一种超薄材料蚀刻装置的制作方法
1.本发明涉及蚀刻技术领域,特别涉及一种超薄材料蚀刻装置。
背景技术:
2.常见的蚀刻机有化学蚀刻和电解蚀刻,在化学蚀刻中采用化学溶液,经由化学反应以达到蚀刻的目的。蚀刻机广泛地应用于航天、机械、标牌等工业中,对超薄电路板、微孔金属卷材、精密屏蔽材料等进行蚀刻处理。
3.现有的蚀刻机在对超薄材料进行蚀刻时,通过多个滚轮将待蚀刻材料水平传送至蚀刻槽内,蚀刻液浸过待蚀刻材料进行双面蚀刻(即两面同时进行蚀刻),当待蚀刻材料进入至蚀刻槽时,待蚀刻材料的两侧由夹板夹持着,以保持待蚀刻材料在蚀刻液中的平衡。
4.然而传统的蚀刻机至少存在以下问题:1)由于蚀刻材料同时进行两面蚀刻,而蚀刻液具有一定的浮力,以及会产生波动,因而会导致材料蚀刻不均匀。
5.2)在滚轮传送待蚀刻材料的过程中,滚轮会对待蚀刻材料产生拉应力,由于待蚀刻材料特别薄,待蚀刻材料的后方容易出现张力不均匀现象,从而出现后方起皱的现象,甚至在前方就出现起皱的现象,进而导致蚀刻不均匀。
6.3)由于待蚀刻材料的两侧分别由多个并排设置的夹板夹持,而夹板的夹持力并不均匀,会导致待蚀刻材料的张力不均匀,从而导致蚀刻不均匀。
技术实现要素:
7.为克服现有技术的不足,本发明公开了一种超薄材料蚀刻装置。
8.为实现上述目的,本发明通过以下技术方案实现:本发明公开了一种超薄材料蚀刻装置,包括第一蚀刻槽、第二蚀刻槽、料卷传送机构、第一喷淋机构和第二喷淋机构,所述第一蚀刻槽和第二蚀刻槽并排设置,所述料卷传送机构用以传送并承托待蚀刻材料依次进入所述第一蚀刻槽和第二蚀刻槽而使得待蚀刻材料在所述第一蚀刻进行正面蚀刻、在所述第二蚀刻槽内进行反面蚀刻,所述第一喷淋机构和第二喷淋机构分别位于所述第一蚀刻槽和第二蚀刻槽内,所述第一喷淋机构用以向待蚀刻材料正面喷淋蚀刻液,所述第二喷淋机构用以向待蚀刻材料背面喷淋蚀刻液。
9.优选的,所述料卷传送机构包括料卷释放轮、第一载体轮、正反面转换组件和第二载体轮,所述第一载体轮和第二载体轮分别水平设置于所述所述第一蚀刻槽和第二蚀刻槽中,且所述第一载体轮和第二载体轮的转动方向一致,所述第一载体轮和第二载体轮分别由电机驱动转动;所述料卷释放轮用以释放待蚀刻材料至所述第一蚀刻槽内;所述第一载体轮用以使得待蚀刻材料的反面贴附其轮周面移入蚀刻液中,并贴附其轮周面而移出蚀刻液;所述第二载体轮用以使得待蚀刻材料的正面贴附其轮周面移入蚀刻液中,并贴附
其轮周面而移出蚀刻液;进一步优选的,所述正反面转换组件用以使得从所述第一蚀刻槽出来的蚀刻材料正反面对置后而进入至所述第二蚀刻槽内进行另一面的蚀刻。
10.优选的,所述料卷传送机构还包括第一过渡轮、第二过渡轮、第三过渡轮和第四过渡轮;所述第一过渡轮和第二过渡轮分别水平设置所述第一蚀刻槽的上方,并且位于所述第一载体轮的上部两侧,所述第一过渡轮和第二过渡轮分别用以引导待蚀刻材料移入至所述第一蚀刻槽和引导蚀刻材料移出所述第一蚀刻槽;所述第三过渡轮和第四过渡轮分别设置所述第二蚀刻槽的上方,并且位于所述第二载体轮的上部两侧,所述第三过渡轮和第四过渡轮分别用以引导待蚀刻材料移入至所述第二蚀刻槽和引导蚀刻材料移出所述第二蚀刻槽。
11.优选的,所述正反面转换组件包括位于所述第一蚀刻槽和第二蚀刻槽之间的固定架和设置于所述固定架上的第一转换轮,所述第一转换轮所在高度高于所述第一载体轮和第二载体轮所在高度,所述第一转换轮用以支承从所述第一蚀刻槽的末端移出后反向折回的蚀刻材料。
