钢管内外壁抛丸清理机及工艺的制作方法
1.本发明涉及钢管内外壁抛丸清理机及工艺。
背景技术:
2.现阶段针对大管径内外壁的表面清理是一个比较难以攻克的难题。本发明常见的处理方式为内部喷砂,外部抛丸或喷砂的处理方式。以及内外抛丸的方式进行清理。
3.使用内外喷砂的方式可以有效的将表面清理干净,但其清理速度慢、需要人工操作、灰尘冒溢严重外,还要对其管内的砂丸进行再次清理,浪费清理时间。就算是外部使用抛丸的处理方式,仍因需要内部单独清理和清理的速度而降低了生产节奏。
4.而使用内外抛丸虽然是一个极佳的清理方式但现阶段市场上能见到的都是全封闭钢管外壁抛丸清理机+半开放式钢管内壁液压抛丸清理机的组合模式进行清理。其全封闭钢管外壁抛丸清理机将钢管外壁完全径向包裹在设备内部,这虽然起到了良好的密封作用但其设备庞大臃肿,需要庞大的占地面积。其内部半开放式钢管内壁液压抛丸清理机首先在其电、液驱动转换的过程中不可避免的会造成部分的能源损耗,其半开放式结构(工件一侧位于负压吸丸室内)在钢管口径过大时极易造成吸丸压力不足,造成空吸现象,致使弹丸存留在钢管内部。由于其抛丸器为液压驱动,当其驱动油管或接头处有漏油现象时,油滴滴落在管内又会造成管壁的污染清理不干净极易对后续工序造成影响。
5.与此同时采用全封闭钢管外壁抛丸清理机+半开放式钢管内壁液压抛丸清理机的方式,其全封闭钢管外壁抛丸清理机是钢管旋转呈螺旋线型边前进边旋转的清理方式。而半开放式钢管内壁液压抛丸清理机则是采用的钢管在滚动旋转而内壁液压抛丸器缓慢退出的清理方式。也就是说一根钢管无法同时完成钢管的内、外清理工作。钢管需要从内壁清理完成后在转到外壁清理才能完成增加了清理的时间。同时本方案还需用户制作设备地坑基础,给用户增加了经济负担。
6.因此一款能够同时完成钢管内、外壁清理的设备是市场以及需求方的迫切需要。
技术实现要素:
7.本发明所要解决的技术问题总的来说是提供一种钢管内外壁抛丸清理机及工艺。
8.为解决上述问题,本发明所采取的技术方案是:
9.一种钢管内外壁抛丸清理机及工艺,包括输送平车i、带驱动的滚轮架、外壁抛丸机构、内壁抛丸机构及除尘系统;
10.输送平车i,用于运输工件于喷丸工位;工件为内外均为回转形式的套体;
11.在喷丸工位,工件被滚轮架驱动旋转且被输送平车i驱动前行;
12.除尘系统,同时包括用于外壁抛丸机构的除尘部i及用于内壁抛丸机构的除尘部ii。
13.作为上述技术方案的进一步改进:
14.外壁抛丸机构包括支撑框架、半封闭式抛丸室i、收丸斗i、抛丸器i、提升机i、分离
器i、丸料控制阀i、移动平车ii、平车导轨及往复移动驱动气缸;
15.往复移动驱动气缸一端与移动平车ii连接并驱动移动平车ii在平车导轨上行走;
16.平车导轨在喷丸工位一侧设置,移动平车ii在平车导轨上行走;支撑框架在移动平车ii上;
17.提升机i在支撑框架上,在提升机i上输出端衔接有分离器i的输入端,在分离器i下输出端设置有丸料控制阀i;在丸料控制阀i输出端连接有抛丸器i,在抛丸器i侧输出端设置有位于喷丸工位的半封闭式抛丸室i,半封闭式抛丸室i的密封唇口根据工件对应外侧壁仿形贴合;密封唇口包括后挡板及前挡板;前挡板沿着工件外侧壁接触切线方向设置,后挡板沿着工件外侧壁接触法向线方向设置;在后挡板及前挡板之间连接有仿形侧板;在密封唇口上设置有柔性密封件;
18.收丸斗i在半封闭式抛丸室i下方,用于回收弹丸并送至提升机i上输入端;
