一种高温钛合金及其制备方法与流程
1.本发明属于新型钛合金及其制备技术领域,涉及一种高温钛合金及其制备方法。
背景技术:
2.钛合金具有低密度、高比强度、高比刚度、耐蚀性优异等突出优点,在航空、航天、船舶等工业中得到广泛应用。其中,高温钛合金可部分替代耐热钢和高温合金,以减轻重量,在航空发动机的关键材料之一,特别适合用作航空发动机的压气机盘叶片和机匣等部件,以减轻发动机重量,提高推重比。高温钛合金主要为近α型钛合金,应具备良好的室温和高温强度,以及优异的高温蠕变性能、热稳定性、疲劳性能。
3.目前,可长期在600℃使用高温钛合金目前仍然比较少,典型代表有美国ti
‑
1100、英国imi834、俄罗斯bt36以及我国的ti600等。
技术实现要素:
4.本发明的目的在于提供一种在600℃高温下具有良好综合力学性能,并可在600℃长期使用的钛合金及其制备方法。
5.本发明提供一种钛合金,按质量百分比计,包括:5.5~7.0%的al,4~5.5%的sn,1~3%的zr,0.7~1.3%的mo,0.8~1.2%的nd,0.1~0.3%的er,0.2~0.4%的si和钛合金不可避免的杂质元素不超过0.6%,以及余量的ti。
6.优选地,所述钛合金包括5.8~6.5%的al,4.5~5.2%的sn,1.5~2.8%的zr,0.8~1.2%的mo,0.8~1.2%的nd,0.15~0.25%的er,0.25~0.35%的si和钛合金不可避免的杂质元素不超过0.6%,以及余量的ti。
7.优选地,所述钛合金组织由氧化颗粒物与片层基体组织组成,氧化颗粒物尺寸在0.2微米~3微米之间。
8.优选的,所述钛合金600℃条件下,抗拉强度r
m
大于750mpa,延伸率大于12.0%;600℃,600mpa应力下,持久寿命超过200h。
9.本发明提供了上述技术方案所述的钛合金制备方法,包括以下步骤:(1)熔炼母合金,或熔炼中间合金;(2)将步骤(1)得到的母合金或中间合金制成粉末或丝材;(3)采用高能束作为热源,以步骤(2)得到的粉末或丝材为原材料,或者以步骤(2)得到的粉末或丝材以及添加的单质元素粉末或丝材为原材料,通过微区熔凝制备钛合金坯料;(4)对坯料进行热处理。
10.优选地,所述步骤(1)中熔炼母合金,或熔炼中间合金采用真空电弧熔炼,熔炼次数2次以上;优选地,所述步骤(3)采用的高能束为激光,原材料为粉末;优选地,所述步骤(4)中热处理工艺为退火,进一步优选地,热处理工艺为:600~
800℃,保温1~6h,然后空冷;更优选的,热处理工艺为:620~680℃,保温2~4h,然后空冷。
11.本发明公开了一种高温钛合金和制备该合金的方法,所述钛合金可在600℃的高温下使用。所述钛合金包括:按质量百分比计,5.5~7.0%的al,4~5.5%的sn,1~3%的zr,0.7~1.3%的mo,0.8~1.2%的nd,0.1~0.3%的er,0.2~0.4%的si和钛合金不可避免的杂质元素不超过0.6%,以及余量的ti。高温钛合金以α相稳定元素al和中性元素sn、zr为主,为进一步提升强度,添加少量的β相稳定元素mo。本发明在控制较高铝当量的基础上,通过添加合适含量的nd、er、si等元素,实现氧化物颗粒强化和晶界强化,进而实现合金高温强化。本发明公开了所述钛合金制备方法,该方法通过增材制造微区冶金实现微纳级氧化颗粒物均匀分布,所述合金在600℃具有良好的高温强度和蠕变性能,可在600℃长期使用。
12.与现有技术相比,本发明的有益效果是:首先,本发明通过将多元合化,实现钛合金在高温下具有较稳定的组织、良好的强度和蠕变性能。另外,通过增材制造微区熔凝的方法,可获得高均匀、低偏析合金,并且组织细小,获得高热稳定、细氧化颗粒增强的均匀耐高温组织。
附图说明
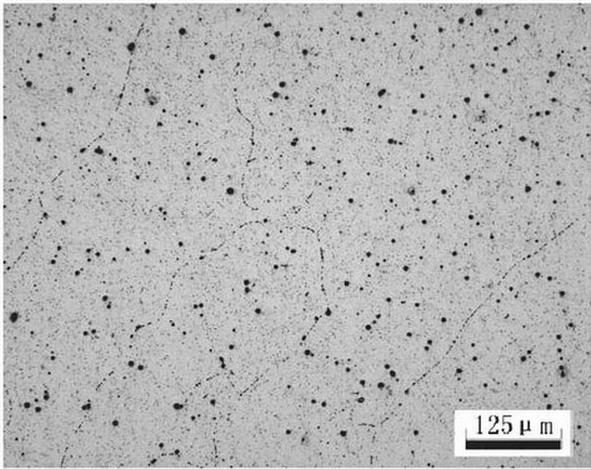
13.图1 实施例1制得的钛合金的组织照片。
14.图2 实施例2制得的钛合金的组织照片。
15.图3 实施例3制得的钛合金的组织照片。
具体实施方式
16.以下将结合本发明实施例中的附图对本发明实施例中的技术方案进行描述。
17.实施例1按质量百分比,以合金成分ti
