外模清理打磨系统的制作方法
1.本发明涉及打磨设备技术领域,特别涉及外模清理打磨系统。
背景技术:
2.目前,箱梁是桥梁工程中梁的一种,箱梁是通过在模具中浇筑混凝土制成,箱梁脱模后需要对外模进行打磨清理,现在为人工打磨,效率低,费时费力。
技术实现要素:
3.本发明目的之一在于提供了外模清理打磨系统,实现外模的自动打磨清理。
4.本发明实施例提供的外模清理打磨系统,包括:主体、移动机构、打磨机构、吸尘机构和喷涂机构;主体底端形状与模具形状相适应;
5.移动机构包括:
6.两对称设置的第一辊轮,分别设置在主体底端的两侧;第一辊轮在模具两侧设置的第一轨道上滑动;
7.至少一个第二辊轮,设置在主体底端中部;
8.两个电机,设置在主体内,分别与第一辊轮传动连接。
9.优选的,打磨机构包括:至少一个第一打磨装置和至少一个第二打磨装置;
10.第一打磨装置和第二打磨装置,依次间隔排列设置在主体底端;第一打磨装置与组成模具的截面的上表面的线段一一对应;第二打磨装置与线段与线段的交汇位置一一对应。
11.优选的,第一打磨装置包括:
12.第二轨道,设置在主体底端;
13.第一移动架,滑动设置在第二轨道上;
14.第一轨道电机,设置在第一移动架上,在第一轨道电机的输出端设置有第一齿轮,第一齿轮与第二导轨一侧的第一齿条啮合;
15.转轴,设置在第一移动架上;
16.转向控制器,设置在第一移动架上,与转轴传动连接,用于控制转轴的转动;
17.支架,一端固定设置在转轴上;
18.至少一个第一打磨刷,固定设置在支架的远离转轴的一端。
19.优选的,第二打磨装置包括:
20.第二移动架,设置在主体的导槽内;
21.第二轨道电机,设置在第二移动架上,第二轨道电机的输出端设置有第二齿轮,第二齿轮与导槽内设置的第二齿条啮合;
22.第二打磨刷,固定设置在第二移动架的一端。
23.优选的,吸尘机构包括:
24.除尘器,设置在主体内;
25.若干根吸尘管路,一端与除尘器连接,另一端延伸至主体的底端面。
26.优选的,吸尘机构还包括:
27.气泵,设置在主体内;
28.至少一个出气口,设置在第一打磨刷中部,出气口分布在以第一打磨刷的中心为圆心的圆周上并且出气口的出气方向与圆周呈一预设角度。
29.优选的,喷涂机构包括:
30.储液罐,设置在主体上;
31.水泵,设置在主体上,与储液罐连通;
32.若干喷嘴,设置在主体的两侧靠近底端面的位置,通过输送管与水泵连通。
33.优选的,外模清理打磨系统,还包括:
34.至少一组图像采集装置,每一组图像采集装置对应一个第一打磨装置或一个第二打磨装置;
35.中央控制器,设置在主体内,分别与移动机构、打磨机构、吸尘机构、喷涂机构和图像采集装置连接;
36.中央控制器执行如下操作:
37.通过图像采集装置获取模具上表面的第一图像;
38.基于第一图像,确定移动机构、打磨机构、吸尘机构和喷涂机构的第一工作参数集;
39.基于第一工作参数集,控制移动机构、打磨机构、吸尘机构和喷涂机构的工作;
40.其中,基于第一图像,确定移动机构、打磨机构、吸尘机构和喷涂机构的第一工作参数集,包括:
41.获取预设的第一工作参数集库,第一工作参数集库中第一工作参数集与第一参数标签集一一对应;
42.对第一图像进行特征提取,获取多个第一特征值,基于第一特征值构建第一提取标签集;
43.将第一提取标签集与第一工作参数集库中每个第一参数标签集进行匹配;
44.当匹配成功时,获取第一参数标签集对应的第一工作参数集。
45.优选的,每一组图像采集装置包括:
46.两个摄像头,对称设置在主体两侧,分别通过l型安装架安装在支架或第二移动架的两侧;
47.中央控制器执行如下操作:
48.确定主体的移动方向,通过位于移动方向前方的摄像头获取第一图像;