19.在半封闭式抛丸室顶部设有除尘部i。
20.内壁抛丸机构包括设置在喷丸工位的支撑座;在支撑座上固定或通过内铰接尾座铰接有悬臂架的一端根部;在悬臂架悬臂端设置有抛丸器ii;在抛丸器ii输出端侧连接有半封闭式抛丸室ii;半封闭式抛丸室ii的唇口用于与工件内侧壁接触形成内喷丸内腔;在半封闭式抛丸室ii下端设置有收丸斗ii,在悬臂架上下两侧分别设置有供丸螺旋输送器及收丸螺旋输送器;
21.收丸斗ii下端与收丸螺旋输送器输入端连接,供丸螺旋输送器分别收丸螺旋输送器输出端及抛丸器ii输入端直接或间接连通,以循环弹丸;
22.在收丸螺旋输送器设置有提升机ii的下端,在提升机ii的上端连接有分离器ii,在分离器ii下端设置有储丸斗;在储丸斗下端设置有丸料控制阀ii,丸料控制阀ii与供丸螺旋输送器连接;
23.在半封闭式抛丸室ii顶部有除尘部ii;
24.支撑座固定在地面预埋件上或可移动设置。
25.除尘系统包括滤筒除尘器、风机、除尘管道;除尘管道输入端包括除尘部i和除尘部ii;从清理室和分离器抽出的含尘气体经过管道到达滤筒除尘器,经过除尘后的气体经过风机到达烟囱,最终高空排放,粉尘排放浓度达到环保标准要求;
26.在滤筒除尘器前端增加旋风除尘器除尘,将吸出的弹丸沉降回流到,然后含尘气体经过管道再到达滤筒除尘器进行后续处理;
27.滚轮架,设置在输送平车i上,在滚轮架上设置有与工件下部两侧摩擦滚动接触的驱动辊组;在滚轮架上设置有辅助弹性托载滚珠,用于与工件下端外侧壁弹性接触。
28.在悬臂架的悬臂端设置有内组件头部,在内组件头部上径向伸缩有三点伸缩顶轮,用于与工件内壁滚动接触支撑。
29.在喷丸工位输出侧设置有内清尘头,在内清尘头外侧设置有内喷刷头;内清尘头用于清理旋转喷丸后的工件内壁;
30.在内喷刷头与内清尘头之间设置有内负压吸头,在内喷刷头外侧设置有内烘干头;内清尘头与内喷刷头用于依次对工件内壁进行清理后喷涂防锈油;内负压吸头用于吸附防锈油,避免防锈油流向喷丸工位;内烘干头用于对防锈油烘干。
31.收丸螺旋输送器的搅龙和/或供丸螺旋输送器的搅龙位于悬臂端;
32.收丸螺旋输送器与供丸螺旋输送器朝向工件一个端口或各自朝向不同端口:
33.收丸螺旋输送器的对接回收管道上被对接牵引头扶持,用于被对接牵引头扶持与半封闭式抛丸室ii对接;
34.收丸螺旋输送器的管道和/或供丸螺旋输送器的管道为多级伸缩管道。
35.在喷丸工位输出侧依次设置有外清尘头及外喷刷头,分别对工件外壁进行清理后喷涂防锈油。
36.一种钢管内外壁抛丸清理工艺,s1,首先,将工件吊放到滚轮架上;然后,通过输送平车i及滚轮架驱动工件边滚动边行走;其次,内壁抛丸机构插入到工件内腔中,且外壁抛丸机构与工件外侧壁对应;再次,同时执行步骤s2与s3;
37.s2,外壁抛丸机构对工件外壁进行抛丸清理;
38.s3,内壁抛丸机构对工件内壁进行抛丸清理;
39.在步骤s2与s3中,除尘系统进行除尘工作;
40.在步骤s2中,当工件到达喷丸工位,首先,外壁抛丸机构在移动平车ii的往复移动驱动气缸推动下沿着平车导轨前移;然后,半封闭式抛丸室i的密封唇口靠在工件外壁上,形成抛丸空间;其次,抛丸器抛射弹丸打击工件外壁,飞溅的弹丸密封在封闭的空间内,落入收丸斗,并下部流入提升机底部;再次,提升机将弹丸送到上面的分离器;之后,经分离器风选后,合格弹丸进入储丸斗,再通过储丸斗下面的丸料控制阀将弹丸供给抛丸器,实现弹丸的连续循环工作;
