一种钢结构的增附式除锈工艺的制作方法
1.本发明涉及钢结构除锈工艺领域,更具体地说,涉及一种钢结构的增附式除锈工艺。
背景技术:
2.钢结构是由钢制材料组成的结构,是主要的建筑结构类型之一。结构主要由型钢和钢板等制成的钢梁、钢柱、钢桁架等构件组成,并采用硅烷化、纯锰磷化、水洗烘干、镀锌等除锈防锈工艺。现有技术中一般是采用抛丸除锈方法。
3.抛丸除锈清理过程:由电气控制的可调速输送轮道将钢结构件或钢材送进清理机室体内抛射区,其周身各面受到来自不同坐标方位的强力密集弹丸打击与磨擦,使之其上的氧化皮、锈层及其污物迅速脱落,钢材表面就获得一定粗糙度的光洁表面,在清理室外两边进出口轮道装卸工件;
4.落入钢材上面的弹丸与锈尘经吹扫装置吹扫,撒落下来的丸尘混合物由回收螺旋输送到室体漏斗、纵横向螺旋输送机汇集于提升机下部,再提升到机器上部的分离器里,分离后的纯净弹丸落入分离器料斗中内,供抛丸循环使用,抛丸清理中产生尘埃,由抽风管送向除尘系统,净化处理后的净气排放到大气中,颗粒状尘埃被捕捉收集。
5.但在抛丸除锈工艺中,单靠通过弹丸与钢结构件之间的撞击和摩擦使锈层脱落,除锈效率较低。
技术实现要素:
6.1.要解决的技术问题
7.针对现有技术中存在的问题,本发明的目的在于提供一种钢结构的增附式除锈工艺,它通过采用小颗粒状弹丸和大颗粒状增附丸相结合的方式,同步抛射至钢结构件表面,弹丸对钢结构件产生较大的冲击和摩擦,对其表面的锈层起到主要破坏作用,增附丸以较小的速率撞击至钢结构件,对锈层起到的二次破坏作用,并在运动惯性作用下产生延伸囊,与钢结构件表面形成面接触方式,吸附、清除已被破坏的锈层,有效提高锈层的脱落速率,进而提高除锈效率。
8.2.技术方案
9.为解决上述问题,本发明采用如下的技术方案。
10.一种钢结构的增附式除锈工艺,包括以下步骤:
11.s1、将待处理的钢结构件输送至抛丸除锈机中,启动抛丸除锈机,以一定速率向钢结构件同时抛射小颗粒状弹丸和大颗粒状增附丸;
12.s2、弹丸撞击至钢结构件表面时,对其产生较大的冲击和摩擦,破坏其表面的锈层;
13.s3、增附丸撞击至钢结构件表面时,对其产生撞击的同时,因惯性作用,增附丸表面产生延伸囊,延伸囊与钢结构件表面贴附,吸附其表面的破碎锈层;
14.s4、通过弹丸和增附丸的共同作用,加速钢结构件表面锈层的脱落,使钢结构件表面获得一定粗糙度的光洁表面,实现除锈过程。
15.进一步的,所述弹丸的直径为0.8mm
‑
2.5mm,所述增附丸的直径为1cm
‑
5cm。
16.进一步的,所述增附丸包括球壳,所述球壳采用与弹丸相同的材质,所述球壳的内部设有自压内芯。
17.进一步的,所述球壳的内壁固定连接有多个均匀分布的包液膜,所述包液膜和球壳之间填充有去离子水。
18.进一步的,所述球壳上开设有多个均匀分布的液孔,所述液孔的内壁固定连接有延伸磁膜,多个所述液孔均匀分布于多个包液膜的内侧。
19.进一步的,所述包液膜远离球壳的一侧设有多个均匀分布的柔性压片,所述柔性压片的一端与球壳内壁固定连接,且相邻柔性压片之间呈局部上下叠放状态,所述柔性压片采用柔性橡胶制成。
20.进一步的,所述延伸磁膜包括组合膜,所述组合膜靠近包液膜的一端涂设有主磁性涂层。
21.进一步的,所述液孔的内壁上涂设有副磁性涂层,所述副磁性涂层位于延伸磁膜和包液膜之间。
22.进一步的,所述自压内芯包括柔性包袋,所述柔性包袋的内部填充有多个颗粒硬球。
23.进一步的,所述球壳上还开设有多个均匀分布的溢气孔,所述溢气孔的内部固定连接有透气棉,所述透气棉位于相邻包液膜之间。
24.3.有益效果
25.相比于现有技术,本发明的优点在于:
26.(1)本方案通过采用小颗粒状弹丸和大颗粒状增附丸相结合的方式,同步抛射至钢结构件表面,弹丸以较大的速率撞击至钢结构件,产生较大的冲击和摩擦,对其表面的锈层起到主要破坏作用,增附丸以较小的速率撞击至钢结构件,对锈层起到的二次破坏作用,并在运动惯性作用下产生延伸囊,与钢结构件表面形成面接触方式,吸附、清除已被破坏的锈层,有效提高锈层的脱落速率,进而提高除锈效率。
27.(2)本发明中的小颗粒状弹丸即为现有技术中的铁丸、锰钢丸或由其它材质制成的除锈弹丸,对钢结构件表面的锈层起到主要破坏作用,使锈层的附着强度大大减小,再结合增附丸对锈层起到的二次破坏作用,并吸附、清除已被破坏的锈层,有效提高锈层的脱落速率,进而提高除锈效率。