49.通过位于移动方向后方的摄像头获取第二图像;
50.基于第二图像,确定二次打磨清理位置和二次打磨时移动机构、打磨机构、吸尘机构、喷涂机构的第二工作参数集;
51.和/或,
52.基于拍摄的模具的位置,将第一图像和第二图像进行一一关联,获得多个关联项;
53.基于关联项的第一图像和第二图像,确定每个关联项对应的表示打磨效果的效果值;
54.获取当前打磨位置前n轮的打磨对应的各个打磨位置对应的关联项的效果值,构建n个第一参考组;其中,一轮打磨为第一移动架从第二轨道的左边移动到右边或第一移动架从第二轨道的右边移动到左边;
55.基于第一参考组内各个关联项对应的效果值,确定第一修正集;
56.获取前n轮的打磨中打磨位置距离第一打磨装置的打磨区域的左右边缘的长度与当前打磨位置距离第一打磨装置的打磨区域的左右边缘的长度相等的打磨位置对应的关联项,并构建第二参考组;
57.基于第二参考组内各个关联项对应的效果值,确定第二修正集;
58.基于第一修正集和第二修正集,确定当前位置的第三修正集;
[0059][0060]
其中,a
3,i
为第三修正集中第i个修正值;a
2,i
为第一修正集中第i个修正值; a
j,i
为第j轮对应的第一修正集中第i个修正值;β
j
为预设的对应第j轮的权重系数;γ1为预设的对应第一修正集的权重系数;γ2为预设的对应第二修正集的权重系数;
[0061]
基于第三修正值集对第一工作参数集进行修正。
[0062]
优选的,基于关联项的第一图像和第二图像,确定每个关联项对应的表示打磨效果的效果值,包括:
[0063]
对关联项的第一图像和第二图像进行特征提取,获取多个特征值;
[0064]
将第二特征值输入预设的神经网络模型中,获取评价因子;
[0065]
基于评价因子,查询预设的评价因子与效果值的对应表,确定关联项对应的表示打磨效果的效果值;
[0066]
基于第一参考组内各个关联项对应的效果值,确定第一修正集;包括:
[0067]
获取预设的第一修正库,第一修正库中第一修正集与第一标识向量一一对应;
[0068]
基于第一参考组内各个关联项对应得效果值,构建第二标识向量;
[0069]
计算第二标识向量与第一修正库中各个第一标识向量的第一相似度,第一相似度计算公式如下:
[0070][0071]
其中,x为第二标识向量与第一标识向量的第一相似度;x
k
为第一标识向量的第k个参数值;y
k
为第二标识向量的第k个参数值;n为第一标识向量或第二标识向量的维度;
[0072]
获取第一修正库中第一相似度最大且大于预设的阈值的第一标识向量对应的第一修正集;
[0073]
基于第二参考组内各个关联项对应的效果值,确定第二修正集,包括:
[0074]
获取预设的第二修正库,第二修正库中第二修正集与第三标识向量一一对应;
[0075]
基于第二参考组内各个关联项对应得效果值,构建第四标识向量;
[0076]
计算第四标识向量与第二修正库中各个第三标识向量的第二相似度;
[0077]
获取第二修正库中第二相似度最大且大于预设的阈值的第三标识向量对应的第二修正集。
[0078]
本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变
得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
[0079]
下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
[0080]
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
[0081]
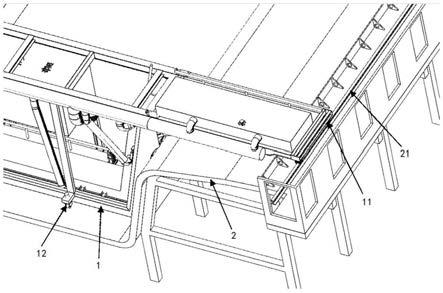