41.期间,灰尘通过除尘部i的除尘器及风机产生的负压经除尘系统吸走;
42.步骤s3中,在喷丸工位,首先,半封闭式抛丸室ii贴合在工件内壁上,形成抛丸空间;然后,抛丸器ii抛射弹丸打击工件内壁,飞溅的弹丸密封在封闭的空间内,落入收丸斗ii,从下部流入收丸螺旋输送器,通过收丸螺旋输送器送入提升机ii底部,提升机ii将弹丸送到上面的分离器ii,经分离器ii风选后,合格弹丸进入储丸斗,再通过储丸斗下面的丸料控制阀ii将弹丸供给收丸螺旋输送器,最后送到抛丸器ii,实现弹丸的连续循环工作。
43.作为上述技术方案的进一步改进:
44.工作时,灰尘通过除尘器及风机产生的负压经除尘部ii吸走。
45.在s1中,调定辅助弹性托载滚珠的伸缩量,根据与工件下端外侧壁弹性支撑力;
46.在步骤s3中,三点伸缩顶轮到位后径向伸出与工件内壁滚动接触支撑;
47.在步骤s3后,执行s4;
48.在s4中,在喷丸工位输出端的喷涂工位;首先,内清尘头清理旋转喷丸后的工件内壁;然后,内负压吸头吸附防锈油,避免防锈油流向喷丸工位;再次,内喷刷头对工件内壁进行清理后喷涂防锈油;之后,内烘干头对防锈油烘干。
49.本发明设计合理、成本低廉、结实耐用、安全可靠、操作简单、省时省力、节约资金、结构紧凑且使用方便。本方案主要解决的问题时能够同时完成钢管内、外壁的清理工作,同时针对清理的工件(尤其是大工件)还做到了清理设备小,无需地坑基础。在现有的全封闭钢管外壁抛丸清理机的基础上,本发明将其清理室做到了其原有的清理室大小的八分之一左右,于此同时设备的整体高度也降低近六分之一。同时本方案仅需一套除尘系统(由外壁抛丸清理机构除尘系统和内壁抛丸清理机构除尘系统共同组成,仅需一台除尘器),本方案整套设备整体使用材料少,制造成本底,可进行少量改动设计即可适用不同管径(尤其大管
径)的管材。
50.工作时,钢管由工件输送机构运输到位,外壁抛丸机构在气缸推动下前移,靠在钢管外壁上,形成一个密封的抛丸空间,抛丸室内部做耐打击防护处理,抛丸室与钢管外壁接触部位采用柔性耐磨材料密封。抛丸工作时,抛丸器抛射弹丸打击钢管外壁,飞溅的弹丸密封在封闭的空间内,落入底部料斗,从下部流入提升机底部,提升机将弹丸送到上面的分离器,经分离器风选后,合格弹丸进入储丸斗,再通过储丸斗下面的丸料控制阀将弹丸供给抛丸器,实现弹丸的连续循环工作。半封闭式抛丸室顶部设有除尘口,工作时,灰尘通过除尘器及风机产生的负压吸走。同时内壁抛丸机构靠在钢管内壁上,形成一个密封的抛丸空间,抛丸室内部做耐打击防护处理,抛丸室与钢管内壁接触部位采用柔性耐磨材料密封。抛丸工作时,抛丸器抛射弹丸打击钢管外壁,飞溅的弹丸密封在封闭的空间内,落入底部料斗,从下部流入收丸螺旋输送器,通过螺旋输送器送入提升机底部,提升机将弹丸送到上面的分离器,经分离器风选后,合格弹丸进入储丸斗,再通过储丸斗下面的丸料控制阀将弹丸供给供丸螺旋输送器,最后送到抛丸器,实现弹丸的连续循环工作。半封闭式抛丸室顶部设有除尘口,工作时,灰尘通过除尘器及风机产生的负压吸走。
51.本方案设备紧凑,占地面积小;可同时完成钢管内、外壁清理工作,也可单独针对钢管内壁、外壁进行清理工作;无电、液转换,能耗相对较低;其半封闭式抛丸室开口处与管壁近乎完美贴合,弹丸在抛丸室内部飞溅,减少弹丸撒漏;同时本方案无需地坑基础(仅需地面硬化时铺设预埋板和轨道铺设),减少用户经济负担。