‑
6al
‑
5sn
‑
2zr
‑
1mo
‑
1nd
‑
0.2er
‑
0.3si配料,其中al、sn、zr、mo、nd、er和si均以商业纯度控制,通过真空电弧熔炼2次,获得铸锭。
18.将获得的铸锭加工成棒材,采用旋转电极雾化法制备出近球形或球形粉末。
19.以得到的粉末为原材料,通过激光熔化逐层沉积制备35mm厚的板状坯料,其工艺为:激光光斑尺寸3~10mm,单位面积激光功率密度1.0~2.0
×
102w/cm2,线能量密度(激光功率与扫描速度之比)为3~6
×
106w
·
s/m。
20.对得到的板状坯料进行热处理,热处理工艺:650℃,保温3h,空冷。
21.对制得的钛合金板状坯料取样测试室温和600℃拉伸性能和600℃持久寿命,结果为:室温抗拉强度r
m
为1090mpa,延伸率为9%;600℃抗拉强度r
m
为780mpa,延伸率为12.0%;600℃,600mpa应力下,持久寿命超过200h(本测试成本高,一般超过200h即停止试验测试);化学成分测试结果(质量百分比)为:ti
‑
5.92al
‑
4.88sn
‑
2.06zr
‑
0.97mo
‑
0.92nd
‑
0.22er
‑
0.31si
‑
0.13o。
22.对本实施例得到的高温钛合金进行金相组织观察,结果如附图1所示,其金相组织微纳级颗粒物增强全片层基体组织。
23.实施例2本实施例与实施例1的区别主要在于采用了不同的增材制造工艺。采用电弧微区冶金工艺,原材料为铸锭加工成棒材后制备的直径为1.6mm的丝材。电弧逐层熔化沉积微区
熔凝制备厚度约35mm的板状坯料,其工艺为:电弧电压为18~24v,电弧电流120~240a,扫描速度为10~25mm/s。
24.对得到的板状坯料进行热处理,热处理工艺:650℃,保温3h,空冷。
25.对制得的钛合金板状坯料取样测试室温和600℃拉伸性能和600℃持久寿命,结果为:室温抗拉强度r
m
为1070mpa,延伸率为8%;600℃抗拉强度r
m
为765mpa,延伸率为12.5%;600℃,600mpa应力下,持久寿命超过200h;化学成分测试结果(质量百分比)为:ti
‑
5.96al
‑
4.92sn
‑
2.02zr
‑
0.95mo
‑
0.96nd
‑
0.19er
‑
0.30si
‑
0.14o。
26.对本实施例得到的高温钛合金进行金相组织观察,结果如附图2所示,其金相组织微纳级颗粒物增强全片层基体组织。
27.实施例3本实施例与实施例1的区别主要在于采用了传统铸锭冶金+锻造的工艺。通过电弧熔炼两次后,铸锭锻造成尺寸约230mm
×
210mm
×
110mm的锭坯。对得到的锭坯进行退火热处理,工艺为:650℃,保温3h,空冷。
28.对制得的钛合金板状坯料取样测试室温和600℃拉伸性能和600℃持久寿命,结果为:室温抗拉强度r
m
为1000mpa,延伸率为6.5%;600℃抗拉强度r
m
为690mpa,延伸率为11%;600℃,600mpa应力下,持久寿命62h;化学成分测试结果(质量百分比)为:ti
‑
5.97al
‑
4.96sn
‑
2.01zr
‑
0.97mo
‑
0.99nd
‑
0.20er
‑
0.30si
‑
0.12o。
29.对本实施例得到的高温钛合金进行金相组织观察,结果如附图3所示,其金相组织颗粒物增强的钛合金锻造双态组织基体。
30.实施例4本实施例与实施例1的区别在于合金中的nd元素含量不同。按质量百分比,以合金成分ti
‑
6al
‑
5sn
‑
2zr
‑
1mo
‑
1.5nd
‑
0.2er
‑
0.3si配料,其中al、sn、zr、mo、nd、er和si均以商业纯度控制,通过真空电弧熔炼2次,获得铸锭。
31.对制得的钛合金板状坯料热处理后取样测试室温和600℃拉伸性能和600℃持久寿命,结果为:室温抗拉强度r
m
为1095mpa,延伸率为5%;600℃抗拉强度r
m
为760mpa,延伸率为8%;600℃,600mpa应力下,持久寿命106h;化学成分测试结果(质量百分比)为:ti
‑
5.96al
‑
4.93sn
‑
2.03zr
‑