图1为本发明实施例中外模清理打磨系统的示意图;
[0082]
图2为本发明实施例中第一打磨装置的示意图;
[0083]
图3为本发明实施例中第二打磨装置的示意图;
[0084]
图4为本发明实施例中除尘机构的示意图;
[0085]
图5为本发明实施例中喷涂机构的示意图;
[0086]
图6为本发明实施例中外模清理打磨系统的控制示意图。
[0087]
图中:
[0088]
1、主体;2、模具;3、中央控制器;4、移动机构;5、打磨机构;6、吸尘机构;7、喷涂机构;11、第一辊轮;12、第二辊轮;21、第一轨道;22、第二轨道;23、第一轨道电机;24、第一打磨刷;25、第一移动架;26、支架; 27、转向控制器;28、转轴;30、导槽;31、第二移动架;32、第二打磨刷; 33、第二轨道电机;34、第二齿条;35、第二齿轮;41、除尘器;42、吸尘管路;51、储液罐;52、输送管;3
‑
1、图像采集装置。
具体实施方式
[0089]
以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
[0090]
本发明实施例提供了外模清理打磨系统,如图1至图6所示,包括:主体 1、移动机构4、打磨机构5、吸尘机构6和喷涂机构7;主体1底端形状与模具2形状相适应;
[0091]
移动机构4包括:
[0092]
两对称设置的第一辊轮11,分别设置在主体1底端的两侧;第一辊轮11 在模具2两侧设置的第一轨道21上滑动;
[0093]
至少一个第二辊轮12,设置在主体1底端中部;
[0094]
两个电机,设置在主体1内,分别与第一辊轮11传动连接。
[0095]
上述技术方案的工作原理及有益效果为:
[0096]
本系统在使用时将待清理的模具2采用固定架固定好,使模具2在打磨清理时不发生偏斜;主体1通过第一电机带动的第一辊轮11在模具2两侧设置的轨道上滑动行走,第二辊轮12起中部支撑作用。在主体1滑动行走的过程中,打磨机构5对模具2的表面进行打磨,吸尘机构6将打磨产生的灰尘等吸取;最后经由喷涂机构7喷涂出脱模剂。主体1是运行在模具2上方,打磨机构5、吸尘机构6和喷涂机构7主要工作面为主体1与模具2的接触面,打磨机构5的打磨区域位于中心;吸尘机构6的吸尘入口可以设置在打磨区域边缘的一周;喷涂机构7可以设置两组出口,分别位于主体1的两侧靠近底端的位置,根据主体1行进方向采用位于行进方向后端的一组出口。
[0097]
本发明的外模清理打磨系统,用户只需将模具2固定好并将主体1与模具 2进行结合,主体1上的打磨机构5、移动机构4相配合,实现外模的自动打磨清理,在打磨后吸尘机构6和喷涂机构7相配合,实现脱模剂的喷涂。
[0098]
在一个实施例中,打磨机构5包括:至少一个第一打磨装置和至少一个第二打磨装置;
[0099]
第一打磨装置和第二打磨装置,依次间隔排列设置在主体1底端;第一打磨装置与组成模具2的截面的上表面的线段一一对应;第二打磨装置与线段与线段的交汇位置一一对应。
[0100]
其中,如图2所示,第一打磨装置包括:
[0101]
第二轨道22,设置在主体1底端;
[0102]
第一移动架25,滑动设置在第二轨道22上;
[0103]
第一轨道电机23,设置在第一移动架25上,在第一轨道电机23的输出端设置有第一齿轮,第一齿轮与第二导轨一侧的第一齿条啮合;
[0104]
转轴28,设置在第一移动架25上;
[0105]
转向控制器27,设置在第一移动架25上,与转轴28传动连接,用于控制转轴28的转动;
[0106]
支架26,一端固定设置在转轴28上;
[0107]
至少一个第一打磨刷24,固定设置在支架26的远离转轴28的一端。
[0108]
如图3所示,第二打磨装置包括:
[0109]