附图说明
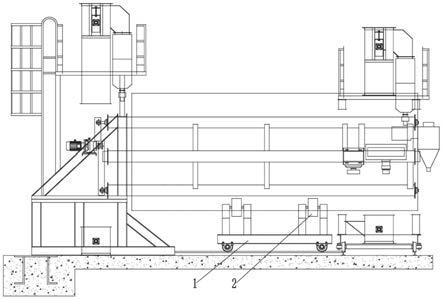
52.图1是本发明的使用结构示意图。
53.图2是本发明的侧部结构示意图。
54.图3是本发明的俯视结构示意图。
55.图4是本发明的外壁喷丸结构示意图。
56.图5是本发明的外壁喷丸侧视使用结构示意图。
57.图6是本发明的内壁喷丸结构示意图。
58.图7是本发明的内壁喷丸侧视结构示意图。
59.图8是本发明的第一次变形结构示意图。
60.图9是本发明的第二次变形使用结构示意图。
61.其中:1、输送平车i;2、滚轮架;3、外壁抛丸机构;4、内壁抛丸机构;5、除尘系统;6、支撑框架;7、半封闭式抛丸室i;8、收丸斗i;9、抛丸器i;10、提升机i;11、分离器i;12、丸料控制阀i;13、移动平车ii;14、平车导轨;15、往复移动驱动气缸;16、除尘部i;17、工件;18、支撑座;19、悬臂架;20、抛丸器ii;21、半封闭式抛丸室ii;22、收丸斗ii;23、供丸螺旋输送器;24、收丸螺旋输送器;25、提升机ii;26、分离器ii;27、丸料控制阀ii;28、除尘部ii;29、储丸斗;30、驱动辊组;31、后挡板;32、前挡板;33、密封唇口;34、内组件头部;35、三点伸缩顶轮;36、内清尘头;37、内喷刷头;38、内负压吸头;39、内烘干头;40、辅助弹性托载滚珠;41、外清尘头;42、外喷刷头;43、内铰接尾座;44、对接回收管道;45、对接牵引头;46、多级伸缩管道。
具体实施方式
62.如图1所示,本实施例的钢管内外壁抛丸清理机及工艺,包括输送平车i1、带驱动的滚轮架2、外壁抛丸机构3、内壁抛丸机构4及除尘系统5;
63.输送平车11,用于运输工件17于喷丸工位;工件17为内外均为回转形式的套体;
64.在喷丸工位,工件17被滚轮架2驱动旋转且被输送平车i1驱动前行;
65.除尘系统5,同时包括用于外壁抛丸机构3的除尘部i16及用于内壁抛丸机构4的除尘部ii28。
66.外壁抛丸机构3包括支撑框架6、半封闭式抛丸室i7、收丸斗i8、抛丸器i9、提升机i10、分离器i11、丸料控制阀i12、移动平车ii13、平车导轨14及往复移动驱动气缸15;
67.往复移动驱动气缸15一端与移动平车ii13连接并驱动移动平车ii13在平车导轨14上行走;
68.平车导轨14在喷丸工位一侧设置,移动平车ii13在平车导轨14上行走;支撑框架6在移动平车ii13上;
69.提升机i10在支撑框架6上,在提升机i10上输出端衔接有分离器i11的输入端,在分离器i11下输出端设置有丸料控制阀i12;在丸料控制阀i12输出端连接有抛丸器i9,在抛丸器i9侧输出端设置有位于喷丸工位的半封闭式抛丸室i7,半封闭式抛丸室i7的密封唇口33根据工件17对应外侧壁仿形贴合;密封唇口33包括后挡板31及前挡板32;前挡板32沿着工件17外侧壁接触切线方向设置,后挡板31沿着工件17外侧壁接触法向线方向设置;在后挡板31及前挡板32之间连接有仿形侧板;在密封唇口33上设置有柔性密封件;
70.收丸斗i8在半封闭式抛丸室i7下方,用于回收弹丸并送至提升机i10上输入端;
71.在半封闭式抛丸室7顶部设有除尘部i16。