12.进一步优选的,所述正反面转换组件还包括水平固设于所述固定架上第二转换轮和第三转换轮,所述第二转换轮和第三转换轮位于所述第一转换轮的两侧,且低于所述第一转换轮。
13.优选的,所述第一喷淋机构包括多根第一喷淋管,所述的多根第一喷淋管靠近并环绕所述第一载体轮的轮周的下半部分设置;所述第二喷淋机构包括多根第二喷淋管,所述的多根第二喷淋管靠近并环绕所述第二载体轮的轮周的下半部分设置。
14.进一步优选的,所述第一喷淋管上设置多个喷淋嘴,所述第一喷淋管的一端与所述第一蚀刻槽的槽壁固定连接,所述第一喷淋管的另一端连通高压液体;所述第二喷淋管上设置多个喷淋嘴,所述第二喷淋管的一端与所述第二蚀刻槽的槽壁固定连接,所述第二喷淋管的另一端连通高压液体。
15.进一步优选的,所述第一喷淋管和第二喷淋管的另一端分别经管道连接高压水泵。
16.进一步优选的,所述第一蚀刻槽和第二蚀刻槽的底端部分别设置有一出液口,所述出液口在蚀刻过程中始终与外界连通。
17.更进一步优选的,所述第一蚀刻槽的最低处开设所述出液口,所述出液口的下方连通截面为三角形的出液通道,所述出液通道的底部设置有多个出液孔,所述出液孔经管道连通所述蚀刻液收集容器。
18.与现有技术相比,本发明的至少具有以下优点:本发明提供的超薄材料蚀刻装置在进行蚀刻时,通过第一喷淋机构喷淋待蚀刻材料的正面,通过第二喷淋机构喷淋待蚀刻材料的反面,即蚀刻完一面再蚀刻另一面,采用喷淋机构进行喷淋蚀刻,避免了蚀刻液残留在待蚀刻材料上,无侧蚀现象,提高了蚀刻精度。
19.本发明提供的超薄材料蚀刻装置通过料卷传送机构可以使得膜能够具有承托的进入至第一蚀刻槽和第二蚀刻槽内进行蚀刻,不会出现起皱现象,蚀刻均匀。
20.该超薄材料蚀刻装置通过第一载体轮和第二载体轮,可以使得膜的非蚀刻面附着
在相应的载体轮上,因而膜在蚀刻时具有一定的承托力,不会出现晃动的现象,如此提高了蚀刻的均匀性;此外,本发明提供的超薄材料蚀刻装置无需夹板夹持,不会导致待蚀刻材料的张力不均匀,因此蚀刻均匀。
21.采用喷淋机构对待蚀刻材料进行蚀刻处理,可以避免过多的蚀刻液对材料造成过度蚀刻,进而影响产品的质量或者导致产品不合格。
22.在蚀刻槽的底部设置出液口,出液口在蚀刻过程中始终与外界连通,如此可以保证蚀刻液及时流走,避免过度蚀刻,传统的蚀刻方式在蚀刻槽的底部设置进液口,而蚀刻液采用吸走的方式处理,不仅不能及时排出蚀刻液,且结构相对复杂,生产成本高。
附图说明
23.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
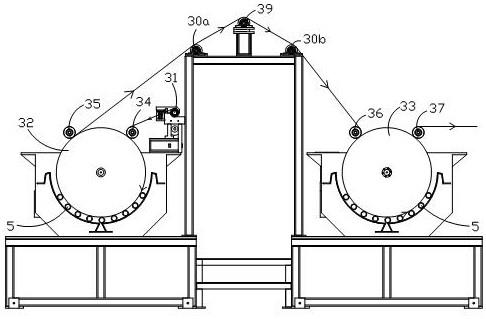
24.图1为本发明实施例所公开的一种超薄材料蚀刻装置的结构示意图;图2为本发明实施例所公开的一种超薄材料蚀刻装置的主视图;图3为本发明实施例所公开的第一蚀刻槽的结构示意图;图4为本发明实施例所公开的第二蚀刻槽的结构示意图;图5为本发明实施例所公开的第一蚀刻槽/第二蚀刻槽的主体结构示意图。
具体实施方式
25.下面结合实施例及附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