第二移动架31,设置在主体1的导槽30内;
[0110]
第二轨道电机33,设置在第二移动架31上,第二轨道电机33的输出端设置有第二齿轮35,第二齿轮35与导槽30内设置的第二齿条34啮合;
[0111]
第二打磨刷32,固定设置在第二移动架31的一端。
[0112]
上述技术方案的工作原理及有益效果为:
[0113]
第一打磨装置主要作业于模具2的各个平面,各个平面在模具2的截面上表现为各个线段;第二打磨装置主要作业于各个平面交汇处的曲面,在模具2 的截面的对应位置为相邻线段的交汇位置。模具2的各个平面对应的第二打磨装置的第二轨道22长度根据平面长度的不同也不相同,第二轨道22的长度可以比模具2的平面的宽度略小,但是必须保证第一打磨刷24在第二轨道22的边缘位置时,其打磨区域要超出平面的边缘或者刚好达到平面的边缘。当主体 1架设至模具2上时,第一轨道电机23带动第一移动架25在第二轨道22上滑动,实现第一打磨刷24在模具2平面上的左右移动;转向控制器27控制转轴 28转动,实现第一打磨刷24角度的调整,以适应平面的微小的变化;更进一步,第一打磨刷24与支架26的连接位置设置为万向结,以使第一打磨刷24 自动适应模具2表面情况;更进一步,将支架26与转轴28固定位置的一端设置为可伸缩结构,在将主体1架设至模具2之前,可伸缩结构为收缩状态,使架设时第一打磨刷24不碰触模具2,防止第一打磨刷24在架设时被撞坏;在打磨开始之前,可伸缩结构将第一打磨刷24伸至模具2表面,在打磨结束后将第一打磨刷24缩回。第二打磨装置设置在主体1的导槽30内,主要通过导槽30内的突出部与第二移动架31上的滑槽相配合实现滑动设置在突出部上,突出部的界面为倒梯形;第二轨道电机33与导槽30内的第二齿条34配合实现第二移动架31在导槽30内的滑动,同步实现了第二打磨刷32接
触模具2 表面及离开模具2表面的升降动作;更进一步,第二打磨刷32的刷面可以与模具2的曲面的形状相适宜,并且根据曲面的宽度选择相应的第二打磨刷32,使第二打磨刷32的打磨区域可以覆盖曲面。其中,第一打磨刷24和第二打磨刷32为电动打磨刷。
[0114]
在一个实施例中,如图4所示,吸尘机构6包括:
[0115]
除尘器41,设置在主体1内;
[0116]
若干根吸尘管路42,一端与除尘器41连接,另一端延伸至主体1的底端面。
[0117]
上述技术方案的工作原理及有益效果为:
[0118]
除尘器41采用负压吸附原理,使吸尘管路42内产生负压,通过延伸至主体1底端面的吸尘入口对打磨机构5打磨出的灰尘进行吸收。吸尘入口可以设置在主体1的底端面的两侧边缘位置。
[0119]
在一个实施例中,吸尘机构6还包括:
[0120]
气泵,设置在主体1内;
[0121]
至少一个出气口,设置在第一打磨刷24中部,出气口分布在以第一打磨刷24的中心为圆心的圆周上并且出气口的出气方向与圆周呈一预设角度。
[0122]
上述技术方案的工作原理及有益效果为:
[0123]
在第一打磨刷24中部设置多个出气口,通过气泵泵入气体,出气口出气,在打磨时将打磨的灰尘吹出打磨区域,使其不影响打磨区域的继续打磨;此外,也可在第二打磨刷32中部设置多个出气口。出气口的角度设置,实现在旋转时,保证在旋转的力度干扰下,实现从中部向外部的最快吹气,保证吹扫的效率。出气口的出气方向,与打磨刷转动时出气口位置的速度方向呈锐角;更进一步地,将出气口架设在角度调节机构上,根据打磨刷的转动速度,调整角度,调整依据为:转动速度越大,角度越小,可以按照预先建立的转动速度与角度的对照表进行精确调节。
[0124]
在一个实施例中,如图5所示,喷涂机构7包括:
[0125]
储液罐51,设置在主体1上;
[0126]