72.内壁抛丸机构4包括设置在喷丸工位的支撑座18;在支撑座18上固定或通过内铰接尾座43铰接有悬臂架19的一端根部;在悬臂架19悬臂端设置有抛丸器ii20;在抛丸器ii20输出端侧连接有半封闭式抛丸室ii21;半封闭式抛丸室ii21的唇口用于与工件17内侧壁接触形成内喷丸内腔;在半封闭式抛丸室i121下端设置有收丸斗ii22,在悬臂架19上下两侧分别设置有供丸螺旋输送器23及收丸螺旋输送器24;
73.收丸斗ii22下端与收丸螺旋输送器24输入端连接,供丸螺旋输送器23分别收丸螺旋输送器24输出端及抛丸器ii20输入端直接或间接连通,以循环弹丸;在收丸螺旋输送器24设置有提升机ii25的下端,在提升机ii25的上端连接有分离器ii26,在分离器ii26下端设置有储丸斗29;在储丸斗29下端设置有丸料控制阀ii27,丸料控制阀ii27与供丸螺旋输送器23连接;
74.在半封闭式抛丸室ii21顶部有除尘部ii28;
75.支撑座18固定在地面预埋件上或可移动设置。
76.除尘系统5包括滤筒除尘器、风机、除尘管道;除尘管道输入端包括除尘部i16和除尘部ii28;从清理室和分离器抽出的含尘气体经过管道到达滤筒除尘器,经过除尘后的气体经过风机到达烟囱,最终高空排放,粉尘排放浓度达到环保标准要求;
77.在滤筒除尘器前端增加旋风除尘器除尘,将吸出的弹丸沉降回流到,然后含尘气体经过管道再到达滤筒除尘器进行后续处理;
78.滚轮架2,设置在输送平车i1上,在滚轮架2上设置有与工件17下部两侧摩擦滚动
接触的驱动辊组30;在滚轮架2上设置有辅助弹性托载滚珠40,用于与工件17下端外侧壁弹性接触。
79.在悬臂架19的悬臂端设置有内组件头部34,在内组件头部34上径向伸缩有三点伸缩顶轮35,用于与工件17内壁滚动接触支撑。
80.在喷丸工位输出侧设置有内清尘头36,在内清尘头36外侧设置有内喷刷头37;内清尘头36用于清理旋转喷丸后的工件17内壁;
81.在内喷刷头37与内清尘头36之间设置有内负压吸头38,在内喷刷头37外侧设置有内烘干头39;内清尘头36与内喷刷头37用于依次对工件17内壁进行清理后喷涂防锈油;内负压吸头38用于吸附防锈油,避免防锈油流向喷丸工位;内烘干头39用于对防锈油烘干。
82.收丸螺旋输送器24的搅龙和/或供丸螺旋输送器23的搅龙位于悬臂端;
83.收丸螺旋输送器24与供丸螺旋输送器23朝向工件17一个端口或各自朝向不同端口;
84.收丸螺旋输送器24的对接回收管道44上被对接牵引头45扶持,用于被对接牵引头45扶持与半封闭式抛丸室ii21对接;
85.收丸螺旋输送器24的管道和/或供丸螺旋输送器23的管道为多级伸缩管道46。在喷丸工位输出侧依次设置有外清尘头41及外喷刷头42,分别对工件17外壁进行清理后喷涂防锈油。
86.本实施例的钢管内外壁抛丸清理工艺,s1,首先,将工件17吊放到滚轮架2上;然后,通过输送平车i1及滚轮架2驱动工件17边滚动边行走;其次,内壁抛丸机构4插入到工件17内腔中,且外壁抛丸机构3与工件17外侧壁对应;再次,同时执行步骤s2与s3;
87.s2,外壁抛丸机构3对工件17外壁进行抛丸清理;
88.s3,内壁抛丸机构4对工件17内壁进行抛丸清理;
89.在步骤s2与s3中,除尘系统5进行除尘工作;