26.参见图1
‑
5所示,本发明实施例公开了一种超薄材料蚀刻装置,包括第一蚀刻槽1、第二蚀刻槽2、料卷传送机构3、第一喷淋机构4和第二喷淋机构5,第一蚀刻槽1和第二蚀刻槽2并排设置,料卷传送机构3用以传送并承托待蚀刻材料依次进入第一蚀刻槽1和第二蚀刻槽2而使得待蚀刻材料在第一蚀刻进行正面蚀刻、在第二蚀刻槽2内进行反面蚀刻,第一喷淋机构4和第二喷淋机构5分别位于第一蚀刻槽和第二蚀刻槽内,第一喷淋机构4用以向待蚀刻材料正面喷淋蚀刻液,第二喷淋机构5用以向待蚀刻材料背面喷淋蚀刻液。本发明适用于超薄材料(4
‑
40μm )进行蚀刻,但不限于4
‑
40μm。
27.其中,料卷传送机构3包括料卷释放轮31、第一载体轮32、正反面转换组件和第二载体轮33,第一载体轮32和第二载体轮33分别水平设置于第一蚀刻槽1和第二蚀刻槽2中,且第一载体轮32和第二载体轮33的转动方向一致,第一载体轮32和第二载体轮33分别由电机驱动转动;料卷释放轮31用以释放待蚀刻材料至第一蚀刻槽1内;第一载体轮32用以使得待蚀刻材料的反面贴附其轮周面移入蚀刻液中,并贴附其轮周面而移出蚀刻液;第二载体轮33用以使得待蚀刻材料的正面贴附其轮周面移入蚀刻液中,并贴附其轮周面而移出蚀刻液;正反面转换组件用以使得从第一蚀刻槽1出来的蚀刻材料正反面对置后而进入至
第二蚀刻槽2内进行另一面的蚀刻。
28.料卷传送机构3还包括第一过渡轮34、第二过渡轮35、第三过渡轮36和第四过渡轮37;第一过渡轮34和第二过渡轮35分别水平设置第一蚀刻槽1的上方,并且位于第一载体轮32的上部两侧,第一过渡轮34和第二过渡轮35分别用以引导待蚀刻材料移入至第一蚀刻槽1和引导蚀刻材料移出第一蚀刻槽1;第三过渡轮36和第四过渡轮37分别设置第二蚀刻槽2的上方,并且位于第二载体轮33的上部两侧,第三过渡轮36和第四过渡轮37分别用以引导待蚀刻材料移入至第二蚀刻槽2和引导蚀刻材料移出第二蚀刻槽2。
29.第一过渡轮34、第二过渡轮35、第三过渡轮36和第四过渡轮37起到过渡的作用,在料卷传送的过程中,起到过渡和承接的作用,减少料卷传送过程中悬空的部分,减少出现起皱现象。
30.正反面转换组件包括位于第一蚀刻槽1和第二蚀刻槽2之间的固定架38和设置于固定架38上的第一转换轮39,第一转换轮39所在高度高于第一载体轮32和第二载体轮33所在高度,第一转换轮39用以支承从第一蚀刻槽1的末端移出后反向折回的蚀刻材料。通过转换轮可以调整薄膜材料的传送方向,以及通过反向回折使得膜的正反面正好对置过来,使得薄膜材料进入第二蚀刻槽2内进行另外一面的蚀刻。
31.正反面转换组件还包括水平固设于固定架38上第二转换轮30a和第三转换轮30b,第二转换轮30和第三转换轮30b位于第一转换轮39的两侧,且低于第一转换轮39。第二转换轮30和第三转换轮30b起到过渡的作用,增加薄膜材料的承托力。
32.第一喷淋机构4包括多根第一喷淋管41,多根第一喷淋管41靠近并环绕第一载体轮的轮周的下半部分设置;第二喷淋机构5包括多根第二喷淋管51,多根第二喷淋管51靠近并环绕第二载体轮的轮周的下半部分设置。第一喷淋管41和第二喷淋管51的长度分别大致等于第一载体轮和第二载体轮的轴长,当然第一载体轮和第二载体轮的轴长和直径一致。其中,喷淋管可以采用耐腐蚀的pp管。