28.(3)增附丸包括球壳,球壳采用与弹丸相同的材质,使增附丸具有一定的强度,在使用时不易发生撞击损坏的情况,并且,因增附丸体积较大,在抛出后受到的空气阻力较大,其撞击钢结构件时的速率小于弹丸撞击速率,即撞击力度较小,进一步降低了增附丸损坏的概率。
29.(4)延伸磁膜对液孔起到封闭作用,包液膜内的去离子水可以进入液孔中,同时在延伸磁膜的阻挡下,不易从液孔中溢出,并且,当去离子水大量进入液孔中后,会造成延伸磁膜向球壳外侧膨胀,即:发生步骤s3中所提及的增附丸表面产生延伸囊这一情况,延伸囊即为包裹有去离子水的延伸磁膜。
30.(5)通过主磁性涂层和副磁性涂层之间的磁性引力,使延伸磁膜在初始状态下,较为稳定地位于液孔的内侧,即:增附丸表面呈光滑、无凸起状态,在向钢结构件喷射时,有效保证球壳与钢结构件形成点接触状态,当球壳与钢结构件形成撞击后,撞击点附近的多个延伸磁膜再向外膨胀,与钢结构件表面贴附,吸附清除其表面的破碎锈层。
31.(6)在除锈过程中,球壳带着其内侧的自压内芯同步向钢结构件抛射,当球壳撞击至钢结构件表面时,自压内芯因运动惯性继续向前移动,颗粒硬球在柔性包袋内分散移动,自压内芯发生形状变形,并以与球壳相近的速率,快速撞击至距离钢结构件较近的多个柔性压片上,柔性压片向球壳内壁弯曲,对包液膜造成挤压,促使包液膜内侧的去离子水通过液孔进入延伸磁膜中,使延伸磁膜快速向外膨胀形成延伸囊,直至与钢结构件表面贴附,当球壳从钢结构件表面脱离时,延伸磁膜可将部分锈层带离,从而起到清除钢结构件表面破碎锈层的作用。
附图说明
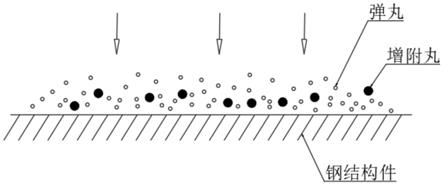
32.图1为本发明的结构示意图;
33.图2为本发明的增附丸的立体图;
34.图3为本发明的增附丸在使用前的正面结构示意图;
35.图4为本发明的增附丸在使用前的局部正面结构示意图;
36.图5为本发明的柔性压片处的局部立体图;
37.图6为本发明的延伸磁膜的局部正面结构示意图;
38.图7为本发明的自压内芯的局部正面结构示意图;
39.图8为本发明的增附丸在使用时的正面结构示意图;
40.图9为图8中a处的结构示意图;
41.图10为本发明的增附丸在使用时的局部正面结构示意图。
42.图中标号说明:
43.1球壳、101液孔、102溢气孔、2自压内芯、21柔性包袋、22颗粒硬球、3包液膜、4柔性压片、5延伸磁膜、51组合膜、52主磁性涂层、6副磁性涂层、7透气棉。
具体实施方式
44.下面将结合本发明实施例中的附图;对本发明实施例中的技术方案进行清楚、完整地描述;显然;所描述的实施例仅仅是本发明一部分实施例;而不是全部的实施例,基于本发明中的实施例;本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例;都属于本发明保护的范围。
45.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
46.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆
卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
47.实施例:
48.请参阅图1,一种钢结构的增附式除锈工艺,包括以下步骤:
49.s1、将待处理的钢结构件输送至抛丸除锈机中,启动抛丸除锈机,以一定速率向钢结构件同时抛射小颗粒状弹丸和大颗粒状增附丸;
50.s2、弹丸撞击至钢结构件表面时,对其产生较大的冲击和摩擦,破坏其表面的锈层;
51.s3、增附丸撞击至钢结构件表面时,对其产生撞击的同时,因惯性作用,增附丸表面产生延伸囊,延伸囊与钢结构件表面贴附,吸附其表面的破碎锈层;
52.s4、通过弹丸和增附丸的共同作用,加速钢结构件表面锈层的脱落,使钢结构件表面获得一定粗糙度的光洁表面,实现除锈过程。
53.弹丸的直径为0.8mm
‑
2.5mm,增附丸的直径为1cm
‑
5cm,本发明中的小颗粒状弹丸即为现有技术中的铁丸、锰钢丸或由其它材质制成的除锈弹丸,对钢结构件表面的锈层起到主要破坏作用,使锈层的附着强度大大减小,再结合增附丸对锈层起到的二次破坏作用,并吸附、清除已被破坏的锈层,有效提高锈层的脱落速率,进而提高除锈效率。