90.在步骤s2中,当工件17到达喷丸工位,首先,外壁抛丸机构3在移动平车ii13的往复移动驱动气缸15推动下沿着平车导轨14前移;然后,半封闭式抛丸室i7的密封唇口33靠在工件17外壁上,形成抛丸空间;其次,抛丸器9抛射弹丸打击工件17外壁,飞溅的弹丸密封在封闭的空间内,落入收丸斗8,并下部流入提升机10底部;再次,提升机10将弹丸送到上面的分离器11;之后,经分离器11风选后,合格弹丸进入储丸斗,再通过储丸斗下面的丸料控制阀12将弹丸供给抛丸器9,实现弹丸的连续循环工作;
91.期间,灰尘通过除尘部i16的除尘器及风机产生的负压经除尘系统5吸走;步骤s3中,在喷丸工位,首先,半封闭式抛丸室ii21贴合在工件17内壁上,形成抛丸空间;然后,抛丸器ii20抛射弹丸打击工件17内壁,飞溅的弹丸密封在封闭的空间内,落入收丸斗ii22,从下部流入收丸螺旋输送器24,通过收丸螺旋输送器24送入提升机ii25底部,提升机ii25将弹丸送到上面的分离器ii26,经分离器ii26风选后,合格弹丸进入储丸斗29,再通过储丸斗29下面的丸料控制阀ii27将弹丸供给收丸螺旋输送器24,最后送到抛丸器ii20,实现弹丸的连续循环工作。
92.工作时,灰尘通过除尘器及风机产生的负压经除尘部ii28吸走。
93.在s1中,调定辅助弹性托载滚珠40的伸缩量,根据与工件17下端外侧壁弹性支撑力;
94.在步骤s3中,三点伸缩顶轮35到位后径向伸出与工件17内壁滚动接触支撑;在步骤s3后,执行s4;
95.在s4中,在喷丸工位输出端的喷涂工位;首先,内清尘头36清理旋转喷丸后的工件17内壁;然后,内负压吸头38吸附防锈油,避免防锈油流向喷丸工位;再次,内喷刷头37对工件17内壁进行清理后喷涂防锈油;之后,内烘干头39对防锈油烘干。
96.如图1
‑
9,驱动辊组30实现工件旋转,后挡板31,前挡板32设计巧妙,减少工件进入的阻力,同时实现了对清理附着灰尘,密封唇口33实现了密封柔性接触,为了改善悬臂结构,在内组件头部34设计三点伸缩顶轮35从而实现了滚动支撑,内清尘头36,内喷刷头37,内负压吸头38,内烘干头39,辅助弹性托载滚珠40,外清尘头41,外喷刷头42,从而实现了清理、喷刷,干燥,避免了防锈液体的回流。内铰接尾座43具有良好兼容性,降低了对同轴度的要求,通过对接回收管道44,对接牵引头45,实现了两侧接触,从而进一步适应较小内径的工件,多级伸缩管道46,从而减少悬臂长度。
97.见图1,本方案主要组成:输送平车i(1)、带驱动的滚轮架(2)、外壁抛丸机构(3)、内壁抛丸机构(4)及除尘系统(5);除尘系统(5)可同时用于外壁抛丸机构(3)及内壁抛丸机构(4);
98.输送平车i(1)运输钢管前进后退,驱动电机采用变频调速,同时输送平车上装有滚轮架,在滚轮架驱动电机的驱动下,钢管实现滚动运行,通过平车和滚轮架驱动钢管边滚动边行走。输送平车i(1)行走速度可实现无极变速;滚轮架(2)固定在输送平车i(1)上,将作为工件(17)的下位概念钢管吊放到滚轮架(2)上,在滚轮架(2)驱动电机的驱动下,钢管实现滚动运行,通过输送平车i(1)及滚轮架(2)驱动钢管边滚动边行走。外壁抛丸机构(3)和内壁抛丸机构(4)同时工作,实现内、外壁同时抛丸清理,工作效率高,20分钟清理1根钢管。
99.见图2,图1中外壁抛丸机构(3)主要由支撑框架(6)、半封闭式抛丸室i(7)、收丸斗i(8)、抛丸器i(9)、提升机i(10)、分离器i(11)、丸料控制阀i(12)、移动平车ii(13)、往复移动驱动气缸(15)、外壁抛丸机构(3)的除尘部i(16)等组成。