水泵,设置在主体1上,与储液罐51连通;
[0127]
若干喷嘴,设置在主体1的两侧靠近底端面的位置,通过输送管52与水泵连通。
[0128]
上述技术方案的工作原理及有益效果为:
[0129]
储液罐51内存储脱模剂,在主体1行走打磨完后,位于后方的喷嘴喷出脱模剂,对模具2进行喷涂处理,实现打磨、喷涂同步完成,提高了工作效率。
[0130]
在一个实施例中,如图6所示,外模清理打磨系统,还包括:
[0131]
至少一组图像采集装置,每一组图像采集装置对应一个第一打磨装置或一个第二打磨装置;
[0132]
中央控制器3,设置在主体1内,分别与移动机构4、打磨机构5、吸尘机构6、喷涂机构7和图像采集装置连接;
[0133]
中央控制器3执行如下操作:
[0134]
通过图像采集装置获取模具2上表面的第一图像;
[0135]
基于第一图像,确定移动机构4、打磨机构5、吸尘机构6和喷涂机构7 的第一工作参数集;
[0136]
基于第一工作参数集,控制移动机构4、打磨机构5、吸尘机构6和喷涂机构7的工
作;
[0137]
其中,基于第一图像,确定移动机构4、打磨机构5、吸尘机构6和喷涂机构7的第一工作参数集,包括:
[0138]
获取预设的第一工作参数集库,第一工作参数集库中第一工作参数集与第一参数标签集一一对应;
[0139]
对第一图像进行特征提取,获取多个第一特征值,基于第一特征值构建第一提取标签集;
[0140]
将第一提取标签集与第一工作参数集库中每个第一参数标签集进行匹配;
[0141]
当匹配成功时,获取第一参数标签集对应的第一工作参数集。
[0142]
通过图像采集装置进行图像采集,获得第一图像;对第一图像进行分析,确定模具2表面的脏污情况等,以实现根据模具2的实际情况选择对应的工作模式;提高了外模清理打磨系统的智能化。第一工作参数集中包括移动机构4 的工作参数,如:电机转动速度等,打磨机构5的工作参数,如:在第一移动架25在第二轨道22上的移动速度、第一打磨刷24的转动速度、转轴28的转动角度等,吸尘机构6的工作参数,例如,吸尘入口的开启选择、负压大小选择等,喷涂机构7的工作参数,例如:每分钟喷涂量、喷涂压力等。在第一工作参数库的匹配过程中,可以以第一提取标签集与第一参数标签集之间的相似度为匹配依据,当相似度大于预设的匹配阈值时,确定匹配成功。其中,相似度的计算可以采用余弦相似度计算法。
[0143]
在一个实施例中,每一组图像采集装置包括:
[0144]
两个摄像头,对称设置在主体1两侧,分别通过l型安装架安装在支架26 或第二移动架31的两侧;
[0145]
中央控制器3执行如下操作:
[0146]
确定主体1的移动方向,通过位于移动方向前方的摄像头获取第一图像;
[0147]
通过位于移动方向后方的摄像头获取第二图像;
[0148]
基于第二图像,确定二次打磨清理位置和二次打磨时移动机构4、打磨机构5、吸尘机构6、喷涂机构7的第二工作参数集;
[0149]
和/或,
[0150]
基于拍摄的模具2的位置,将第一图像和第二图像进行一一关联,获得多个关联项;
[0151]
基于关联项的第一图像和第二图像,确定每个关联项对应的表示打磨效果的效果值;
[0152]
获取当前打磨位置前n轮的打磨对应的各个打磨位置对应的关联项的效果值,构建n个第一参考组;其中,一轮打磨为第一移动架25从第二轨道22的左边移动到右边或第一移动架25从第二轨道22的右边移动到左边;
[0153]
基于第一参考组内各个关联项对应的效果值,确定第一修正集;
[0154]
获取前n轮的打磨中打磨位置距离第一打磨装置的打磨区域的左右边缘的长度与当前打磨位置距离第一打磨装置的打磨区域的左右边缘的长度相等的打磨位置对应的关联项,并构建第二参考组;
[0155]