0.96mo
‑
1.51nd
‑
0.21er
‑
0.30si
‑
0.13o。
32.实施例5本实施例与实施例1的区别在于合金中的nd元素含量不同。按质量百分比,以合金成分ti
‑
6al
‑
5sn
‑
2zr
‑
1mo
‑
0.7nd
‑
0.2er
‑
0.3si配料,其中al、sn、zr、mo、nd、er和si均以商业纯度控制,通过真空电弧熔炼2次,获得铸锭。
33.对制得的钛合金板状坯料热处理后取样测试室温和600℃拉伸性能和600℃持久寿命,结果为:室温抗拉强度r
m
为1010mpa,延伸率为7%;600℃抗拉强度r
m
为700mpa,延伸率为12%;600℃,600mpa应力下,持久寿命87h;化学成分测试结果(质量百分比)为:ti
‑
5.93al
‑
4.95sn
‑
2.0zr
‑
0.98mo
‑
0.72nd
‑
0.9er
‑
0.31si
‑
0.13o。
34.实施例6本实施例与实施例1的区别在于合金中的er元素含量不同。按质量百分比,以合金
成分ti
‑
6al
‑
5sn
‑
2zr
‑
1mo
‑
1.0nd
‑
0.08er
‑
0.3si配料,其中al、sn、zr、mo、nd、er和si均以商业纯度控制,通过真空电弧熔炼2次,获得铸锭。
35.对制得的钛合金板状坯料热处理后取样测试室温和600℃拉伸性能和600℃持久寿命,结果为:室温抗拉强度r
m
为1020mpa,延伸率为6%;600℃抗拉强度r
m
为710mpa,延伸率为10%;600℃,600mpa应力下,持久寿命76h;化学成分测试结果(质量百分比)为:ti
‑
5.97al
‑
4.92sn
‑
1.97zr
‑
0.95mo
‑
1.01nd
‑
0.08er
‑
0.30si
‑
0.13o。
36.实施例7本实施例与实施例1的区别在于合金中的er元素含量不同。按质量百分比,以合金成分ti
‑
6al
‑
5sn
‑
2zr
‑
1mo
‑
1.0nd
‑
0.35er
‑
0.3si配料,其中al、sn、zr、mo、nd、er和si均以商业纯度控制,通过真空电弧熔炼2次,获得铸锭。
37.对制得的钛合金板状坯料热处理后取样测试室温和600℃拉伸性能和600℃持久寿命,结果为:室温抗拉强度r
m
为1060mpa,延伸率为5.5%;600℃抗拉强度r
m
为710mpa,延伸率为8%;600℃,600mpa应力下,持久寿命91h;化学成分测试结果(质量百分比)为:ti
‑
6.01al
‑
4.97sn
‑
1.99zr
‑
0.98mo
‑
0.99nd
‑
0.4er
‑
0.31si
‑
0.13o。
38.表1 实施例1
‑
7情况汇总
no.原料成分制备工艺室温室温600℃600℃600℃强度r
m
,mpa延伸率,%强度r
m
,mpa延伸率,%600mpa持久寿命,h1ti
‑
6al
‑
5sn
‑
2zr
‑
1mo
‑
1nd
‑
0.2er
‑
0.3si激光微区熔凝1090978012>2002ti
‑
6al
‑
5sn
‑
2zr
‑
1mo
‑
1nd
‑
0.2er
‑
0.3si电弧微区熔凝1070876512.5>2003ti
‑
6al
‑
5sn
‑
2zr
‑
1mo
‑
1nd
‑
0.2er
‑
0.3si铸锭冶金+锻造10006.569011624ti
‑
6al
‑
5sn
‑
2zr
‑
1mo
‑
1.5nd
‑
0.2er
‑
0.3si激光微区熔凝1095576081065ti
‑
6al
‑
5sn
‑
2zr
‑
1mo
‑
0.7nd
‑
0.2er
‑
0.3si激光微区熔凝1010770012876ti
‑
6al
‑
5sn
‑
2zr
‑
1mo
‑
1.0nd
‑
0.08er
‑
0.3si激光微区熔凝1020671010767ti
‑
6al
‑
5sn
‑
2zr
‑
1mo
‑
1.0nd
‑
0.35er
‑
0.3si激光微区熔凝10605.5720891
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1