100.工作过程,钢管由工件输送机构运输到位,外壁抛丸机构在移动平车ii(13)的往复移动驱动气缸(15)推动下前移,靠在钢管外壁上,形成一个密封的抛丸空间,半封闭式抛丸室(7)内部做耐打击防护处理,半封闭式抛丸室(7)与钢管外壁接触部位采用柔性耐磨材料密封。抛丸工作时,抛丸器(9)抛射弹丸打击钢管外壁,飞溅的弹丸密封在封闭的空间内,落入收丸斗(8),从下部流入提升机(10)底部,提升机(10)将弹丸送到上面的分离器(11),经分离器(11)风选后,合格弹丸进入储丸斗,再通过储丸斗下面的丸料控制阀(12)将弹丸供给抛丸器(9),实现弹丸的连续循环工作。半封闭式抛丸室(7)顶部设有除尘口,工作时,灰尘通过除尘器及风机产生的负压经除尘系统(5)吸走。
101.见图3,图1中内壁抛丸机构(4)主要由支撑座(18)、悬臂架(19)、抛丸器ii(20)、半封闭式抛丸室ii(21)、收丸斗ii(22)、供丸螺旋输送器(23)、收丸螺旋输送器(24)、提升机ii(25)、分离器ii(26)、丸料控制阀ii(27)、的除尘部ii(28)、储丸斗(29)等组成。
102.在抛丸器ii(20)及半封闭式抛丸室ii(21)固定在悬臂架(19)的前端,悬臂架(19)的尾端固定在支撑座(18)上,支撑座(18)固定在地面预埋件上。
103.工作过程,钢管由工件输送机构运输到位内壁抛丸机构(4)的半封闭式抛丸室ii
(21)靠在钢管内壁上,形成一个密封的抛丸空间,半封闭式抛丸室ii(21)内部做耐打击防护处理,半封闭式抛丸室ii(21)与钢管内壁接触部位采用柔性耐磨材料密封。抛丸工作时,抛丸器ii(20)抛射弹丸打击工件(17)内壁,飞溅的弹丸密封在封闭的空间内,落入收丸斗ii(22),从下部流入收丸螺旋输送器(24),通过收丸螺旋输送器(24)送入提升机ii(25)底部,提升机ii(25)将弹丸送到上面的分离器ii(26),经分离器ii(26)风选后,合格弹丸进入储丸斗(29),再通过储丸斗(29)下面的丸料控制阀ii(27)将弹丸供给收丸螺旋输送器(24),最后送到抛丸器ii(20),实现弹丸的连续循环工作。半封闭式抛丸室ii(21)顶部设有除尘口,工作时,灰尘通过除尘器及风机产生的负压经除尘部ii(28)吸走。
104.悬臂架(19)采用三根无缝钢管和斜拉型材焊接而成的网架结构,三根无缝钢管内部分别用作供丸螺旋输送器(23)的槽、收丸螺旋输送器(24)的槽和除尘部ii(28)的抽风管。
105.在图1中,除尘系统(5)(由除尘部i(16)和除尘部ii(28)共同组成)主要由滤筒除尘器、风机、除尘管道等组成。从清理室和分离器抽出的含尘气体经过管道到达滤筒除尘器,经过除尘后的气体经过风机到达烟囱,最终高空排放,粉尘排放浓度达到环保标准要求。
106.如有特殊要求,可在滤筒除尘器前端增加旋风除尘器除尘,可将吸出的弹丸沉降回流到收丸系统,然后含尘气体经过管道再到达滤筒除尘器进行后续处理。
107.本发明充分描述是为了更加清楚的公开,而对于现有技术就不再一一列举。
108.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;作为本领域技术人员对本发明的多个技术方案进行组合是显而易见的。而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1