖306形成的柱体直径350mm,高度800mm,预警管307的伸入高度为1/2柱高(400mm),报警管308的伸入高度为1/3柱高(267mm)。毛细管305位于绝缘底吹透气砖3060~0.8r半径范围内弥散布置,毛细管305孔径为φ2mm。
54.实施例2公开的装置在炼钢方法上的区别是:
55.加料阶段:单个毛细管305的底吹气体流量控制在50l/min;
56.废钢熔化阶段:单个毛细管305的底吹气体流量控制在50l/min,当电弧炉吨钢供电量提高15kwh或吨钢耗氧量增加0.8nm3,单个毛细管305的底吹气体流量提高6l/min;
57.熔清阶段:单个毛细管305的底吹气体流量控制在220l/min;
58.出钢阶段:单个毛细管305的底吹气体流量控制在50l/min。
59.采用本实施例提供的装置和方法,钢液平均流速提高约8%,熔池温度和成分快速均匀,界面传质传热速度加快,能量损失降低,冶炼周期缩短6min,吨钢冶炼电耗降低12kwh。
60.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1