54.请参阅图2和图3,增附丸包括球壳1,球壳1采用与弹丸相同的材质,使增附丸具有一定的强度,在使用时不易发生撞击损坏的情况,并且,因增附丸体积较大,在抛出后受到的空气阻力较大,其撞击钢结构件时的速率小于弹丸撞击速率,即撞击力度较小,进一步降低了增附丸损坏的概率,补充说明:增附丸在使用前需经过技术人员进行调试,有效确保其强度性能符合使用要求,另外,在有需要时,可使用其它抛丸设备或手段来控制增附丸的抛射速率,有效保证其完好性,以及在撞击后具备足够的时间形成延伸囊。
55.请参阅图3和图4,球壳1的内部设有自压内芯2,自压内芯2可在球壳1内自由移动,球壳1的内壁固定连接有多个均匀分布的包液膜3,包液膜3和球壳1之间填充有去离子水,球壳1上开设有多个均匀分布的液孔101,液孔101的内壁固定连接有延伸磁膜5,多个液孔101均匀分布于多个包液膜3的内侧,延伸磁膜5对液孔101起到封闭作用,包液膜3内的去离子水可以进入液孔101中,同时在延伸磁膜5的阻挡下,不易从液孔101中溢出,并且,当去离子水大量进入液孔101中后,会造成延伸磁膜5向球壳1外侧膨胀,即:发生步骤s3中所提及的增附丸表面产生延伸囊这一情况,延伸囊即为包裹有去离子水的延伸磁膜5。
56.请参阅图4和图5,包液膜3远离球壳1的一侧设有多个均匀分布的柔性压片4,多个柔性压片4呈圆形围绕在包液膜3的外侧,柔性压片4的一端与球壳1内壁固定连接,且相邻柔性压片4之间呈局部上下叠放状态,柔性压片4采用柔性橡胶制成,多个柔性压片4相互配合,将包液膜3的外侧全面覆盖,当柔性压片4受到自压内芯2的压力时,柔性压片4将压力较为均匀地传递至包液膜3的表面,使包液膜3内侧的去离子水受压并进入液孔101内侧,使延伸磁膜5向外膨胀形成延伸囊。
57.请参阅图6,延伸磁膜5包括组合膜51,组合膜51靠近包液膜3的一端涂设有主磁性涂层52,请参阅图3,液孔101的内壁上涂设有副磁性涂层6,副磁性涂层6位于延伸磁膜5和包液膜3之间,通过主磁性涂层52和副磁性涂层6之间的磁性引力,使延伸磁膜5在初始状态
下,较为稳定地位于液孔101的内侧,即:增附丸表面呈光滑、无凸起状态,在向钢结构件喷射时,有效保证球壳1与钢结构件形成点接触状态,当球壳1与钢结构件形成撞击后,撞击点附近的多个延伸磁膜5再向外膨胀,与钢结构件表面贴附,吸附清除其表面的破碎锈层。
58.请参阅图7,自压内芯2包括柔性包袋21,柔性包袋21的内部填充有多个颗粒硬球22,请参阅图8,在除锈过程中,球壳1带着其内侧的自压内芯2同步向钢结构件抛射,当球壳1撞击至钢结构件表面时,自压内芯2因运动惯性继续向前移动,颗粒硬球22在柔性包袋21内分散移动,自压内芯2发生形状变形,并以与球壳1相近的速率,快速撞击至距离钢结构件较近的多个柔性压片4上,柔性压片4向球壳1内壁弯曲,对包液膜3造成挤压,如图10所示,促使包液膜3内侧的去离子水通过液孔101进入延伸磁膜5中,使延伸磁膜5快速向外膨胀形成延伸囊,直至与钢结构件表面贴附,当球壳1从钢结构件表面脱离时,延伸磁膜5可将部分锈层带离,从而起到清除钢结构件表面破碎锈层的作用。
59.请参阅图8和图9,球壳1上还开设有多个均匀分布的溢气孔102,溢气孔102的内部固定连接有透气棉7,透气棉7位于相邻包液膜3之间,透气棉7具有一定的透气性,实现球壳1内部与外界空气的流通,当自压内芯2向柔性压片4靠近,造成延伸磁膜5形成延伸囊时,因位于球壳1内侧的去离子水水量减少,球壳1内压强减小,外界空气可通过透气棉7进入球壳1中,便于维持球壳1内压强稳定。
60.本发明通过采用小颗粒状弹丸和大颗粒状增附丸相结合的方式,同步抛射至钢结构件表面,弹丸以较大的速率撞击至钢结构件,产生较大的冲击和摩擦,对其表面的锈层起到主要破坏作用,增附丸以较小的速率撞击至钢结构件,对锈层起到的二次破坏作用,并在运动惯性作用下产生延伸囊,与钢结构件表面形成面接触方式,吸附、清除已被破坏的锈层,有效提高锈层的脱落速率,进而提高除锈效率。
61.以上所述;仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此;任何熟悉本技术领域的技术人员在本发明揭露的技术范围内;根据本发明的技术方案及其改进构思加以等同替换或改变;都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1