基于第二参考组内各个关联项对应的效果值,确定第二修正集;
[0156]
基于第一修正集和第二修正集,确定当前位置的第三修正集;
[0157][0158]
其中,a
3,i
为第三修正集中第i个修正值;a
2,i
为第一修正集中第i个修正值; a
j,i
为第j轮对应的第一修正集中第i个修正值;β
j
为预设的对应第j轮的权重系数;γ1为预设的对应第一修正集的权重系数;γ2为预设的对应第二修正集的权重系数;
[0159]
基于第三修正值集对第一工作参数集进行修正。
[0160]
其中,基于关联项的第一图像和第二图像,确定每个关联项对应的表示打磨效果的效果值,包括:
[0161]
对关联项的第一图像和第二图像进行特征提取,获取多个特征值;
[0162]
将第二特征值输入预设的神经网络模型中,获取评价因子;
[0163]
基于评价因子,查询预设的评价因子与效果值的对应表,确定关联项对应的表示打磨效果的效果值;
[0164]
基于第一参考组内各个关联项对应的效果值,确定第一修正集;包括:
[0165]
获取预设的第一修正库,第一修正库中第一修正集与第一标识向量一一对应;
[0166]
基于第一参考组内各个关联项对应得效果值,构建第二标识向量;
[0167]
计算第二标识向量与第一修正库中各个第一标识向量的第一相似度,第一相似度计算公式如下:
[0168][0169]
其中,x为第二标识向量与第一标识向量的第一相似度;x
k
为第一标识向量的第k个参数值;y
k
为第二标识向量的第k个参数值;n为第一标识向量或第二标识向量的维度;
[0170]
获取第一修正库中第一相似度最大且大于预设的阈值的第一标识向量对应的第一修正集;
[0171]
基于第二参考组内各个关联项对应的效果值,确定第二修正集,包括:
[0172]
获取预设的第二修正库,第二修正库中第二修正集与第三标识向量一一对应;
[0173]
基于第二参考组内各个关联项对应得效果值,构建第四标识向量;
[0174]
计算第四标识向量与第二修正库中各个第三标识向量的第二相似度;
[0175]
获取第二修正库中第二相似度最大且大于预设的阈值的第三标识向量对应的第二修正集。
[0176]
上述技术方案的工作原理及有益效果为:
[0177]
对称设置的摄像头,可以根据主体1的行进方向切换摄像头的功能;位于行进方向前方的摄像头用于对模具2的情况进行确认,控制各个机构的工作模式。位于行进后方的摄像头用于对打磨后的效果进行确认,决定是否进行二次打磨,当需要时,记录下位置,在二次打磨时进行定点打磨;此外还可以与前方的摄像头的图像进行关联分析,对各个机构的工作模式进行修正,以提高系统的智能化。因打磨过程中打磨机构5各个机构的各个位置的磨损、打磨刷的磨损等因素,按照第一工作参数集库中的第一工作参数集控制已不能满足打磨的要求,需要根据第一图像和第二图像的关联分析进行修正,实现智能适应实际打磨工况;第一参考组主要是考虑打磨机构5的轨道的磨损因数、打磨刷的磨损和主体1在模具2
的横向移动对控制的影响;第二参考组主要考虑打磨机构5的轨道的磨损因数、打磨刷的磨损和主体1在模具2的纵向移动对控制的影响,综合第一参考组和第二参考组,实现确定第三修正集的准确,以实现工作参数修正的准确。其中,神经网络模型为事先经过大量数据训练收敛后获得;通过神经网络模型对关联项中的第一图像和第二图像进行分析,确定出关联项对应的效果值;例如效果值可以根据第二图像上脏污面积与第一图像上脏污面积的差值占第一图像上脏污面积的比值进行量化确定。第一修正库、第二修正库都为预先设立,可以根据经验设置,也可以通过大量数据分析获得。
[0178]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1