33.第一喷淋管41上设置多个喷淋嘴,第一喷淋管41的一端与第一蚀刻槽的槽壁固定连接,第一喷淋管41的另一端连通高压液体;第二喷淋管51上设置多个喷淋嘴,第二喷淋管51的一端与第二蚀刻槽的槽壁固定连接,第二喷淋管51的另一端连通高压液体。第一喷淋管41和第二喷淋管51的另一端分别经管道连接高压水泵。
34.采用喷淋机构对待蚀刻材料进行蚀刻处理,可以避免过多的蚀刻液对材料造成过度蚀刻,进而影响产品的质量或者导致产品不合格。
35.第一蚀刻槽1和第二蚀刻槽2的底端部分别设置有一出液口a,出液口在蚀刻过程中始终与外界连通。具体的,第一蚀刻槽的最低处开设出液口,出液口的下方连通截面为三角形的出液通道b,出液通道b的底部设置有多个出液孔c,出液孔c经管道连通蚀刻液收集容器。通过蚀刻液收集容器进行收集蚀刻液体后,再将收集的蚀刻液体用于喷淋机构进行喷淋,如此可以循环利用蚀刻液。
36.在蚀刻槽的底部设置出液口a,出液口a在蚀刻过程中始终与外界连通,如此可以保证蚀刻液及时流走,避免过度蚀刻,传统的蚀刻方式在蚀刻槽的底部设置进液口,而蚀刻液采用吸走的方式处理,不仅不能及时排出蚀刻液,且结构相对复杂,生产成本高。
37.本发明实施例所提供的超薄膜蚀刻设备在工作时,料卷释放轮31上装有超薄的蚀刻材料料卷,电机带动载体轮转动,料卷释放轮31上的料卷上的蚀刻材料释放至第一蚀刻槽1内,蚀刻材料附着在第一载体轮32上,随着第一载体轮32转动而移动直至从第一蚀刻槽1内移出,从第一蚀刻槽1内移出后,超薄膜料反向折回至第一转换轮39、第二转换轮30a和第三转换轮30b,再进入至第二蚀刻槽2内,此时超薄膜料的另一面附着在第二载体轮33上,随着第二载体轮33转动而移动直至从第二蚀刻槽2内移出,在超薄膜料移动的过程中,第一喷淋管41和第二喷淋管51分别对第一蚀刻槽内的蚀刻材料的正面和第二蚀刻槽内的蚀刻材料的背面进行喷淋,与此同时,第一蚀刻槽的出液口和第二蚀刻槽的出液口始终在蚀刻过程中与外界连通,不断的将喷淋落下的蚀刻液排出蚀刻槽,即实现边喷淋边排出蚀刻液,杜绝蚀刻液留在蚀刻槽而造成过多蚀刻。
38.通过以上技术方案,本发明提供的超薄材料蚀刻装置在进行蚀刻时,通过第一喷淋机构喷淋待蚀刻材料的正面,通过第二喷淋机构喷淋待蚀刻材料的反面,即蚀刻完一面再蚀刻另一面,采用喷淋机构进行喷淋蚀刻,喷淋液在待蚀刻材料上完成蚀刻后,很快在重力作用下落下,并且从出液口流走,蚀刻液不会留在蚀刻材料上,比如待蚀刻材料的厚度为6μm,待蚀刻材料的正反两面无需蚀刻处均设置有保护油墨,需要蚀刻处未设保护油墨保护,喷淋的蚀刻液对待蚀刻材料进行蚀刻时,待蚀刻材料被喷淋的蚀刻液蚀刻后,很快残留的蚀刻液在重力作用下落下,不会残留在待蚀刻材料的中间层(无保护),如此不会出现侧蚀现象,从而提高了蚀刻精度。
39.该超薄材料蚀刻装置通过第一载体轮32和第二载体轮33,可以使得膜的非蚀刻面附着在相应的载体轮上,因而膜在蚀刻时具有一定的承托力,不会出现晃动的现象,如此提高了蚀刻的均匀性;通过料卷传送机构可以使得膜能够具有承托的进入至第一蚀刻槽和第二蚀刻槽内进行蚀刻,不会出现起皱现象,蚀刻均匀。
40.此外,无需夹板夹持,不会导致待蚀刻材料的张力不均匀,因此蚀刻均匀。
41.对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1